
Fターム[3C059AB01]の内容
放電加工、電解加工、複合加工 (4,787) | 加工形態 (837) | 総型加工 (124)
Fターム[3C059AB01]に分類される特許
1 - 20 / 124
アブレイダブルエンジェルウィング用のハニカム構造
引張試験機用つかみ具のつかみ歯の製作方法及び該製作方法により製作されたつかみ具
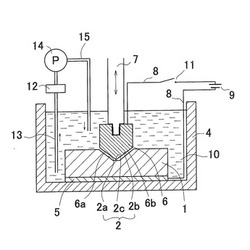
【課題】試験片を均等な力で把持できる引張試験機用つかみ歯を提供する。
【解決手段】つかみ具1の未加工のつかみ面2を導電性の電極金型6の放電金型面6a、6bに所定間隔をあけて対向させた状態で放電用油10の入った液槽4内に浸漬しておき、これらつかみ具1と電極金型6に電圧を印加することによって未加工のつかみ面2と放電金型面6a、6bの間に生じる放電により、電極金型6の放電金型面6a、6bの凹凸形状に対応した凸凹形状のつかみ歯をつかみ具1の未加工つかみ面2に転写して形成する。
(もっと読む)
遠心回転機のインペラの製造方法

【課題】放電加工により流路を形成し、その放電加工面に生じた変質層を湿式研磨で除去するにあたり、うねりを生じさせることなく研磨面を平滑化できる、インペラの製造方法を提供すること。
【解決手段】かかるインペラ製造方法は、遠心回転機のインペラ10の流路14を放電加工により形成する流路形成工程と、流路14の内壁を湿式研磨により研磨する湿式研磨工程と、を備え、湿式研磨工程では、インペラ10を研磨液23に浸漬した状態でその回転軸線C周りに回転させる。
(もっと読む)
金属表面の粗面化方法及びそれによって製造された製品
【課題】金属表面の粗面化技術の改善する。
【解決手段】金属加工物の粗面処理方法は、粗面化される加工物の部位を対電極に近接して配置するステップを含む。続いて、粗面化される加工物の部位と対電極は共に電解質の中に配置される。電流の流れを伴う電位を加工物と対電極との間に印加して、金属表面を所望の粗度に粗面化する。対電極は、ステンレス鋼メッシュ、銅メッシュ、真鍮メッシュ、ブロンズメッシュ、金メッシュ、白金メッシュ、チタンメッシュ、又はそれらの組み合わせを含むことができる。
(もっと読む)
導電性半導体ウェハーの製造方法
【課題】ウェハー加工の工程数を大幅に減らすことができ、製造に要する時間とコストを大幅に低減できると共に、半導体ウェハーに新たな機能を付与することもできる導電性半導体ウェハーの製造方法を提供する。
【解決手段】導電性半導体からなるウェハブランク1を加工して半導体ウェハー2の形状に整形する導電性半導体ウェハーの製造方法において、加工電極13,14に、整形する半導体ウェハー2の形状に応じた座繰り部15,18を形成し、その加工電極13,14をウェハブランク1に近接させて放電加工し、ウェハブランク1を半導体ウェハー2の形状に整形する方法である。
(もっと読む)
放電加工装置
【課題】ワークのエッジ部の加工精度や加工欠陥を減らすことができる放電加工装置を提供すること。
【解決手段】極間に電圧を印加し、工具電極3とワーク4で構成される極間の接触を検出するための電源であって、出力電圧がアーク電圧以下の第1電源回路1と、極間にパルス電流を供給する第2電源回路2と、第1電源回路1によって極間に電圧を印加し工具電極3とワーク4の接触を検出し、工具電極3とワーク4の接触状態で第2電源回路2から極間にパルス電流を供給するように制御する制御回路5を備えた放電加工機。
(もっと読む)
電解加工方法および電解加工装置
【課題】短絡抑制と加工時間短縮とを両立できる電解加工方法を提供する。
【解決手段】電極11の電解液供給孔11cから被加工物1に電解液を供給し、電極11と被加工物1との間に電圧を印可する電解加工方法であって、電極11と被加工物1との間に印可された電圧、および電極11と被加工物1との間を流れる電流のうち少なくとも一方を検出手段18によって検出し、電極11の被加工物1側への相対的な変位速度を検出手段18の検出結果に基づいて変化させる。電極11と被加工物1との間に印可された電圧を検出手段18によって検出し、検出手段18の検出電圧が抜け際短絡の前兆となる上昇を示した場合、変位速度を減少させる。また、検出手段18の検出電圧が下降した場合、変位速度を減少させる。
(もっと読む)
ハニカム構造体成形口金用電極の製造方法
【課題】隔壁の薄いハニカム構造体を得るための、狭いスリットを備えた口金を製造することが可能な電極であって、且つ、その狭いスリットの口金を得るための放電加工中に、破損せず変形もしない電極を、短時間で得られる手段を提供すること。
【解決手段】電極基体102Bの一の面107Bにおいて、ハニカム構造体の複数の流通セルに対応する位置に、流通セルと相補形状をなす加工用電極161を、複数、配置し、その複数の加工用電極161から電極基体102Bの一の面107Bに向けて放電をして電極基体102Bを彫り、その電極基体102Bに、流通セルと相似形状をなす複数の電極セルを形成し、一の面に、電極隔壁によって区画された複数の電極セルが表れてなるハニカム電極を得る、ハニカム構造体成形口金用電極の製造方法の提供による。
(もっと読む)
電解加工方法および電解加工装置
【課題】電解液流れによる加工品質への悪影響を抑制できる電解加工方法および電解加工装置を提供する。
【解決手段】電極11の電解液供給孔11cから被加工物1に電解液を供給し、電極11を被加工物1に対して接近・離反するように往復動させ、電極11と被加工物1との間に電圧を印可する電解加工方法であって、電極11が被加工物1に対して最接近しているときには電圧の印加が停止されているようにし、電極11が被加工物1に対して離反する方向に動いているときに電圧の印可を開始する。
(もっと読む)
ハニカム構造体成形口金用電極
【課題】放電加工によって狭い(細い)スリットを備えた口金を得ることが出来、その放電加工中において口金に破損や変形が生じ難い、電極を提供すること。
【解決手段】放電性材料からなり2つの主面を有する厚板状の電極基体122を備え、その電極基体122の2つの主面のうちの一の面127のみに、電極隔壁141によって区画された複数の電極セル142が設けられており、その一の面127において電極セル142の形状が、ハニカム構造体の流通セルの形状と、相似であるハニカム電極(ハニカム構造体成形口金用電極)120の提供による。
(もっと読む)
放電加工装置
【課題】被加工物および加工電極の材質や形状、加工液の種類やその状態、あるいは機械の個体差等による誤差を生ずることなく、加工安定度の指標を与える放電間隙の状態を推定し、加工不安定の抑制制御が行える放電加工装置を得ること。
【解決手段】加工開始直後に印加される最初の加工パルスによる放電周期において取得された極間電圧は、放電間隙が加工屑等の影響がなくクリアな状態であるときに取得されたものであるから、それを基準極間電圧として記憶し、その基準極間電圧と加工中の極間電圧との差分を算出し、差分が閾値を超えたとき、放電間隙が加工不安定の状態にあると推定し、加工屑の排出制御と加工屑の発生抑制制御の少なくとも一方の加工不安定の抑制制御を行う。
(もっと読む)
電解加工方法及び電解加工装置
【課題】ピーク電流値が1000A以上の大電流の供給が必要な電解加工を行う場合であっても、設備投資の増大を十分に抑えつつ、電解加工の加工時間の短縮化を図ること。
【解決手段】電解加工の開始から終了するまで、電極3,5を被加工物Wに対して相対的に送る送り動作と、送り動作の後に電極3,5を被加工物Wに対して相対的に停止する停止動作とを1サイクルとして、電極3,5の加工面の形状を被加工物Wの表面に転写するまで周期的に複数回繰り返すこと。
(もっと読む)
フレキシブルな電気化学処理のための方法、装置、及びシステム
【課題】フレキシブルな電気化学処理のための方法、装置、及びシステムを提供する。
【解決手段】フレキシブルツールカソード400は、弾性的に変形可能なカソードを含み、該カソードは、2次元又は3次元で変形することができ、加工物がフレキシブルツールカソード400と相対的に移動している間は、加工物の輪郭に適応することができる。すなわち、フレキシブルツールカソードは、トレースを実施することができる。特定のフレキシブルツールカソードは、また、このようなコーナー及び縁部などの特別な構成に用いることができる。フレキシブルツールカソード400を用いて、電気化学プロセスにより加工物を研磨、仕上げ加工、又は整形することができる。
(もっと読む)
ハニカム構造体成形用口金の製造方法
【課題】大きさが異なるセルを有する構造のハニカム構造体を押出成形するための口金をより容易に作製することのできる、ハニカム構造体成形用口金の製造方法を提供する。
【解決手段】板状の口金基体2の坏土成形面17とされる一方の端面7において、坏土を押出することによりハニカム構造体40の隔壁41を形成するためのスリット5を形成する形成位置に、スリット5の幅よりも小さい、直線状の加工液用液溝3を形成する液溝形成工程を有するハニカム構造体成形用口金の製造方法である。液溝形成工程の前に、または後に、坏土を導入するための複数の導入孔4を形成する導入孔形成工程を行う。そして、加工液用液溝3を含む位置に、スリット5の溝幅に対応する複数の板状の突起電極23が配設された櫛歯電極21により櫛歯放電加工を行い、導入孔4に連通させたスリット5を形成する。
(もっと読む)
加工方法
【課題】既知の技術の限界を克服する金属の部品を加工する方法を提供。
【解決手段】金属ハウジング14を製造する方法が、金属ハウジング14を貫通する第1の通路10を設けるステップと、金属ハウジング14を貫通する第2の通路12を設けるステップとを含み、第2の通路12が交差部の領域20を備え、その交差部20が第1の通路10と交差して第1の通路10内への開口22を画定する。さらに第1および/または第2の通路10、12の内部通路を浸炭熱処理工程にかけるステップ、表面仕上げを改善するために第1および/または第2の通路10、12の浸炭された内部表面へのハードステージの電解加工工程ステップを含む。別の態様は、電解加工電極などの工具によって金属ハウジング14を貫通する第2の通路12を設けるステップを含む。活性な領域は、開口22に対して概して円錐形のテーパ29を有する交差部の領域20をもたらすように形作られる。
(もっと読む)
放電加工装置
【課題】加工面積又は第1,第2極間静電容量に基づき、放電パルス等の電気的な加工条件を設定し、極間状態に応じた適正な測定周期で加工条件を変更し、ジャンプ動作等の制御する。
【解決手段】電極Eを精密に移動可能なZ軸移動機構4と、電極Eの移動距離を検知する位置制御部16と、被加工物Wの加工部位と電極Eとの間の合計静電容量を測定可能な静電容量測定部12及び静電容量測定制御部17と、放電加工中に、Z軸移動機構4により電極Eを第1,第2移動位置に移動させ、位置制御部16により検知した第1,第2極間距離及び静電容量測定部12と静電容量測定制御部17により測定した第1,第2合計静電容量を用いて、加工面の加工面積を演算する加工面積演算部21と電極前進端面と加工面間の第1,第2極間静電容量を演算する静電容量演算部22を備えている。
(もっと読む)
電解加工に関する方法、システム及び装置
【課題】金属の研磨及び/又は機械加工に関連する方法、システム及び/又は装置を提供すること。
【解決手段】工作物(106)及びツーリング部品(104)を第1の位置で位置決めする段階と、工作物(106)及びツーリング部品(104)が第2の位置に位置するように、工作物(106)及びツーリング部品(104)の少なくとも一方を他方に向かって移動させる段階と、工作物(106)及びツーリング部品(104)が第3の位置に位置するように、工作物(106)及びツーリング部品(104)の少なくとも一方を他方から離れるように移動させる段階と、工作物(106)及び/又はツーリング部品(104)を第1の位置から第2の位置へ、また第2の位置から第3の位置へ移動させる段階の少なくとも一部分の間、電源を使用して、工作物(106)とツーリング部品(104)との間に形成されるギャップの両端間に電圧を印加する段階とを含む、電解加工方法。
(もっと読む)
電解加工に関するシステム及び装置
【課題】金属の研磨及び/又は機械加工に関連する方法、システム及び/又は装置を提供すること。
【解決手段】第1の面及び第1の面と反対側の第2の面を有する外側カソード面(302)と、外側カソード面(302)の第1の面上に配置された、予め定められた厚さの薄い非導電性パッドをそれぞれ含む複数のスペーサパッド(304)と、1つ以上の導電ストリップと、外側カソード面(302)を貫通するオリフィスを介して電解質の流れを方向付けるように構成された電解質チャネル(310)と、外側カソード面(302)の第2の面に隣接した、外側カソード面(302)を弾性的に支持するように構成されたエラストマー裏打ち(306)とを含む、電解加工デバイスのツーリング部品(300)。
(もっと読む)
放電電極及び使用方法
【課題】 プランジEDMプロセスにおいて、工作物にわたるパターン寸法の変動を一様にして工作物にパターンを形成し、製造許容差を満たすように変動を制御する。
【解決手段】工作物にパターンを加工するための電極108は、独立セル304の格子302及び複数の開放セル306をもつ導体ブロック300を有する。開放セル306は独立セル格子302の縁辺308に配置される。独立セル304は相互接続ウエブ310によって定められ、開放セル306は相互接続ウエブ310から延びるフィン312によって定められる。フィン312の厚さはウエブ310の厚さより薄い。電極108は工作物上の複数の場所に、それぞれ、電極108のフィン312の位置が隣接する場所に電極108のフィン312の位置に重なるように配置される。電極108と工作物の間に繰り返して電荷を通し、電極103を工作物に進入させることによってパターンが形成される。
(もっと読む)
放電加工の工具電極形状予測方法および工具電極形状予測用シミュレータ
【課題】
最終形状が複雑であっても実工作対象の目的形状と原形状とから実工具電極の初期形状を予測する。
【解決手段】
実工作対象52の目的形状を擬似工具電極22の初期形状とするとともに、実工具電極51の最終形状を擬似工作対象21の初期形状とし、(A)擬似工具電極22の工作面と擬似工作対象21の被工作面との間で擬似放電させる箇所を決定する処理、(B)曲面での擬似工作対象の擬似除去深さを面積に基づき決定する処理、(C)擬似工具電極22の工作面と擬似工作対象21の被加工面との間のギャップGの大きさが所定の値を保持するように、前記工作面以外の部分とを所定距離だけ引き上げるとともに、擬似工具電極22のうち実工作対象52の原形状に対応しない部分Dを消去する処理により、擬似工作対象21の形状が実工具電極52の初期形状であると予測する。
(もっと読む)
1 - 20 / 124
[ Back to top ]