
Fターム[3C043AC01]の内容
Fターム[3C043AC01]の下位に属するFターム
端部付近の研削 (2)
Fターム[3C043AC01]に分類される特許
21 - 32 / 32
弾性ローラの研磨装置
【課題】弾性ローラを研磨する際に、研磨目の方向不良を発生させることのない弾性ローラ用研磨装置を提供する。
【解決手段】ローラ研磨機1に供給される未研磨の弾性ローラ30を整列させるローラ整列機2が設けられてなり、ローラ整列機には、弾性ローラを投入する投入口13が配設され、投入口は、シャフトの一方の軸端32を通過させる第一ガイド部26と、シャフトの他方の軸端33を通過させる第二ガイド部27とを直線上に対向させて、シャフトの投入姿勢を規制し、投入口に正常な向きの投入姿勢で投入された弾性ローラは、正常な向きで軸端把持手段21A、21Bにセットされるよう構成されている。
(もっと読む)
ローラの表面研磨方法

【課題】通常の研磨加工法を採用しながら、気液二相の熱媒体を封入する密閉室を備えたローラ表面の機械精度を高めることができるようにすること。
【解決手段】ロールシェル1およびロール軸2肉厚内に軸方向と同方向に伸びる気液二相の熱媒体を封入する密閉室3および4を備えたローラの表面を、研磨加工する際、前記密閉室3および4内にアルコールなど研磨加工温度において気化蒸発する液体を封入する。これにより研磨時ローラ全体の表面温度が潜熱移動により維持され、偏った研磨加工温度による軸方向における直径などのくるいを修正することができる。
(もっと読む)
複合研削加工方法
【課題】内径面及び外径面を高精度に研削でき、しかも、リードタイム短縮が可能であり、装置設備費の低減を図ることができる複合研削加工方法を提供することにある。
【解決手段】リング形状工作物1を鉛直軸心廻りに回転させつつ、リング形状工作物1内に配置される内径用砥石2にてリング形状工作物1の内径面1aを研削するとともに、リング形状工作物1の外周側に配置される外径用砥石3にてこのリング形状工作物1の外径面1bを研削する複合研削加工方法である。リング形状工作物1を鉛直軸心廻りに回転可能に支持機構4にて支持した状態で、リング形状工作物1を鉛直軸心廻りに回転させつつ、内径用砥石2及び外径用砥石3による切込を同時に開始し、仕上研削までの粗研削中においては、内径側及び外径側の切込量比及び切込速度比を一定にして、粗研削を同時に終了する。
(もっと読む)
シリコン単結晶の円筒研削方法
【課題】シリコン単結晶の軸線と把持カップの回転軸の軸線が一致した状態で、把持カップがクラウン部並びにテール部を把持することができ、シリコン単結晶の直胴部を完全な円筒形に研削することができる単結晶の円筒研削方法を提供する。
【解決手段】シリコン単結晶Wのクラウン部Wc及びテール部Wtの外周側面を、前記把持カップの内面形状と同一形状を有する研削砥石24により研削し、その後、円筒研削装置の把持カップに、前記クラウン部及びテール部を装着し、前記シリコン単結晶の直胴部の外周側面を研削する。
(もっと読む)
研削研磨砥石
【課題】軸線が水平な研削ロールの上周面に板面を接触させた回転砥石を用いて研削する方式にあっては、研削のみで、研磨に対しては、研削砥石を取り外して研磨砥石を取り付けて研磨するので、わずらわしい交換作業が必要になり、かつ研削、研磨能率が大幅に低下するなどの諸問題が発生する。
【解決手段】中心に取付孔1を有する円盤状の研削砥石2と、この研削砥石の外周外側に設けた輪状の研磨砥石3とからなり、上記研削砥石と研磨砥石との板面を面一にした構成を採用する。
(もっと読む)
金属容器のヘアライン加工方法及び加工装置
【課題】目詰まりを防止し得る金属容器のヘアライン加工方法及び加工装置を提供する。
【解決手段】円筒状の容器胴部11表面に弾性砥石20によって多数の微細な凹凸線条13を形成する金属容器のヘアライン加工方法において、弾性砥石20の加工部に洗浄液を流し、弾性砥石20による切粉を洗い流しながら加工することを特徴とする。また、洗浄液として界面活性剤の入った中性洗剤を用い、切粉と同時に成形工程での油分を含む潤滑剤も同時に洗い流すことを特徴とする。
(もっと読む)
テープラップ装置
【課題】シュー組立体を支持する一対の開閉アーム及びアームを開閉するクランプ軸を一体的に交換可能なカセットとして組付けた一体型カセットシュー組立体において、多数の一体型カセットシュー組立体を交換容易に保存を行えるテープラップ装置を提供する。
【解決手段】各一体型カセットシュー組立体 6はカセット側ガイドレール8 が頂部に取付けられ、複数個並列して配置可能なATC側ガイドレール22、23 に取付け可能にされ、一体型カセットシュー組立体 6は、ATC側ガイドレール22、23 に取付けられたとき、ATC側ガイドレール本体21に設けたアンチバックストッパー10でロックして位置ずれを防止され、その状態から取り外すとき、ATC側ガイドレール本体21に設けたアンチバック解除装置20の押しピン24を押してロックを解除する。
(もっと読む)
テープラップ装置のアームクランプ機構
【課題】被加工物の偏心軸の回転数の自由度が大幅に高く、高精度のミクロ仕上げを可能にしたアームクランプ機構を有するテープラップ装置を提供。
【解決手段】機械本体 6に軸方向に移動可能に配置されたコラム64に設けた揺動軸 7に揺動可能に支持された揺動体 9と、揺動体 9に設けた軸方向穴12に軸方向に移動可能に配置されたアームクランプ軸10と、機械本体 6に支持されアームクランプ軸10の一端13を押圧可能な押圧面14を有する駆動装置15とを有し、アームクランプ軸10の一端13を駆動装置15の押圧面14が押圧してシュー組立体 5、5を固定する一対のアーム 16、16を閉じたとき、駆動装置15の押圧面14は揺動体 9及びアームクランプ軸10の一端13より後退してアームクランプ軸10とは切り離すようにされている。
(もっと読む)
連続作業可能な円筒研削盤
【課題】本発明は研削抵抗を減少させて芯金の曲がりが殆どなくなり、長尺で細い芯金であってもベンディングせず、且つスパークアウトが不要となり、短時間で研削加工が可能となると共に連続ワーク送りと研削加工が出来るものとなり、作業性がより向上される連続作業可能な円筒研削盤を提供することを目的とする。
【解決手段】コレットチャック1と回転センター2を対向して設け、ワークWの外周が徐々に研削されるための幅広平砥石10を傾斜させて配置し、コレットチャック1と回転センター2が上下移動するための上下移動手段3を設け、回転センター2側に設けた上下移動手段3全体が水平移動されるための水平移動手段4を設けた構造とする。
(もっと読む)
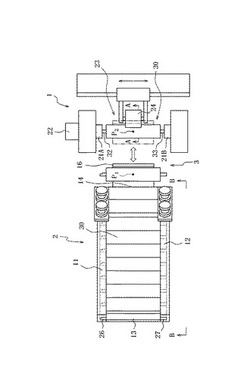
研削装置、研削方法、及びその研削方法により製造されるシャフト
【課題】クランクシャフト等の被研削材の両端部を同時に研削加工することにより加工効率の向上を図る技術を提案する。
【解決手段】被研削材11となるシャフトの一側端部11Aを支持するセンタ21Lと、前記シャフトの他側端部11Bを支持するセンタ21Rと、前記一側端部11Aの外周面を研削すべく回転駆動される第一の砥石12Lと、前記他側端部11Bの外周面を研削すべく回転駆動される第二の砥石12Rと、前記被研削材11のジャーナル部11vの外周面に当接し、前記被研削材11を摩擦により回転駆動させる調整車14L・14Rと、を具備し、前記調整車14L・14Rを回転駆動して前記被研削材11を回転させつつ、前記第一の砥石12L及び前記第二の砥石12Rを回転駆動して、前記一側端部11A及び他側端部11Bの外周面を同時に研削加工する研削装置とする。
(もっと読む)
研削方法及び研削装置
【課題】カップ形砥石車とワークとの接触位置を変えて、カップ形砥石車の研削作用面の一部分のみが摩耗するのを防止することができる研削方法などを提供する。
【解決手段】環状の研削作用面を有するカップ形砥石車Tと円筒状をしたワークWとを、これらの軸線が互いに直交するようにそれぞれ配置して、カップ形砥石車T及びワークWを軸線中心に回転させるとともに、研削作用面とワークW外周面とを接触させることにより、ワークW外周面を研削加工する。そして、カップ形砥石車Tの研削作用面がワークW外周面に接触した状態で、ワークWを予め設定された回数回転させる毎に、カップ形砥石車TとワークWとを、カップ形砥石車Tの軸線及びワークW軸線の双方と直交する方向に相対移動させて、研削作用面がワークW外周面と接触する位置を変える。
(もっと読む)
弾性体ローラの研削方法
【課題】弾性体ローラであるゴムローラの外周面を研削仕上げする従来のプランジ研削機は、研削抵抗が大きくローラ精度に問題があった。研削抵抗を小さくすることにより弾性ローラのたわみを小さくしてふれ精度を向上させかつびびりの発生をなくし精度の良い弾性体ローラを製造する。
【解決手段】弾性体ローラ101の外周面を円筒状の砥石22で研削するプランジカット方式の研削方法において、弾性体ローラ101と対向して回転する研削砥石22と弾性体ローラ101が接触して研削するときに研削砥石101と弾性体ローラ101の接触に伴う負荷変動を負荷変動と連動して変化するセンサーで感知して、切込み移動側20の前進後退を制御したことを特徴とする研削方法。
(もっと読む)
21 - 32 / 32
[ Back to top ]