
Fターム[3C046FF34]の内容
バイト、中ぐり工具、ホルダ及びタレット (11,352) | チップ (9,253) | チップの材質 (1,522) | サーメット (88)
Fターム[3C046FF34]に分類される特許
1 - 20 / 88
高硬度・高靱性サーメット
【課題】従来のTiC基サーメットやTiCN基サーメット等に比し、優れた硬度と高い破壊靱性を有し、切削工具部材、耐摩耗性工具部材等として極めて有用な新規なサーメットを提供する。
【解決手段】結合相として少なくとも鉄族金属を含み、硬質相として少なくとも周期律表IVa、Va、VIa族金属の炭化物、窒化物、炭窒化物および/またはこれらの固溶体から選ばれた一種以上を含むサーメットであって、さらに、Cuおよび/またはZnが、鉄族金属に対して0.4〜20質量%の割合で含有されていることを特徴とする。
(もっと読む)
切削工具
【課題】 高い靭性と耐熱衝撃性を有するサーメット焼結体からなる切削工具を提供する。
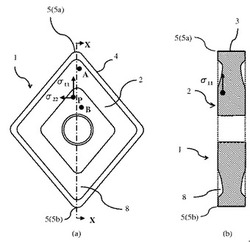
【解決手段】 Tiを主成分とする炭化物、窒化物および炭窒化物の1種以上からなる硬質相11と、CoおよびNiの少なくとも1種からなる結合相14とを含有するサーメット焼結体で構成され、硬質相11は、第1硬質相12と第2硬質相13とからなるとともに、切刃4直下の逃げ面3のサーメット焼結体6の表面において2D法で残留応力を測定した際、第2硬質相13のすくい面2に平行でかつ逃げ面3の面内方向(σ11方向)についての残留応力σ11〔2sf〕が圧縮応力で200MPa以上であり、切刃4直下の逃げ面3のサーメット焼結体6の表面から400μm以上の厚さを研磨した研磨面において2D法で残留応力を測定した際、σ11方向についての残留応力σ11〔2if〕が圧縮応力で150MPa以上であって残留応力σ11〔2sf〕よりも絶対値が小さいチップ1である。
(もっと読む)
サーメット及びその製造方法、並びに切削工具

【課題】耐摩耗性及び耐欠損性に優れ、更に耐熱衝撃性、耐溶着性にも優れるサーメット、及びその製造方法を提供する。
【解決手段】サーメットは、硬質相が結合相により結合されてなる。硬質相は、Ti(C,N)のみからなる第1の硬質相1と、少なくともチタン及びタングステンを含む複合炭窒化物固溶体からなる第2の硬質相2と、第2硬質相と同一の元素からなり、第2硬質相よりもタングステン濃度が高い第3の硬質相3と、に分類できる。そして、体積を2分割する任意の断面において、深さ150μmの地点を中心とする第1正方形領域と、深さ5μmの地点を中心とする第2正方形領域における第1硬質相の面積割合をそれぞれSx、Syとしたとき、Sy/Sx<0.75を満たす。また、上記した任意の断面において、焼き肌面には、厚さ1μm以上、かつ、その厚さ方向と直交する幅方向に1μm以上の連続した結合相の浸出層が存在しない。
(もっと読む)
表面被覆炭窒化チタン基サーメット製切削インサートおよびその製造方法
【課題】高負荷切削加工条件下で、優れた耐欠損性および仕上げ面精度を示す表面被覆TiCN基サーメット製切削インサートとその製造方法を提供する。
【解決手段】工具本体への取り付け用貫通穴、逃げ面、ホーニング部、すくい面、すくい面に設けたチップブレーカを備えたインサート基体を、PVD法による硬質被覆層で被覆してなる表面被覆TiCN基サーメット製切削インサートにおいて、貫通穴の支持具接触面は硬質被覆層により覆われておらず、しかもその最表面部にはCo,Niを主成分とする実質単一相からなる軟質な金属シミダシ層が露呈され、一方、インサート基体の逃げ面およびチップブレーカ表面には金属シミダシ層が存在せず、かつその表面粗さは、カットオフ値0.08mmにおける算術平均粗さRaで0.2μm以下とした耐欠損性、仕上げ面精度に優れた表面被覆TiCN基サーメット製切削インサート
(もっと読む)
表面被覆炭窒化チタン基サーメット製切削インサートおよびその製造方法
【課題】高負荷切削加工条件下で、優れた耐欠損性および仕上げ面精度を示す表面被覆TiCN基サーメット製切削インサートとその製造方法を提供する。
【解決手段】工具本体への取り付け用貫通穴、逃げ面、ホーニング部、すくい面、すくい面に設けたチップブレーカを備えたインサート基体を、PVD法による硬質被覆層で被覆してなる表面被覆TiCN基サーメット製切削インサートにおいて、貫通穴の支持具接触面の表面は硬質被覆層により覆われておらず、しかもその表面粗さがカットオフ値0.08mmにおけるRaで0.2μmを超える面とし、またインサート基体の逃げ面およびチップブレーカの表面粗さは、同Raで0.2μm以下であり、かつすくい面表面部の硬質相の残留応力が、圧縮で450MPa以上である、耐欠損性、仕上げ面精度に優れた表面被覆TiCN基サーメット製切削インサート。
(もっと読む)
刃先交換型切削工具
【課題】種々の切削環境下で優れた耐摩耗性、耐欠損性、および耐溶着性を発揮するサーメットからなる刃先交換型切削工具を提供する。
【解決手段】硬質相を75〜95質量%含み、残部が鉄族金属を含む結合相と、不可避的不純物と、で構成されるサーメットからなる刃先交換型切削工具100である。この切削工具100の取付穴5の内周面5rから内部に向かって、A組織からなる層とB組織からなる層とが形成され、かつそのB組織からなる層よりも内部はC組織からなっている。また、チップ100の刃先部4rでは、その最表面の部分はC組織からなる。ここで、A組織は実質的に結合相からなる組織、B組織はTiCNと結合相とからなる組織、C組織は硬質相と結合相とからなる組織である。
(もっと読む)
接合体
【課題】切削中に、ロウ材が液相を生成する温度を越える高温となっても、接合層の接合強度が低下することのない、高速切削やCVDコーティング処理等に適した切削工具として好適な接合体を提供する。
【解決手段】相互に異なる材料からなる複数の被接合材が、1000℃未満では液相を生成しない接合層により接合されており、被接合材が、超硬合金、サーメット、cBN、ダイヤモンド、鋼のいずれかである接合体。一方の被接合材1が、超硬合金、サーメット、鋼のいずれかであり、他方の被接合材3が、cBN、ダイヤモンドのいずれかである接合体。超硬合金、サーメット、鋼のいずれかからなる第1被接合材の一部にザグリが設けられ、ザグリに、cBN、ダイヤモンドのいずれかからなる第2被接合材が嵌め込まれており、第2被接合材近傍の第1被接合材が、集中的に加熱されて接合されている接合体。
(もっと読む)
サーメット本体及びサーメット本体の製造方法
【課題】硬度が向上しそして塑性変形に対する抵抗性が増したTiC系サーメット本体を提供する。
【解決手段】本発明は、TiC及びWCを含み、原子比Ti/Wが2〜5であり、バインダー相としてのコバルトを5〜25vol%の量でさらに含むTiC系サーメット本体に関する。サーメット本体は、周期表の第5族からの少なくとも1つの元素Mxをさらに含み、原子比Ti/Mxは4〜20であり、原子比W/Mxは1〜6である。サーメット本体はまた、Crを原子比Cr/Coが0.025〜0.14となる量において含む。サーメット本体は、溶解していないTiCコアと、(Ti,W,Mx)C合金の縁部並びに焼結の際に形成される(Ti,W,Mx)C粒子の両方を含む。本発明はまた、サーメット本体の製造方法に関する。
(もっと読む)
サーメット
【課題】別途金属層の被覆作業が不要の上、金属との接合強度に優れるサーメットを提供する。
【解決手段】サーメット1は、Tiを主成分とする硬質相20と、NiおよびCoを含む金属結合相21とを具える。硬質相20が金属結合相21iに結合されてなる基部2と、基部2の表面に金属結合相21iの一部である金属結合相21oで構成される金属層3とを具える。金属層3は、CoよりもNiの含有量が多い。基部2の厚み方向の中央部における金属結合相21iは、NiよりもCoの含有量が多い。そうすることで、別途金属層の被覆作業が不要の上、金属との接合強度に優れるサーメットとすることができる。
(もっと読む)
サーメットおよび被覆サーメット
【課題】従来よりも耐欠損性を高め、切削工具の寿命を長くすることができるサーメットを提供することを目的とする。
【解決手段】表面から内部に向って2〜200μmの厚さで、板状炭化タングステンを主成分とする炭化タングステン相と、鉄族金属を主成分とする結合相とからなる表面領域が形成され、表面領域よりも内部に、粒状炭化タングステンを主成分とする炭化タングステン相と、Ti、Wの炭化物、窒化物、炭窒化物およびこれらの相互固溶体の中から選ばれた少なくとも1種からなる硬質相と、鉄族金属を主成分とする結合相とからなる内部領域が形成されたサーメット。
(もっと読む)
切削工具
【課題】 耐摩耗性がよく、かつ耐熱衝撃性も高い切削工具を提供する。
【解決手段】 二硼化チタン(TiB2)質焼結体からなる第1焼結体2の上下面に、炭窒化チタン基サーメットからなる第2焼結体3を積層した積層体からなり、切刃7は第2焼結体3にて構成されている切削工具1であり、望ましくは、第2焼結体3の厚みは切削工具1の全体の厚みに対して10〜35%の切削工具1である。
(もっと読む)
サーメット
【課題】耐欠損性に優れると共に、被削材の加工面の品位に優れた切削加工が可能な切削工具の材料に適したサーメット、及び被覆サーメット工具を提供する。
【解決手段】周期律表4,5,6族金属の炭窒化物などの化合物からなる硬質相が鉄族金属を主成分とする結合相により結合されてなるサーメットである。硬質相として、組成や形態が異なる4種の粒子を具えることでこのサーメットは、高い耐摩耗性を有しながら、耐欠損性及び耐溶着性にも優れ、かつ良好な加工面品位が得られる。第1硬質相1は、Ti(C,N)の単相粒子、第2硬質相2は、Ti(C,N)からなる芯部2aと、芯部2aの全体を覆う周辺部2bとを有する有芯粒子、第3硬質相3は、Ti,Wを含む複合炭窒化物固溶体から構成され、芯部3aのW濃度が周辺部3bよりも高い有芯粒子、第4硬質相4は、Ti,Wを含む複合炭窒化物固溶体からなる単相粒子である。
(もっと読む)
切削工具およびその製造方法
【課題】 切刃における耐衝撃性が高いサーメット積層体からなる切削工具を提供する。
【解決手段】 第1サーメット部2と、第1サーメット部2の表面に配置されて少なくとも切刃を構成する第2サーメット部3とが積層された平板状からなり、第1サーメット部2および第2サーメット部3は、周期表第4、5および6族金属のうちの1種以上の炭化物、窒化物、炭窒化物およびこれらの固溶体の中から選ばれた1種以上からなる硬質相と、主として鉄族金属からなる結合相とから構成されて、第2サーメット部3は第1サーメット部2よりも結合相の存在割合が少なく、かつ第1サーメット部2の側面が第2サーメット部3の側面よりも凹んだサーメット積層体からなる切削工具1である。
(もっと読む)
切削工具
【課題】耐摩耗性および耐熱衝撃性に優れるとともに、焼成後の変形が小さいサーメット製の切削工具を提供する。
【解決手段】第1硬質相と第2硬質相と結合相とのサーメットからなり、サーメットの表面において、切刃部4からr以内の領域に、結合相が5〜15面積%、第1硬質相が20〜55面積%、第2硬質相が40〜70面積%の第1組織と、第1組織の終端部からMの領域に、結合相が5面積%以下、第1硬質相が0〜30面積%、第2硬質相が70〜97面積%の第2組織と、第2組織の終端から平坦部9にわたって、結合相が15〜50面積%、第1硬質相が5〜20面積%、第2硬質相が50〜80面積%の第3組織とが存在して、比(M/r)が1.0〜3.2の切削工具1である。
(もっと読む)
炭窒化チタン基サーメット製切削インサートおよびその製造方法
【課題】高負荷切削加工条件下で、優れた耐欠損性および仕上げ面精度を示すTiCN基サーメット製切削インサートおよびその製造方法を提供する。
【解決手段】工具本体への取り付け用貫通穴、逃げ面、ホーニング部、すくい面、すくい面に設けたチップブレーカを備えるTiCN基サーメット製切削インサートにおいて、貫通穴内面の最表面部にはCo,Niを主成分とする実質単一相からなる軟質な金属シミダシ層が形成され、一方、逃げ面およびチップブレーカ表面には金属シミダシ層が存在せず、かつ、その表面粗さは、カットオフ値0.08mmにおける算術平均粗さRaで0.2μm以下とした耐欠損性、仕上げ面精度に優れたTiCN基サーメット製切削インサート。
(もっと読む)
ダイヤモンド被覆切削工具
【課題】アルミニウム合金やグラファイト、CFRP材等の難削材の切削加工において、密着性にすぐれ、長期の使用に亘ってすぐれた耐摩耗性を発揮するダイヤモンド被覆切削工具を提供する。
【解決手段】 炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体表面に5〜30μmの膜厚のダイヤモンド皮膜が被覆されたダイヤモンド被覆切削工具であって、上記工具基体とダイヤモンド皮膜の界面部のダイヤモンド皮膜側には、平均粒径5〜200nmのCo粒子が析出し、Co粒子の含有割合は0.1〜20原子%である。
(もっと読む)
切削工具
【課題】耐摩耗性および耐熱衝撃性に優れるとともに、焼成後の変形が小さいサーメット製の切削工具を提供する。
【解決手段】Tiの炭化物、窒化物または炭窒化物からなる第1硬質相5と、TiおよびTi以外の周期表第4、5および6族金属の群から選ばれる少なくとも1種の炭化物、窒化物または炭窒化物からなる第2硬質相6と、の硬質相7と、鉄族金属からなる結合相8と、のサーメットからなり、表面領域において、切刃部4では平坦部9に比べて第2硬質相6の含有割合が第1硬質相5の含有割合よりも高い切削工具1である。
(もっと読む)
サーメットおよび被覆サーメット
【課題】耐摩耗性および耐欠損性に優れたサーメットを提供する。
【解決手段】硬質相と結合相とからなるサーメットであって、硬質相は、第1硬質相、第2硬質相、第3硬質相の2種または3種と、WC相とから構成され、第1硬質相はTiを含み金属元素に対するW量が10原子%未満であり、第2硬質相はTiを含み金属元素に対するW量が10原子%以上であり、第3硬質相はコアとリムからなり、第3硬質相のコアはTiを含み金属元素に対するW量が10原子%未満であり、第3硬質相のリムはTiを含み金属元素に対するW量が10原子%以上であり、サーメットの断面組織における、第2硬質相の面積率V2と、第3硬質相のリムの面積率V3Rと、第1硬質相と第2硬質相と第3硬質相の面積率の総合計V123は、((V2+V3R)/V123)<0.4を満足するサーメット。
(もっと読む)
炭窒化チタン基サーメット製切削インサートおよびその製造方法
【課題】高負荷切削加工条件下で、優れた耐欠損性および仕上げ面精度を示すTiCN基サーメット製切削インサートおよびその製造方法を提供する。
【解決手段】工具本体への取り付け用貫通穴を有するTiCN基サーメット製切削インサートにおいて、貫通穴内面の表面粗さは、カットオフ値0.08mmにおける算術平均粗さRaで0.2μmを超え、一方、逃げ面およびチップブレーカの表面粗さは、カットオフ値0.08mmにおける算術平均粗さRaで0.2μm以下であり、さらに、表面部の硬質相の残留応力が、圧縮で450MPa以上である耐欠損性、仕上げ面精度に優れたTiCN基サーメット製切削インサート。
(もっと読む)
炭窒化チタン基サーメット製切削インサートおよびその製造方法
【課題】耐欠損性に優れるとともに、仕上げ面精度に優れ、光沢のある高品質な切削加工表面の形成を可能とするTiCN基サーメット製切削インサートおよびその製造方法を提供する。
【解決手段】TiCN基サーメット製切削インサートにおいて、その表面にウエットブラスト等を施し、インサート表面部の硬質相の残留応力を、圧縮で450MPa以上、また、インサート表面粗さを、カットオフ値0.08mmにおける算術平均粗さRaで0.2μm以下とすることにより、湿式切削、断続切削等における熱衝撃、機械的衝撃に対する耐欠損性を高め、かつ、仕上げ面精度に優れ、光沢のある高品質な切削加工表面を提供する
(もっと読む)
1 - 20 / 88
[ Back to top ]