
Fターム[3C046CC06]の内容
バイト、中ぐり工具、ホルダ及びタレット (11,352) | バイト、チップの刃先形状 (415) | すくい面、角の特徴 (109)
Fターム[3C046CC06]に分類される特許
1 - 20 / 109
単結晶ダイヤモンドバイト及び単結晶ダイヤモンドバイトを使用した切削方法
切削インサート
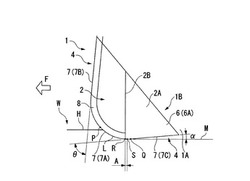
【課題】高硬度材を旋削加工する場合においても、すくい面のクレータ摩耗による被削材の仕上げ面粗度の劣化を十分に抑制することが可能な切削インサートを提供する。
【解決手段】インサート本体1の多角形状をなすすくい面2の辺稜部に、すくい面2の角部に円弧状のコーナ刃7Aを有する切刃7が形成されており、このすくい面2には、コーナ刃7Aの突端Pからすくい面2の内側に向かう途中ですくい面2が低くなる段差部2Bが、コーナ刃7Aに交差するように形成されている。
(もっと読む)
刃具及び刃具の刃先形成方法

【課題】刃具の刃先を形成するための工数の増加を防ぎつつ、刃具によって切削されるワークから発生する切り屑の、砕片化を促進する。
【解決手段】コーナー部14を挟んだ二辺16、18の、すくい面16U、18Uの各々に、各辺16、18と平行かつコーナー部14で交差する態様で、円弧断面状のブレーカ20、22を形成する。円弧断面状のブレーカ20、22は、その交差部分28、30において、ニックと同等の機能形状部を構成する。すなわち、円弧断面状のブレーカ20、22の交差部分28、30は、切り屑のカール方向と直交する方向に切り屑を分断するものとなる。従って、刃具12に対して円弧断面状のブレーカ20、22を形成する際の、砥石の走査方向と異なる、ニック形成工程が不要となる。
(もっと読む)
後挽き加工用のスローアウェイチップ、後挽き加工用のバイト
【課題】後挽き加工において、切り屑の排出性能を向上させて、切り屑が切削対象物の加工面を傷めることを抑制する。
【解決手段】後挽き加工用のスローアウェイチップ40は、複数の逃げ面とすくい面41とが交わる稜線のうちの第1の稜線51に第1の切刃61と第2の切刃62とが形成される。稜線のうちの切刃が形成されておらず、第1の稜線と交わる第2の稜線52と、第1の稜線51との間には、ブレーカ溝80が形成される。すくい面41を正面視した状態で、第2の稜線52に直交する切断線CLで切った断面において、切断線CLと直交する直交方向の第2の稜線52の高さは、第1の切刃61の直線形状と、第2の稜線52の直線形状とが実際に、または、仮想的に交わる交点70aから所定の範囲にわたって、第1の切刃61,第2の切刃62の高さ以上に形成される。
(もっと読む)
切削インサートおよび切削工具ならびにそれを用いた被削材の切削方法
【課題】 特に難削材を加工する場合に、背分力を低減して切刃の欠損を抑制する切削インサートを提供すること。
【解決手段】 上面2と、下面3と、側面4と、切刃5とを有している切削本体部10を備え、切刃5は、切削本体部10の外方側に凸の円弧状であるとともに、凹状切刃部51および凸状切刃部52を有している複数の波状切刃50を有しており、側面4に、波状切刃50において最も下面3側に位置している最低点511を通るとともに切削本体部10の中心軸S1と直交する直線L2に対して垂直な第1割出し面41と、第1割出し面41に対して略垂直な第2割出し面42とを有している切削インサート1である。凹状切刃部51の最低点を切刃5の先端にして切削するため、切刃5のアキシャルレーキが負となって、凹状切刃部51の最低点511が受ける背分力を凹状切刃部51に分散させて、切刃5の欠損を抑制する。
(もっと読む)
単結晶ダイヤモンド切削刃具及びその製造方法、並びにX線タルボ干渉計用回折格子の製造方法
【課題】深さが幅の3倍以上の深い溝の切削が可能であり生産性に優れた単結晶ダイヤモンド切削刃具及びその製造方法、並びにX線タルボ干渉計用回折格子の製造方法を提供する。
【解決手段】被削物の切削くずをすくい取るすくい面201と、すくい面にそれぞれ隣接する側面となる2つの第1逃げ面203、204と、すくい面に隣接し、被削物の切削面に対向する前逃げ面205と、すくい面と前逃げ面との境界部に形成される前切れ刃210と、すくい面と第一逃げ面との境界部に形成される2つの第1切れ刃213、214とを備え、第1逃げ面同士の間隔W2が前切れ刃の幅W1以下であり、被削物500の切削面Sに垂直な方向に沿い、前切れ刃からの第1逃げ面の長さLが前切れ刃の幅の3倍以上である、X線タルボ干渉計用回折格子の製造に用いられる単結晶ダイヤモンド切削刃具200である。
(もっと読む)
繊維強化型複合材料の加工方法及びその工具
【課題】機械的特性が材料内部の方向によって大きく異なる材料である繊維強化型複合材料(一方向成長凝固型金属材料、結晶に方向性のある結晶性ポリマー等)、とくに炭素繊維強化プラスチック(CFRP)の高品質な加工をすることができる異方性の大きな機械特性をもつ材料の加工方法及びその工具を提供する。
【解決手段】
繊維強化型複合材料の表面を、超硬合金、サーメット、セラミックス及びセラミックス被膜、ダイヤモンド、CBNから選ばれる硬質材質で作られ、かつ、すくい面の刃先が一定の曲率半径Rを有する曲線状である刃状工具を用いて切削することを特徴とする繊維強化型複合材料の加工方法及び超硬合金、サーメット、セラミックス及びセラミックス被膜、ダイヤモンド、CBNから選ばれる硬質材質で作られた刃状工具が、滑らかな刃先先端を有し、刃先の中央部から外側に向け、曲線状であり刃物角が30°〜60°である繊維強化型複合材料の加工用刃状工具。
(もっと読む)
切削インサートおよび切削工具、並びにそれを用いた被削材の切削方法
【課題】切屑の摩擦抵抗を低減させ、優れた切屑排出性を発揮することができる切削インサートおよび切削工具、並びにそれを用いた被削材の切削方法を提供することである。
【解決手段】切刃と、該切刃に連続したすくい面領域と、該すくい面領域よりも内方に且つ高位に位置するクランプ面領域と、を備え、前記すくい面領域に、前記切刃に連続した第1すくい面と、該第1すくい面から前記クランプ面領域に向かって斜面状に形成された第2すくい面と、少なくとも一部が前記第1すくい面に位置し、上面視において前記切刃の中央領域に対応する位置に設けられた頂部を有する突起と、少なくとも一部が前記第2すくい面に位置し、上面視において前記突起よりも内方に位置する凸部と、を有している。この切削インサートを装着する切削工具、これを用いた被削材の切削方法である。
(もっと読む)
切削インサート
【課題】深く溝入れ加工した場合であっても、切削に供される切れ刃とは異なる他の切れ刃が、加工した溝の溝壁に接触することを防止でき、溝の加工精度が十分に確保されるとともに、未使用の切れ刃の損傷を防止できること。
【解決手段】四角形板状をなし、厚さ方向Tを向く一対の四角形面2及び4つの側面3を有するインサート本体4と、隣接する側面3同士の交差稜線をなし厚さ方向Tに沿うように延びる主切れ刃5、及び、主切れ刃5の両端部から延びる一対の副切れ刃6を有する4つの切れ刃7と、互いに背向する一対の側面3a、3aに形成され、主切れ刃5及び一対の副切れ刃6に3方を囲まれるように四角形状をなす4つのすくい面8と、を備え、一のすくい面8aを正面に見て、一のすくい面8aに連なる主切れ刃5aと、一のすくい面8aに背向する他のすくい面8bに連なる主切れ刃5bとが、X字状に交差するように互いに異なる向きに延びている。
(もっと読む)
切削インサート
【課題】ステンレス鋼のような難削材の中切削加工において、特に切刃のコーナ部から送り方向とは反対側に延びる部分に発生する塑性変形を防いで、長期に亙って精度の良い切削加工を効率的に行う。
【解決手段】インサート本体(1)のすくい面(2)と逃げ面(3)との交差稜線部に、すくい面(2)に対向する方向から見た平面視において凸円弧状をなすコーナ部(6)とその両端で接して直線状に延びる一対の直線部(7)とを備えた切刃(5)を形成し、切刃(5)にコーナ部(6)に沿う第1領域(A)と、直線部(7)に沿う第2領域(B)と、その間に位置する第3領域(C)とを備えて、切刃(5)から垂直にすくい面(2)の内側に向けてコーナ部(6)の半径R(mm)の幅の範囲での切刃(5)に直交する断面におけるインサート本体(1)の断面積を第3領域(C)で最も大きく、第2領域(B)で最も小さく、第1領域(A)ではこれらの中間の大きさとする。
(もっと読む)
切削インサート
【課題】ステンレス鋼の軽切削加工において、耐欠損性や耐チッピング性を確保しつつ、切り込み境界部におけるバリの発生を抑制して異常摩耗を防ぐ。
【解決手段】インサート本体(1)のすくい面(2)と逃げ面(3)との交差稜線部に、すくい面(2)に対向する方向から見た平面視において凸円弧状をなすコーナ部(6)とこのコーナ部(6)の少なくとも一端でコーナ部(6)に接して直線状に延びる直線部(7)とを備えた切刃(5)が形成されていて、この切刃(5)は、平面視においてコーナ部(6)に沿う第1領域(A)と、直線部(7)に沿う第2領域(B)と、これら第1、第2領域(A、B)の間に位置する第3領域(C)とを有しており、このうち第3領域(C)における切刃(5)のすくい角が、第1、第2領域(A、B)における切刃(5)のすくい角よりも大きくされている。
(もっと読む)
耐溶着性に優れた切削インサート
【課題】切屑とすくい面との摩擦抵抗を低減でき、すくい面に切削液を十分に行き渡らせることができるとともに安定して保持することができ、これにより切屑の溶着を防止でき、切屑処理性を十分に確保でき、加工精度及び生産性を向上できる切削インサートを提供する。
【解決手段】すくい面5と、前記すくい面5に交差して連なる逃げ面と、これらすくい面5及び逃げ面の交差稜線に形成された切れ刃7と、を備えた切削インサートであって、前記すくい面5には、前記切れ刃7に到達しない溝10が互いに並行するように複数形成されていることを特徴とする。
(もっと読む)
バイトおよび切削加工方法
【課題】ステーを用いることなく撓みの発生を抑制することを可能とし、これにより切込み量の微調整やその資料となる加工データの採取を省略または不要にすることができ、更には加工時間を短縮することを可能にする。
【解決手段】本発明のバイト1は、被削材の切削位置が移動していく方向である切削方向Aに向けて切刃2が山形に突出形成されていて、山頂3の両側に傾斜部4、5が設けられている。
(もっと読む)
切削インサートおよび切削工具、ならびにそれらを用いた被削材の切削方法
【課題】切屑排出性に優れた切削インサートを提供する。
【解決手段】切削インサート1は、上面2、下面3および側面4ならびに上面2と側面4との交線部に設けられる切刃5aを有する本体部を備え、上面2には、切刃5に連続し、交線部を含む水平面に対して、切刃5aから離れるに従って下面3から離れるように位置しているすくい面21aと、すくい面21aに連続して切刃5aに垂直な方向に延びる凹溝22とが設けられており、凹溝22の側縁部221のすくい面21a側の端部に、切刃5aに垂直な仮想線に交差するような切欠部23が設けられている。そのため、突切り加工に適するのみでなく、肩溝加工において、この切欠部23によって切屑がカールし分断されて切屑の排出方向が定まりやすくなり、切屑の排出性が良好となる。
(もっと読む)
スローアウェイチップ、切削工具
【課題】切削条件に殆ど関係なく、切刃部の強度を確保しつつ、切削抵抗を低減させることができるスローアウェイチップを提供すること。
【解決手段】スローアウェイチップが備えるチップ本体21では、すくい面32と逃げ面35との境界部分に切刃部40が形成される。切刃部40においてノーズ部よりもチップ本体21の中央部寄りの領域では、端縁41からすくい面32に向かって延びる部位が、第1面44と、第1面44の外周縁に接するとともに端縁41に沿って延びる帯状の第2面45とを含む2つの面によって構成される。なお、第1面44と着座面とがなす角度θ6は、20°よりも大きい角度である25°に設定され、第2面45と着座面とがなす角度θ7は、角度θ6よりも3°以上小さい20°に設定される。
(もっと読む)
刃先交換式溝入れ工具及び周面溝入れ加工方法
【課題】切削インサートの部品点数を増加させることなく、被削材の端面に沿って周面溝入れ加工する場合であっても加工精度を十分に確保できる刃先交換式溝入れ工具及び周面溝入れ加工方法を提供する。
【解決手段】切削インサート30は、インサート高さ軸線C3に関して回転対称、かつ、インサート仮想平面に関して面対称に形成され、インサート幅軸線C2が、他方の幅方向C2Aへ向かうに従い漸次被削材Wの回転する回転方向の前方側へ向けて傾斜し、インサート長手軸線C1が、一方の延在方向C1Aへ向かうに従い漸次工具仮想平面に接近するようにインサート本体31の下面側へ向けて延び、他方の切れ刃32Bにおける他方の幅方向C2Aとは反対側に位置する一方のコーナー部43Cが、一方の切れ刃32Aにおける一方のコーナー部43Aよりも他方の幅方向C2A側に配置されていることを特徴とする。
(もっと読む)
刃先交換式溝入れ工具及び周面溝入れ加工方法
【課題】切削インサートの部品点数を増加させることなく、被削材の端面に沿って周面溝入れ加工する場合であっても加工精度を十分に確保できる刃先交換式溝入れ工具及び周面溝入れ加工方法を提供する。
【解決手段】切削インサート30は、インサート高さ軸線C3に関して回転対称、かつ、インサート仮想平面に関して面対称に形成され、インサート幅軸線C2が、他方の幅方向C2Aへ向かうに従い漸次被削材Wの回転する回転方向の後方側へ向けて傾斜し、インサート長手軸線C1が、一方の延在方向C1Aへ向かうに従い漸次工具仮想平面に接近するようにインサート本体31の上面側へ向けて延び、他方の切れ刃32Bにおける他方の幅方向C2Aとは反対側に位置する一方のコーナー部43Cが、一方の切れ刃32Aにおける一方のコーナー部43Aよりも他方の幅方向C2A側に配置されていることを特徴とする。
(もっと読む)
内径グルーブインサートおよびそのためのツールホルダー
本発明は内径グルーブインサートに関するものである。内径グルーブインサートは、上面と、下面と、第1〜第4の側面とを備える四角形の本体部と、隣接する第1の側面と第2の側面とからそれぞれ突出する第1および第2の突出部とを備える。第1の突出部は本体部の上面側に第1の切削刃先を有し、第2の突出部は下面側に第2の切削刃先を有する。第1および第4の側面は上面に対して鈍角に傾斜し、第2および第3の側面は上面に対して鋭角に傾斜する。クランプ孔の中心軸は第1の側面と第4の側面とが出会う稜と平行に傾斜する。 (もっと読む)
切削工具、および、切削工具用両頭のカッティングインサート
溝切り、分割、および旋削機械加工のための切削工具(12)は、制限のない切削深さまで溝切りを行うことができる。前記切削工具(12)は、両頭のインデキサブルカッティングインサート(16)を含み、両頭のインデキサブルカッティングインサート(16)は、そのような機械加工作業中にチップフォーメーションが妨げられないように、自己保持方法でインサートポケット(18)内に弾性的に締め付けられ下向きに延びるインサート締付け部分(22)を有する。  (もっと読む)
(もっと読む)
切削インサート
【課題】ステンレス鋼などの難削材の旋削加工において、バリの発生を抑えて工具寿命の延長を図るとともに、高い仕上げ面精度を得ることが可能な切削インサートを提供する。
【解決手段】インサート本体1のすくい面2のコーナ部Cに、すくい面2に対向する平面視において凸円弧状をなすコーナ刃7が形成されていて、このコーナ刃7は、平面視においてコーナ刃7がなす凸円弧の突端部Rから両端部S側に向かうに従いすくい面2に対向する方向に漸次後退するように傾斜した傾斜切れ刃8とされるとともに、このコーナ刃7の両端部Sには、平面視において両端部Sにおける凸円弧の接線方向に延び、傾斜切れ刃8の端部からコーナ刃7に対して離間する方向に向かうに従いすくい面2に対向する方向に対して漸次隆起するように傾斜した逆傾斜切れ刃9が形成されている。
(もっと読む)
1 - 20 / 109
[ Back to top ]