
Fターム[3C049CB03]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 課題(一般) (2,845) | 作業能率向上、自動化 (977)
Fターム[3C049CB03]に分類される特許
961 - 977 / 977
非円形状吸排気バルブシール面の擦り合わせ方法

【課題】 非円形状吸排気バルブシール面の擦り合わせ方法において、吸排気バルブの回転を防止するとともに、バルブシール面の摺り合わせ時間を短縮する。
【解決手段】 第1研磨剤71による研磨に先立って、シリンダヘッド24に形成した非円形状バルブシート面63、及びこのバルブシート面63とでバルブシール面を構成するためにバルブ29に形成したバルブフェイス面55に第1研磨剤71を塗布する第1塗布工程と、バルブ29をシリンダヘッド24に仮組みする仮組工程と、バルブ29を押圧手段で押圧し、バルブシート面63に第1研磨剤71を介してバルブフェイス面55を押し付ける押圧工程と、を実施し、バルブシート面63及びバルブフェイス面55に凹凸を形成する。
(もっと読む)
薄帯状材料のバリ取り方法及びバリ取り装置

【課題】薄帯状材料のバリ取りにおいて、バリ取りローラーの幅を調整する必要のない、バリ取り後の薄帯状材料の精度が高い、バリ取り方法及び装置を提供する。
【解決手段】薄帯状材料11を搬送しながら、薄帯状材料11と平行の回転軸を有し、バリ取り具18、締付具19、装着軸20からなるバリ取りローラー14により薄帯状材料11の両端部のバリを取る。バリ取りローラー14のバリ取り具18の幅は薄帯状材料材料の幅よりも広く、バリ取りローラー14のバリ取り具18は回転軸の断面が鈍角のV字形であり、V字を形成する各面に薄帯状材料11の片面の両端部の各部が押し当てられ、バリ取りローラー14は薄帯状材料の搬送方向とは逆の回転をする。
(もっと読む)
研削加工装置および研削加工物の形成方法
【課題】 凸状面部と平面部との接続部分に生じる未加工領域の大きさを小さくしつつ、かつ、短時間で研削加工を施すことができる研削加工装置および研削加工物の形成方法を提供する。
【解決手段】 外方面形成部2と光学面形成部1とを有する被加工物4をその軸心周りに回転させるワークスピンドル22と、回転テーブル24と、回転テーブル24に工具スピンドル26を介して設けられている研削砥石6と、研削砥石6を送る第1および第2の移動テーブル21、23とを有し、回転テーブル24が、研削砥石6の回転軸心6cの方向を変えることが可能とされ、外方面形成部2と光学面形成部1との接続部分に研削加工を施す際には、回被加工物4の径方向と研削砥石6の回転軸心6cとが平行になるように、前記接続部分以外の部分に研削加工を施す際には、前記径方向と前記回転軸心6cとが垂直になるように研削砥石6および工具スピンドル26を配置する。
(もっと読む)
吸着治具の装着装置
【課題】偏光方向が既知である偏光光学部材を眼鏡レンズの光学特性の検出光学系に配置し、隠しマーク等を検出せずに眼鏡レンズの画像の明暗により眼鏡レンズの偏光軸を認識し、眼鏡レンズの加工後や眼鏡フレームの枠替えの際に隠しマーク等と偏光軸が合っているか否かを確認することができる吸着治具の装着装置を提供すること。
【解決手段】吸着治具の装着装置は、眼鏡レンズ5の画像を撮像する撮像光学系(FP1)および眼鏡レンズの光学特性を検出する検出光学系(FP2)を有し、該検出光学系(FP2)により検出された光学特性に基づき装着ポイントを決定し、該装着ポイントに眼鏡レンズ5の加工の際に用いられる吸着治具(装着治具4)の装着中心を位置させて該吸着治具(装着治具4)を前記眼鏡レンズの表面に装着するようになっている。しかも、前記検出光学系(FP2)に偏光方向が既知である偏光光学部材70を配置している。
(もっと読む)
研削用潤滑・冷却液の供給方法及びこれを用いた研削装置
【課題】極くわずかの潤滑あるいは冷却用の研削液の使用で、研削速度の高速化が可能な潤滑・冷却液供給方法及びこれを用いた研削装置を提供する。
【解決手段】溝付き砥石1の外周表面12に潤滑・冷却液を供給する方法において、砥石の外周表面と、潤滑・冷却液吐出ノズル2の吐出口との距離を潤滑・冷却液が吐出できるだけの極くわずかの間隙dに設定した。
(もっと読む)
カムシャフトの加工方法及びその装置
【課題】 加工時間を短縮できると共に、スペースを最小限に抑えることができるカムシャフトの加工方法及びその装置を提供する。
【解決手段】 軸状のシャフト上に、外周形状が非円形形状のカムと外周形状が円形形状のジャーナルとを複数有するカムシャフトの加工方法において、予めジャーナルに研削加工を施したカムシャフトを準備し、カムシャフトのカムに対し、相対的に粗い面粗度の研削部材により研削加工を施すと同時に、ジャーナルに対し、相対的に細かい面粗度の研磨部材によりラッピング加工を施す。
(もっと読む)
機能膜の加工方法、及びそれを利用したインクジェット記録ヘッドの製造方法
【課題】微細化適正・高生産性・ダメージレス化を両立させる機能膜の加工方法、及びそれを利用したインクジェト記録ヘッドの製造方法を提供することを課題とする。
【解決手段】 例えば、基板(例えば振動板200)上に凸状パターン204を形成し(図1(C)参照)、凸状パターン204上及び凸状パターン204の非形成領域上に機能膜(例えばPZT膜206)を形成した後(図1(D))、凸状パターン204上に形成された機能膜(例えばPZT膜206)を凸状パターン204が少なくとも露出するまで研磨する(図1(E)参照)。これにより、微細化適正・高生産性・ダメージレス化を両立させつつ、凸状パターン204の非形成領域に沿った機能膜(例えばPZT膜206)の加工を施すことが可能となる。
(もっと読む)
Vリブドベルトの製造方法及び製造装置
【課題】 生産性に優れるVリブドベルトの製造方法を提供する。
【解決手段】 少なくとも心線とゴム層とからなるベルトスリーブ1を駆動ロール11とテンションロール12に巻き掛け、前記駆動ロール11を所定速度で回転させてベルトスリーブ1を走行させる。そして、複数の断面V字形状の突起を表面に有する研削ホイール13を回転させながらベルトスリーブ1の表面に当接させ、ベルトスリーブ1の表面に複数のリブ部を形成するのであるが、このときに、駆動ロール11とベルトスリーブ1との接触面に霧吹き15によって水を供給する。こうすることで、ベルトスリーブ1を高速走行させても駆動ロール11−ベルトスリーブ1間のスリップが生じにくくなり、短時間でリブ部を形成できる。
(もっと読む)
研磨冶具及びそれを用いたスタブの研磨方法
【課題】 光ファイバを接着固定してなるスタブの先端面を研磨する研磨治具において、粗研磨、中仕上げ及び仕上げの各研磨工程後、スタブ先端面が一様な状態に研磨することができ、併せてスタブ付け替えの工数を低減することができる研磨治具を提供する。
【解決手段】 フェルール3の貫通孔3aに光ファイバ2を接着固定してなるスタブ1の先端面側を研磨する研磨冶具17において、該研磨冶具は前記スタブを摺動可能に保持する貫通孔13を有した保持具12を備え、前記貫通孔は前記研磨冶具の中心もしくは該中心の同心円上に位置する。
(もっと読む)
平ベルトの継手加工方法
【課題】 軟らかいゴム/エラストマー材料や比較的脆いゴム/エラストマー材料等を構成とした平ベルトにおいても、継手先端のゴムの欠落を無くすことができる平ベルト継手の加工方法を提供する。
【解決手段】 回転する研磨ローラ10によって平ベルト13の継手部をスカイブ加工する方法であって、所定の傾斜角を有するテーブル12の先端に貼り付けた前記平ベルト13の継手部を前記研磨ローラ10によって前記継手部の一部を除去するように第1の研磨軌跡線14上で第1研磨する。そして、前記研磨ローラ10または前記テーブル12を所定距離だけ上または下に移動して位置合わせを行ない、前記第1研磨後の前記平ベルト13の継手部を前記研磨ローラ10によって前記継手部の残りの一部を除去するように第2研磨する。
(もっと読む)
眼鏡レンズ製造方法及び眼鏡レンズ製造システム
セミフィニッシュレンズブランクス等のブランクスの種類の減少、材料の節減及び加工時間の短縮を図る。
製造側の工場200に配置されている眼鏡レンズ設計装置201及びこれに接続されるレンズ加工装置は、発注側の眼鏡店100に配置されている発注端末101から送られる発注情報に基づいて、NC制御のカーブジェネレータ用い、適合するセミフィニッシュレンズブランクス又はレンズブランクスをその基準面が所定角度傾くようにブロッキングし、円形レンズの円の中心に前記玉型形状の幾何中心が位置することになるように前記プラスチック材料の両面の曲面形状を発注にかかる眼鏡レンズの光学仕様を満たす形状に形成し、次いで、この円形状レンズを発注にかかる眼鏡レンズの玉型形状に加工して発注にかかる眼鏡レンズを得る。
(もっと読む)
タイヤユニフォミティマシンの研磨アッセンブリ
研磨アッセンブリ(10)は、タイヤ(T)に関して相対的な位置関係をとるようにフレーム(F)により支持されたタイヤ(T)に接触する。研磨アッセンブリ(10)は、少なくとも一つの区分材と、少なくとも一つの区分材を支持する垂直方向再位置決めシステム(118)とを有する。垂直方向再位置決めシステム(118)は、少なくとも一つの区分材がタイヤ(T)に関して垂直方向に再位置決めされることを可能にする。少なくとも一つの区分材は、研磨ヘッド(24)と、タイヤ(T)に関しての半径方向への移動のために研磨ヘッド(24)を支持する半径方向位置決めシステム(18)と、研磨ヘッド(24)の揺動的な移動に備えて研磨ヘッド(24)の近くに設けられた傾斜調節装置(90)とを有する。垂直方向再位置決めシステム(118)は、フレーム(F)に沿って延びる少なくとも一つのレールと、少なくとも一つの区分材を少なくとも一つのレール上にて支持するレールキャリッジとを有し、レールキャリッジは、少なくとも一つのレールに沿って垂直方向に再位置決め可能である。  (もっと読む)
(もっと読む)
光学レンズのための空圧式固定支持装置
機械または装置上に光学レンズ(200)を空圧式に固定するための支持装置において、前記光学レンズの一方の面(202)を受承、保持するための第1の固定手段と、前記機械または装置の対応する部材にブロックを固定するための第2の結合手段(3)とを具備する。前記固定手段は、中心穴(8)と、少なくとも1つの環状部分(9)を有したガスケット(9)を具備し、前記レンズは、前記中心穴および前記ガスケットと協働して吸引室(11)を形成するように、前記環状部分に支持される。前記固定手段は、前記ガスケットが弾性変形した後にレンズのために剛体の着座部を提供するように設けられた当接手段(10)を具備する。  (もっと読む)
(もっと読む)
ガラスシートのエッジを研削および/または研磨するための装置ならびに方法
ガラスシートのエッジを処理するときに発生する微粒子および他の汚染物質がガラスシートを汚染しまたは損傷させるのを防止するのに役立つ装置および方法が記載されている。装置は封入手段および処理手段を備えている。封入手段は、ガラスシートの両面を支持する能力を有する。そして、処理手段は、封入手段の第1の領域側に位置する、ガラスシートの両面に隣接するエッジを処理する(例えば、裁断し、罫書き、研削し、または研磨する)能力を有する。封入手段は、処理手段がガラスシートのエッジを処理するときに発生する微粒子および他の汚染物質が、封入手段の第2の領域側に位置する、ガラスシートの両面に到達するのを実質的に防止する能力を有する。  (もっと読む)
(もっと読む)
光学表面の仕上げ工具
本発明は、光学表面の仕上げ工具に関する。本発明の工具は、横方向端面(13)を備えた剛性支持体(4)と、例えば端面(13)を覆うように端面(13)に当てられる弾性的に圧縮可能なインタフェース(5)と、光学表面に当てることができ、インタフェース(5)に当てられ、このインタフェースを少なくとも部分的に上述の端面(13)と対向すると共に整列した状態で覆う柔軟性緩衝材(6)とから成る。本発明によれば、緩衝材は、端面(13)と整列状態にある中央部(14)と、この端面(13)を横方向に越えて延びる周辺部(14)とを有する。本発明は、周辺部(14)を支持体(4)に連結するために用いられるカラー(18)を有する弾性戻し手段(15)を更に備える。さらに、このカラー(18)は、例えば緩衝材(6)の周辺部(14)と協働するようこの周辺部に載る連続周辺部(22)を有する。 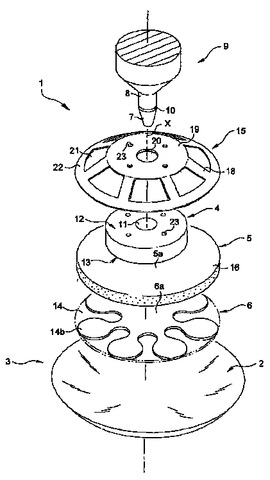 (もっと読む)
(もっと読む)
リセス皿に対するレンズ貼り付け方法およびレンズ貼り付け装置
【課題】 リセス皿に貼り付けられるレンズの被加工面高さをCG工程等を要することなく揃えることを可能にする。
【解決手段】 レンズLの貼り付け基準面3を有する位置決め凹所2を備えたリセス皿1に接着剤5を塗布した後に接着剤5上にレンズLを載置し、この接着剤5が固化するまでの間に、レンズLと略同曲率でかつ逆形状に形成された基準面部材11の基準面11aにレンズLの被加工面を対向させて、基準面部材11に穿設された吸気孔12とベース部材13の空間部13aを真空ホース15を介して真空引きすることにより、レンズLの被加工面を基準面11aに当接させ、レンズLの被加工面高さを揃える。これによって、従来のようなCG工程を不要にしてガラススラッジの発生を大幅に削減でき、さらに工程削減により生産性を向上させることができる。
(もっと読む)
研削研磨砥石及びこれを有する研削研磨装置及び研削研磨方法
【課題】 研削研磨砥石の使用期間を長くし、加工し易くする。
【解決手段】 本発明の砥石は、砥石を軸回転させる第1の回転軸と、該第1の回転軸の回転方向と直交する回転方向で回転させる第2の回転軸とを備え、前記各々の回転軸は、前記2軸での回転時に前記各々の回転に対して前記砥石が回転対称となるように直交している。
(もっと読む)
961 - 977 / 977
[ Back to top ]