
Fターム[3C063FF11]の内容
Fターム[3C063FF11]に分類される特許
1 - 15 / 15
外周切断刃及びその製造方法
【解決手段】外径が80〜200mm、厚みが0.1〜1.0mmで、内穴の直径が30〜80mmの寸法を有する超硬合金製のドーナツ状穴あき円形薄板からなる台板の外周部に、ヤング率が0.7×1011〜4.0×1011Pa、かつビッカース硬度が100〜528の金属結合材を用いてダイヤモンド砥粒、cBN砥粒又はダイヤモンド砥粒とcBN砥粒との混合砥粒を保持させると共に、該砥粒と金属結合材とからなる切り刃部の厚みが上記台板厚みより0.01mm以上厚いことを特徴とする外周切断刃。
【効果】本発明で提供される外周刃を用いることで、切断精度が高く、切断加工代の少ない切断を実施することが可能となり、加工歩留まりの向上と加工の低コスト化を図ることができる。
(もっと読む)
回転弾性砥石の補強パッド及びパッドによる補強構造

【課題】回転弾性砥石が有する柔軟性を損なうことなく、しかもその砥石が過度に変形して破損に至ることを防止でき、容易に製造することができる回転弾性砥石の補強パッド及び、パッドによる補強構造を提供することを目的とする。
【解決手段】回転弾性砥石1の背面側に設けられた補強パッド2において、該砥石1の研削部3とこれを支持する外側支持部7との間に隙間を設けるようにする。
(もっと読む)
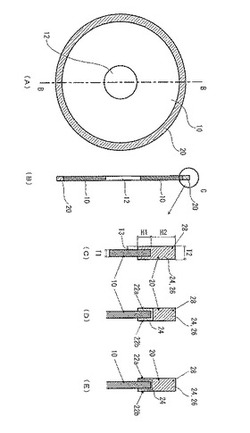
切削工具の製造方法
【課題】円形基台の側面外周部に装着され外周縁から突出して形成された電鋳砥粒層からなる環状の切れ刃を、円形基台の回転軸線に対して垂直に形成することができる切削工具の製造方法を提供する。
【解決手段】円形基台の一側面外周部の電鋳砥粒層形成部における少なくとも該環状の切れ刃が形成される切れ刃領域を装着穴の軸線に垂直な面に対して環状の切れ刃の表面および裏面の応力の差によって生ずる撓みを相殺する傾斜面に形成する傾斜面形成工程と、円形基台の電鋳砥粒層形成部に砥粒をメッキで固定した電鋳砥粒層520を形成する電鋳砥粒層形成工程と、電鋳砥粒層が形成された円形基台の切れ刃領域をエッチングして除去し、円形基台の外周縁より電鋳砥粒層からなる環状の切れ刃を突出せしめるエッチング工程とを含む。
(もっと読む)
回転砥石及び回転砥石用補強材
【課題】回転強度及び破壊強度が高く、偏心磨耗を低減するこができ、尚且つ安価で容易に製造できる回転砥石を提供する。
【解決手段】縦及び横方向に配向するガラス繊維22をフェノール樹脂23で被覆してなる補強布21a,21bを、繊維の配向方向を斜交させた状態で複数重ね、フェノール樹脂を溶融させて相互に接合させて補強材20を製造し、その補強材を砥材10の間に介在させた。夫々の補強布のフェノール樹脂が溶融結合することによって補強材としての強度が増し、回転強度が飛躍的に向上する。
(もっと読む)
切削ブレード
【課題】切削ブレードを回転スピンドルに装着する際の真円出しに関して効率性及び経済性を高める。
【解決手段】切削ブレード3の装着孔32の内周面に弾性部材33を配設し、弾性部材33が変形することで、切削ブレード3が固定フランジ2の円形ボス部22に圧入装着されるように構成し、その固定フランジ2を回転スピンドル10に装着し、切削ブレード3の固定フランジ2に対する偏心量を小さくする。そして、偏心量が少ないことにより、一度真円ドレスを行った後は、取り外して再装着しても偏心量が小さいため、真円ドレスを再度行う必要がなく効率的であり、真円ドレスによる切削刃31の摩耗が少ないため切削ブレード3の寿命を長くすることができる。
(もっと読む)
切削ブレード
【課題】高速回転時の蛇行の発生を抑え、被加工物や切削ブレード自身を破損させることのない切削ブレードを提供することである。
【解決手段】一面側に円形ハブが一体的に形成された円形基台46と、該円形基台の前記円形ハブと反対側の他面側外周部に形成された切刃50とから少なくとも構成され、切削装置のスピンドルの先端部に装着される切削ブレードであって、該円形基台は、該スピンドルの先端部に装着されて高速回転されるとき、該一面側と該一面側の反対面である該他面側とで遠心力がつりあうように形成されていることを特徴とする。
(もっと読む)
切断ブレード
【課題】刃の厚さを極薄に形成しても剛性を充分に確保でき、安定して被切断材を切断加工できる切断ブレードを提供する。
【解決手段】砥粒3が樹脂相に分散されてなる円形薄板状の基材1と、前記基材1の外周縁部に形成された切刃1Aと、を有し、前記基材1が軸周りに回転されるとともに、前記切刃1Aで被切断材を切断加工する切断ブレードであって、前記基材1の厚さ方向の中央部には、前記樹脂相以上の強度を有する網状部材4Aを含む第1クロス層4が形成されていることを特徴とする。
(もっと読む)
電鋳ブレード
【課題】砥粒の粒径を大きくすることにより反りや剛性不足の問題を解消し、焼成前のセラミックスやガラエポ基板など、切断速度が速く、切り屑を多く排出する材料を切断加工する場合においても、十分な切断性能を確保でき、しかも、刃痩せが生じない電鋳ブレードを提供する。
【解決手段】砥粒がめっき層によって固定された砥石部を備えた電鋳ブレードにおいて、ブレードの厚み寸法とほぼ同じ粒径の砥粒を、砥粒間距離が0.5〜3mmの範囲でブレード外径方向に二次元的規則性を有して配置することにより、チップポケットを大きくして切り屑を容易に排出できる構造とし、また砥粒の粒径を大きくすることでの耐摩耗性改善により高速切断下でのブレードの刃痩せ抑制を可能にした。
(もっと読む)
固定砥粒式ワイヤーソー及びその製造方法
【課題】従来のレジンボンド法や電着法による固定砥粒ワイヤーソーでは、曲げ強度が小さく、ボンド材の剥離や砥粒の脱落を生じ易いとする問題点を解消し、生産性の安定した、長寿命かつ研削性に優れる固定砥粒式ワイヤーソーとその製造方法を提供する。
【解決手段】ろう材の金属粉末と砥粒と有機バインダとを含むペースト状物質を作る工程、該ペースト状物質を金属製芯線の表面に塗布して前記金属粉末と前記砥粒とを金属製芯線の表面に定着させる工程、該金属製芯線の表面に定着された前記金属粉末と前記砥粒とをレーザー光などで加熱して、前記金属粉末を溶融させ、次いで冷却する工程、を含む固定砥粒式ワイヤーソーの製造方法であり、砥粒が、化学的に結合した合金もしくは金属間化合物の層を介して金属製芯線に固着されてなる固定砥粒式ワイヤーソーである。
(もっと読む)
ハブ付きブレード
【課題】回転時の遠心力による刃先の変位を低減し加工品質や加工精度の向上を図るハブ付きブレードを提供する。
【解決手段】ダイシングブレード1は、ハブ3と当該ハブ3の外周縁部3bから一部外側に張り出して設けられたブレード部5とを備えている。ハブ3は、一体に形成されており、第1面A側に位置し外周縁部3bに近づくほど第2面B側に近づくように傾斜する第1テーパ面7と、第2面B側に位置し、外周縁部3bに近づくほど第1面A側に近づくように傾斜する第2テーパ面9と、を有している。
(もっと読む)
砥石車を適当な状態にする装置を備えた研磨機及びその方法
【課題】砥石車を、電気放電加工により、最適に調整することである。
【解決手段】砥石車2の研磨表面7、8をプロファイルドレッシング、研磨及び洗浄する装置11は、移動可能な電極12を備え、同様に電気的に発電機17に接続されている。プロファイルドレッシング、研磨及び洗浄する装置11は、茶碗形状の一つの電極12から構成され、電極12は、電極12の中心軸13を中心に回転可能な方法でスライド14上で保持され、スライドによって、茶碗形状の電極12の機械表面と環状の研磨表面との間に存在するワーキングギャップ23は調節可能であり、ギャップ内で、電圧が印加された時に放電加工の放電が起きる。砥石車は、それゆえ、電気放電加工により、最適に調整することが可能である。
(もっと読む)
カッター及びカッターの製造方法
【課題】靭性を低下させずに基板の剛性を高めて、基板の厚さを増加させずに疲労クラックの発生を防止するカッター及び当該カッターの製造方法の提供。
【解決手段】カッター1の基板10には、その表面10Aにおいて円弧状に湾曲した略帯状の6本の硬質部12が設けられており、硬質部12は、基板10の半径方向に対してそれぞれ同一の所定の角度をなして取付け穴10a近傍の位置から外周10B近傍の位置に至るまで延出している。硬質部12は、基板10の中心を基準とする点対象の位置関係で配置されている。硬質部12は、基部11をなす材料と同一の材料からなり、基板10となる略円盤状部の一部に対して加圧して、局部的に塑性変形させることにより生成される。
(もっと読む)
研磨布用ドレッサー
【課題】 ろう材の溶融温度を安定化させるとともに、砥粒のろう付け状態を均一・安定化させることによって砥粒の脱落を抑制し、さらには、金属製支持材の熱変形を抑制することによって平坦性を向上させた研磨布用ドレッサーを提供することを目的とする。
【解決手段】 金属製支持材の表面に複数個の砥粒がろう材でろう付けされてなる研磨布用ドレッサーであって、ろう材の組成が質量%で70%≦Ni+Fe≦90%(ただし、0≦Fe/(Ni+Fe)≦0.4)、1%≦Cr≦25%、2%≦Si+B≦15%(ただし、0≦B/(Si+B)≦0.8)、0.1%≦P≦8%であることを特徴とする。
(もっと読む)
薄刃砥石及びその反り矯正方法
【課題】 反り変形や歪み変形が生じた場合においても製品の品質精度を確保できる薄刃砥石及びその反り矯正方法を提供する。
【解決手段】 円形薄板状の砥石本体1に同心となる円形孔2が設けられており、円形孔2の周縁は砥石本体1の内周縁3とされ、砥石本体1の少なくとも外周縁4は砥粒層5とされている薄刃砥石において、砥石本体1に内周縁3から外周縁4に達する開口部6が設けられることにより、砥石本体1がC字状に形成されている。
(もっと読む)
回転式研磨ロールの製造方法
【課題】 内芯管と外管とからなり、外管にブラシあるいはバフが装着された回転式研磨ロールにおいて、長尺化・重量化に対応でき、内芯管と外管との強固な固定を図りうる固定方法を提供すること。
【解決手段】 内芯管はフェノール樹脂製よりなり、外管は他の合成樹脂製よりなり、内芯管の外径と外管の内径とは嵌合い公差をもって押込み嵌合され、内芯管の外表面に溝が均等に形成され、内芯管と外管との間に接着剤が充填されてなる。
(もっと読む)
1 - 15 / 15
[ Back to top ]