
Fターム[3C063EE03]の内容
研磨体及び研磨工具 (13,968) | 用途 (1,449) | 特定物品の加工を考慮したもの (581) | 歯車 (21)
Fターム[3C063EE03]に分類される特許
1 - 20 / 21
歯面加工装置及び歯車製造方法
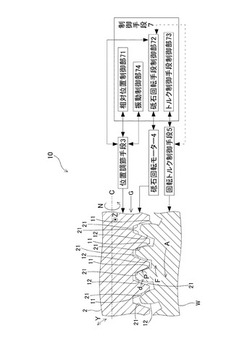
【課題】高硬歯車の面粗さの改善などを目的として加工圧を調節することができる歯面加工装置及び歯車製造方法を提供する。
【解決手段】歯面処置装置10は、はす歯状砥石2と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を移動できる位置調節手段3と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を調節して、被加工歯車Wの1つの歯を形成する歯面のうち一方の被加工歯面11のみ、はす歯状砥石2の砥石歯面21に当接させてはす歯状砥石2及び被加工歯車Wを噛み合わせるように位置調節手段3を作動させる相対位置制御部71と、砥石回転手段4を作動させる砥石回転手段制御部72と、回転トルクを所定範囲に調節するように回転トルク制御手段5を作動させるトルク制御手段制御部73と、をもつ制御手段7とを有する。
(もっと読む)
歯車研削用ねじ状砥石及び歯車研削方法

【課題】簡素な構成で、歯車を高精度に研削することができる歯車研削用ねじ状砥石及び歯車研削方法を提供する。
【解決手段】ワークW1に噛み合いながら回転することにより、当該ワークW1を研削する歯車研削用のねじ状砥石20において、ワークW1を研削するねじ状砥石21と、このねじ状砥石21と同軸上で連結され、当該ねじ状砥石21により研削されたワークW1を研削するねじ状砥石22とから構成し、ねじ状砥石21,22に対して、砥石幅方向に所定の長さで区画した複数の研削範囲L1,L2を設定し、ねじ状砥石21,22の各研削範囲L1,L2を、ワークW1の1個当たりの使用範囲とする。
(もっと読む)
ギヤホーニング砥石の製作方法、および外歯歯車のギヤホーニング加工方法
【課題】所要の形状精度を有するギヤホーニング砥石を低コストに製作する。また、上述のようにして製作したギヤホーニング砥石を用いて、高精度なギヤホーニング加工を低コストに実施する。
【解決手段】本発明に係る外歯歯車のギヤホーニング加工方法は、使用済みのシェービングカッタの外歯表面に砥粒を電着する(B)電着工程と、砥粒を電着したシェービングカッタを用いてギヤホーニング砥石の内歯を成形する(C)内歯成形工程と、内歯を成形したギヤホーニング砥石をギヤホーニング加工装置に取り付け、取り付けた状態のギヤホーニング砥石に対してドレス加工を施す(D)ドレス加工工程と、ドレス加工を施したギヤホーニング砥石を用いて、外歯歯車にギヤホーニング加工を施す(E)ギヤホーニング加工工程とを具備する。
(もっと読む)
電着工具
【課題】歯形の表面に砥粒層が形成された電着工具において、この砥粒層に研削油剤を確実に保持してワークの加工部位に供給し、加工時に発生する切粉や加工熱を効率的に除去することが可能な電着工具を提供する。
【解決手段】台金1に形成された歯形2の表面に砥粒3aが電着されて砥粒層3が形成されてなる電着工具であって、砥粒層3の表面に多数のディンプル4を形成する。ディンプル4は、砥粒3aの平均粒径よりも径Xが大きく、かつ深さYが浅く形成されている。
(もっと読む)
フェースギヤの仕上げ研磨方法
【課題】ねじれ角を有するフェースギヤの仕上げ加工に、汎用的な加工機を用いて効率的に仕上げ研磨することができるフェースギヤの仕上げ研磨方法を提供する。
【解決手段】ねじれ角を有するフェースギヤ1の歯部1aを仕上げ研磨する際に、上記フェースギヤの歯部と噛み合うように形成され、表面に砥粒が電着されたネジ状部2aを有する砥石2を用い、該砥石の半径方向の切込み送りを与えた噛合状態で上記フェースギヤと上記砥石を同期回転させることによって研磨するように構成したものである。
(もっと読む)
ネジ状電着工具および該ネジ状電着工具を用いた歯車加工方法
【課題】研削部の厚さが厚いツルーイング砥石でもツルーイングを行うことが可能で、しかも台金やツルーイング後のネジ状部の精度も正確に測定することが可能なネジ状電着工具、およびそのようなネジ状電着工具を用いた歯車加工方法を提供する。
【解決手段】軸線回りに回転させられる台金11の外周部に、軸線回りに螺旋状に捩れたネジ状部13が形成され、このネジ状部13の表面に砥粒が金属めっき層により電着されてなるネジ状電着工具にあって、被削歯車の歯直角モジュールmとネジ状部13の基準円筒P上の進み角γとに対するネジ状部13の軸方向モジュールmx=m/cosγに対して、ネジ状部13のネジ山12のピッチが2πmxのピッチとされた条逃がし部17をネジ状部13に形成し、またこのようなネジ状電着工具を用いてモジュールmの被削歯車を加工する。
(もっと読む)
ネジ状電着工具
【課題】ツルーイングまたはセミツルーイング後のネジ状部におけるネジ山の外形形状を正確に測定することができて、引いては加工する歯車の歯形も高い精度で加工することが可能なネジ状電着工具を提供する。
【解決手段】軸線O回りに回転させられる台金1の外周部に、軸線O回りに螺旋状に捩れたネジ状部2が形成され、このネジ状部2の表面に砥粒が金属めっき層により電着されてなるネジ状電着工具にあって、金属めっき層からの上記砥粒の砥粒突き出し量Pを、ネジ状部2において軸線O方向の中央部2Aよりも両端部2Bで小さくする。
(もっと読む)
ネジ状電着工具
【課題】ネジ状部の両端部で中央部よりめっき層が厚くなっても、高い精度で歯車の歯形加工が可能なネジ状電着工具を提供する。
【解決手段】軸線O回りに回転させられる台金1の外周部に、軸線O回りに螺旋状に捩れたネジ状部2が形成され、このネジ状部2の表面に砥粒が電着されてなるネジ状電着工具にあって、台金1におけるネジ状部2のネジ山5の厚さを、軸線O方向の中央部2Aよりも両端部2Bで小さくする。
(もっと読む)
歯車研削工具及び該歯車研削工具の使用方法
【課題】単一の工具によって連続的に荒加工と仕上げ加工とを行うことができ、しかも工具寿命を長くすることができる歯車研削工具及び該歯車研削工具の使用方法を提供する。
【解決手段】歯車研削工具10は、螺旋条72が刻設されると共に、該螺旋条72の表面に研削面70、71が設けられており、該研削面70、71でワークである歯車16の歯面研削を行うための工具である。この歯車研削工具10の研削面70には、荒加工用の荒研削面74が設けられており、研削面71には、荒加工用の荒研削面74が設けられると共に、該荒研削面74上に仕上げ加工用の成形ライン76が設けられている。
(もっと読む)
電着内歯車型砥石の取付機構
【課題】電着内歯車型砥石を研削装置の駆動部に、振れ調整に熟練などを要することなく短時間で正確に取付可能とする。
【解決手段】電着内歯車型砥石4の台金11は、駆動部3の回転軸線方向の一方の側から駆動部3に備えられた円環状のアダプタ21の内周部に外周部を嵌合させるように挿入されて、回転軸線方向の他方の側に押圧されることにより取り付けられ、台金11外周部とアダプタ21内周部との一方には径方向に突出する複数の凸部16が周方向に間隔をあけて形成され、他方には凸部16をそれぞれ収容する凹部26が形成され、これらの凹凸部16、26のアダプタ21周方向における一方の側の側面同士は台金11を回転軸線方向の他方の側に押圧したときに互いに当接する方向に傾斜する傾斜側面16A、26Bとされ、他方の側の側面同士は回転軸線に平行に延びる平行側面16A、26Aとされる。
(もっと読む)
ビトリファイド砥石および製法
【課題】ギヤホーニングにおける研削能率向上、精度向上要求に対してレジノイド砥石は結合剤の弾性係数が低いため砥粒の逃げが生じ精度悪化が早い。
ビトリファイド砥石を使用することが一つの選択肢であるが、研削点に掛かる負荷の増大による摩耗及びカケ発生が問題となる。
硬化樹脂含浸のみでは切削性が低下して本来目的とした表面品位、形状精度が悪化してしまう。
【解決手段】ビトリファイド砥石に潤滑性充填剤を混入した樹脂を含浸処理する。
(もっと読む)
ドレスギヤの製造方法及びドレスギヤ
【課題】歯元の砥粒脱落を減じ長寿命のドレスギヤの製造方法及び歯面全域にわたってダイヤモンド砥粒の突き出し高さのバラツキが少ないドレスギヤを提供。
【解決手段】ドレスギヤ15の歯面全域にわたってダイヤモンド砥粒2を電着し、ダイヤモンド砥粒を完全被覆する肉盛りめっき13を施し、内歯車砥石16と噛み合わせ回転させながら肉盛りめっき部の表面層17を除去し、ツルーイングにより仕上げ歯面23形状に成形し、さらに、内歯車砥石と噛み合わせ又はめっき剥離液により、肉盛りめっき部の表面層22をさらに除去する。少なくとも噛み合い有効歯たけの歯面及び歯元部の形状はインボリュート曲線が確保され、かつ、少なくとも噛み合い有効歯たけの歯面全域にわたって、ダイヤモンド砥粒の肉盛りめっきからの突き出し高さ21のバラツキを平均粒径の10%以下とする。
(もっと読む)
歯車の試作及び少数生産のための装置、及びその製造方法
【課題】最小限の工具コストで、思索品又は少数生産品の製造時間を確実に削減する。
【解決手段】円板状のドレッシング工具10を有していて、歯車の試作及び少数生産を行うための装置に関する。上記円板状のドレッシング工具10は、所定の形状を有する非対称のフランク12、14と、所定の半径を有する頭部16とを備えている。更に、上記円板状のドレッシング工具10を用いて、歯車の試作及び少数生産を行う製造方法に関する。
(もっと読む)
歯研砥石および歯車加工方法
【課題】容易に熱処理工程後において歪みのないアンダーカット部を形成できる歯研砥石および歯車加工方法を提供する。
【解決手段】ワーク歯車Wの歯切り工程、この歯切り工程後の熱処理工程、この熱処理工程後の歯研砥石による歯研工程を含む歯車の加工方法において、歯幅方向における歯先の両端に、ワーク歯車Wの歯元2にアンダーカット部3を形成するための突出部6を設けた歯研砥石Tを使用し、歯研工程において歯元2にアンダーカット部3を形成する。
(もっと読む)
電着工具
【課題】歯形の表面に砥粒層が形成された電着工具において、この砥粒層に研削油剤を確実に保持してワークの加工部位に供給し、加工時に発生する切粉や加工熱を効率的に除去することが可能な電着工具を提供する。
【解決手段】台金1に形成された歯形2の表面に砥粒3aが電着されて砥粒層3が形成されてなる電着工具であって、砥粒層3の表面に多数のディンプル4を形成する。ディンプル4は、砥粒3aの平均粒径よりも径Xが大きく、かつ深さYが浅く形成されている。
(もっと読む)
電着工具
【課題】砥粒の脱落による寿命の短縮を防ぐとともに、クーラントが行き渡り難いときでも砥粒層に溶着が発生するのを防止することが可能な電着砥石を提供する。
【解決手段】Niめっき相4中に砥粒3が分散されて電着された砥粒層5を有してなる電着工具であって、Niめっき相4を、Ni−Pめっき相4aの表面にNi−Bめっき相4bが析出させられたものとする。
(もっと読む)
電着内歯車型砥石
【課題】円環状をなす台金の内周面にCBN砥粒等の超砥粒を電着した砥粒層を有する歯車型の研削部が形成された電着内歯車型砥石を研削装置の回転機構に取り付ける際に、仮固定、及び調整が容易で、その結果、短時間で電着内歯車型砥石を研削装置の回転機構に取付けることができる電着内歯車型砥石を提供すること。
【解決手段】円環状をなす台金2の内周面に、超砥粒を電着した砥粒層を有する歯車型の研削部3が形成されてなる電着内歯車型砥石1であって、前記台金2の一方の端面6側には、前記台金2がなす円環の径方向外方に延在する固定用フランジ部7が形成され、前記固定用フランジ部7の前記台金2の他方の端面側の面には、前記台金2の中心軸線に垂直な取付面7が形成されていることを特徴とする。
(もっと読む)
ドレスギア並びにその製造方法及び製造装置
【課題】ツルーイングしたドレスギアを、長寿命で作業性がよいものとすることを目的とする。
【解決手段】歯車とほぼ同形状で、ダイヤモンド砥粒3が電着され、ツルーイングされたドレスギアであって、ドレスギアの歯1に複数の溝2が形成されているものとする。また、歯車とほぼ同形状で、ダイヤモンド砥粒3が電着され、ツルーイングされたドレスギアの歯1面に対して、加工用レーザ光と加工用レーザ光より大きいビーム径で、可視光のパイロットレーザ光を加工用レーザ光と同軸に照射して溝加工を行う。
(もっと読む)
歯車状ダイヤモンドドレッサの製造方法
【課題】より高精度、高性能な歯車状ダイヤモンドドレッサの製造方法を提供することである。
【解決手段】内歯車状に反転型の内周面を加工する工程と、反転型の内周面にダイヤモンド粒を付着させて、ダイヤモンド粒を結合材によって埋め込んでダイヤモンド層を成形する工程と、ダイヤモンド層と芯金を、接合層によって接合する工程と、反転型を除去する工程とを含む、歯車状ダイヤモンドドレッサの製造方法で、反転型の内周面は、高精度機械加工法、高精度電気加工法のいずれか一方、または両方の加工法によって、予め内歯車状に加工しておく。
(もっと読む)
ギヤの加工方法
【課題】ギヤの加工精度を向上すること。
【解決手段】被削ギヤ1は、ウォームギヤ機構のウォームホイールである。被削ギヤ1は、既に粗加工されている。ツール11と被削ギヤ1の軸間を変化させて、被削ギヤ1の歯面を仕上げ加工する。この際、ツール11の歯先径部12は、被削ギヤ1の歯底2を加工せず、又は、ツール11の歯底径部13は、被削ギヤ1の歯先3を加工しない。これに代えて、ツール11の歯先径部12は、被削ギヤ1の歯底2を加工せず、且つ、ツール11の歯底径部13は、被削ギヤ1の歯先3を加工しない。
(もっと読む)
1 - 20 / 21
[ Back to top ]