
Fターム[3C100AA27]の内容
Fターム[3C100AA27]に分類される特許
1 - 20 / 52
管理システム

【課題】工具の固有情報の取得および管理を容易に行う。
【解決手段】空圧工具10Aの制御基板50Aには、ホスト装置158,164,194から入力される工具の固有情報が記憶される。固有情報としては、例えば、顧客番号、顧客名、購入日、修理情報、工具使用情報が記憶される。空圧工具10Aの記憶部に記憶される固有情報は、例えば、営業センター160のホスト装置164のデータベース165、修理センター190のホスト装置194のデータベース195に記憶される。これにより、営業センター160のホスト装置164と修理センター190のホスト装置194とはネットワーク220を介して接続されるので、データベース165,195に記憶された空圧工具10Aの最新の固有情報を共有することができる。
(もっと読む)
作業支援システム

【課題】作業者が予め定められた各作業を行う際に所定の時間よりも早く次の作業に移った場合に支援動作における作業者のタイムロスをなくし、作業者の移動に合わせて供給手段を作動させて作業効率を向上させる作業支援システムを提供する。
【解決手段】作業者の移動データから生成したマルコフモデルを用いて作業者の行動を予測する予測手段10と、予測手段10によって予測した作業者の行動に基いて、作業者に対して部品、工具その他の必要な物品を供給する供給手段20を、を備える。
(もっと読む)
持込管理システム
【課題】ある作業者が別の作業者が持ち込んだ物品を容易に把握することを可能とする持込管理システムを提供する。
【解決手段】持込管理システム1は、作業者を識別する作業者IDと作業者名とを対応付けて記憶する作業者DB80と、作業者が管理エリア内に持ち込んだ物品の物品名と前記作業者を識別する作業者IDとを対応付けて記憶する管理情報記録DB90と、ある作業者を識別する作業者IDが入力された場合、該作業者IDと異なる作業者IDに対応付けられて、管理情報記録DB90に記憶されている物品名と作業者DB80に記憶されている作業者名と、を含む持込物品情報の一覧を手入力装置10に表示する持込表示制御手段24とを備える。
(もっと読む)
工具の在庫管理システム
【課題】工具の使用回数のみならず、工具の使用本数をも考慮して、工具の在庫管理をする。
【解決手段】発注リードタイム後の日における工具の使用可能回数が、今日における安全在庫回数を下回ると第1の在庫予想部510から使用回数不足指令S1が出て、第1の発注処理部530から発注指令S3が出力され、また、発注リードタイム後の日における工具の使用可能本数が、今日における安全在庫本数を下回ると第2の在庫予想部520から使用本数不足指令S2が出て、第2の発注処理部540から発注指令S3が出力さる。このため、発注リードタイム後の日における工具の使用可能回数または使用可能本数が、安全在庫回数または安全在庫本数を越えることとなり、工具の使用回数及び使用本数が不足することなく加工をすることができる。
(もっと読む)
型摩耗予測装置及び生産管理システム
【課題】成形型の摩耗状態を正確に予測することができる型摩耗予測装置及び生産管理システムを得ること。
【解決手段】成形型の使用条件に基づいて型摩耗量を予測し、その予測した型摩耗量を用いて型摩耗後形状を予測する。そして、型摩耗後形状に基づいて成形型で製造されるワークのワーク品質を予測し、その予測したワーク品質に基づいて成形型の交換時期を予測する。これにより、型摩耗形状とワーク品質の推移を予測することができ、ワーク品質を阻害する原因となる成形型の交換時期を決定することができる。
(もっと読む)
再生工具の情報管理システム及び方法
【課題】再生工具の情報を管理することにより、再研磨回数を増やすことができる再生工具の情報管理システム及び方法を提供する。
【解決手段】使用後の工具の摩耗量を測定して、データベース14に入力し(S1)、再研磨に必要な取代を摩耗量に加算した再研磨量を設定して、データベース14に入力し(S2)、工具の再生後(S3〜S5)、再生前の工具の有効刃長から再研磨量を減算して、再生後の工具の有効刃長を算出して、データベース14に記録し(S6)、データベース14中の再研磨量、有効刃長に基づいて、使用回数1回当りの再研磨量の平均値を算出し、平均値で有効刃長を除算することにより、残りの再研磨可能回数を算出して、データベース14に記録する(S7)。
(もっと読む)
用具寿命管理システム及び用具寿命管理方法
【課題】生産ライン全体の用具の寿命を管理可能な用具寿命管理システムを提供すること。
【解決手段】製品の生産に基づいて良品信号を出力可能な生産設備2cを備える生産ライン1にて用いられる用具の寿命を管理する用具寿命管理システム100であって、各製品ごとに設定された各用具の単位使用回数と、各用具ごとに寿命として設定された寿命使用回数と、を記憶する記憶部11と、良品信号の受信に基づき、記憶部11を参照して良品信号に対応する製品の生産に用いられた用具の単位使用回数を計数して累計使用回数を収集する使用回数収集部12と、累計使用回数が寿命使用回数に達したときに当該用具が寿命に達したことを通知する通知部13と、を備える。
(もっと読む)
電磁気ベースの局所的な位置決め機能を用いて製造工程を最適化するシステムおよび方法
システムは、作業用小室内でシーケンスのステップを実行するためのハンドヘルド型工具を含む。工具に接続した電磁マーカーが小室内で磁場を放射する。レセプターがこの磁場を検出し、これに応じて未処理の位置信号を生成する。制御装置が工具の組み立て設定値を更新する。未処理データを用いて確定された位置がシーケンス内の予想位置と等しくない場合には、ホストが制御動作を実行する。方法は、マーカーが生成し、レセプターアレイが測定した磁場を用いてトルクレンチの現位置を計算し、工具または締結具の現位置を計算する。締結具の現位置を、正しく調整されたシーケンスにおける予想位置と比較することができ、また、締結具位置が予想位置と等しくない場合には、トルクレンチを使用不可能にすることができる。 (もっと読む)
ロールショップ管理システム
【課題】誤った順序でロールが圧延装置に組み込まれることを防止することができるロールショップ管理システムを提供する。
【解決手段】管理サーバは、無線からロールタグIDを受け付ける(S502)。次に、管理サーバは、所定の順序でファーストロールが第1のパレットからチェンジャーに移載されているか判定する(S503)。管理サーバは、所定の順序でファーストロールがパレットからチェンジャーに移載されていない場合には、無線にエラー信号を送信することにより無線のディスプレイにエラーを表示させる(S504)。
(もっと読む)
生産管理装置
【課題】生産ライン1内の複数の露光装置で使用される複数のレチクルの検査を効率よく実行させることが可能な生産管理装置を提供する。
【解決手段】複数のロットが進行する生産ラインに属する露光装置で露光処理に使用される複数のレチクルに対して検査を管理する生産管理装置1であって、露光処理でレチクルに照射された露光量の積算値を取得するレチクル情報収集部6と、取得されたレチクルの積算露光量と、レチクルの継続使用上限露光量未満に設定された基準値とを比較することにより、検査候補となるレチクルを抽出する検査候補レチクル抽出部7と、抽出された検査候補レチクルが仕掛りロットの露光処理に使用される使用予定期間以外の期間を不使用予定期間として算出する不使用予定期間算出部9と、算出された不使用予定期間内に、抽出された検査候補レチクルの検査を検査装置に実行させるレチクル検査計画実行部10とを備える。
(もっと読む)
工具管理システム
【課題】製品に関する専門的知識を持たない者でもレンチなどの工具を適切に使用すること可能とする複雑な制御装置に対し容易に追加でき、所望の指示情報を表示できる工具管理システムを提供する。
【解決手段】本発明に係る工具管理システムは、共通データ信号線で接続された複数の子局を備える。前記子局は、前記制御対象工具に関する情報表示手段と、前記制御対象工具を検知するセンサと、前記情報表示手段への信号出力を行う判断装置を有する。更に、前記判断装置には、前記情報表示手段に関する複数の処理工程が記憶されている。そして、前記複数の処理工程が、前記制御対象工具の指示情報を制御する制御部からの指示信号と前記センサからの入力に基づいて順次処理される。
(もっと読む)
工具データを準備し処理し保守するための方法
【課題】工具データセットの準備、処理、保守において、汎用的に使用できるようにし、さらに工具データセットの可変かつ自動的なメンテナンスを実現する。
【解決手段】NC制御装置とは独立した工具データマネージメントモジュールが電子データ処理装置の記憶装置に格納され、このモジュールは使用すべき工具ごとにそれぞれスタティックなデータとダイナミックなデータのためのロケーションを有する。工具データマネージメントモジュールは処理プロセスに関する別個のリストデータセットを有し、所属の工具データセットに対する参照指示がこのリストデータセットに含まれている。必要とされるリストデータセットが所属のデータセットとともに、NCデータ処理装置におけるプロセス処理部に伝送されて記憶され、工具データセットのうち少なくともダイナミックなデータが現在のNC加工プロセスに従い更新される。
(もっと読む)
検査データ管理装置
【課題】検査データ1つ1つについてそれを測定した計測器を関連付けた検査データDBを提供するとともに、誤って未校正の計測器が使用されることを防止する。
【解決手段】検査データ入力端末1は、計測器4のICタグ44から計測器4の計測器識別情報を読み取り、また、計測部41から製品5を検査した検査データを読み取り、その検査データと計測器識別情報とを検査データ管理装置2へ送信する。検査データ管理装置2は、検査データと計測器識別情報とを受信し、互いに関連付けて検査データDB22に蓄積する。また、検査データ入力端末1は、計測器識別情報に基づき検査データ管理装置2にある校正計測器DB24を参照して、計測器4の校正有効期限情報を取得し、その有効性を判定する。その結果、校正有効期限情報が切れていた場合には、計測器4の校正有効期限切れの警告を出力し、前記検査データの入力を無効化するようにした。
(もっと読む)
製造環境において、消耗品を監視し、制御し、及び取り出すためのシステム及び方法
本発明は、消耗ツールのライフサイクルを通してその消耗量及び性能を監視するための信頼性があるリアルタイムのデータベースを構築するため、消耗品の消耗量及び性能データを測定し、収集するためのシステム及び処理に関する。本発明によるシステムは、a)消耗品に関するデータを記憶する第1の記憶手段と、b)性能データを記録する手段と、c)装置に取り付けられたとき、消耗品が動作する期間、性能データを記憶する第2の記憶手段と、d)第2の記憶手段に性能データをリアルタイムで転送する手段と、e)ツールの性能を評価して、その評価に基づいてツールの取り外しを指示、又は指示しない処理手段と、システムのユーザに命令を伝える出力手段とを備える。本発明による方法は以下のステップを備える。a)ツールが装置に取り付けられるとき、ツールが動作する期間の性能データを記録するステップ。b)管理システムに性能データをリアルタイムで転送するステップ。c)ツールの性能を評価するステップ。d)評価に基づいてツールの取り外しを指示、又は指示しないステップ。そして、e)ツールを取り外す指示を出力手段を介してユーザに伝えるステップ。 (もっと読む)
作業管理システム
【課題】作業が適切な工具により、適正に行なわれたかを判断することが可能な作業管理システムを提供する。
【解決手段】工具移動局11および製品移動局10から送信される電波を受信する複数の基地局12と、基地局12における受信結果に基づいて工具移動局11の位置を検出する測位部56と、検出される工具移動局11の位置がいずれの作業エリア8に該当するかを照合する作業エリア照合部64と、作業の内容と、作業が行なわれる作業エリア、作業に使用される工具を関連付けて記憶する作業エリアデータベース部70と、工具16が位置する作業エリアと工具の種類との組み合わせが作業エリアデータベース70に記憶された情報と一致するかに基づいて作業が予め定められた工具を用いて実施されたかを判定する作業合否判定部68と、作業対象物ごとに一連の作業が予め定められた工具16を用いて実施されたかを判断する対象物合否判定部76とを有する。
(もっと読む)
作業スケジューリング装置、そのシステムおよびそのプログラム
【課題】作業スケジューリング装置に対する作業者の待ち時間を減らし、かつラインの停止を最小限に抑える。
【解決手段】作業スケジューリング装置1は、時間軸上に配列したワークの加工数に基づいて作業を配置し、各作業者に作業を割付けるスケジュール部2と、スケジュール部2により割付けられた作業一覧を作業者用端末6〜9へ送信すると共に、送信した作業に対する作業状態の変更要求を作業者用端末6〜9から受信し、スケジュール部2と通信する通信部3とを備える。そして、スケジュール部2がスケジューリング中に、通信部3が作業者用端末6〜9から作業一覧の提示要求を受信した場合には、通信部3は、スケジュール部2がそのスケジューリングを開始する前に有効であった作業一覧を作業者用端末6〜9に送信する。
(もっと読む)
成形機の生産管理システムと成形機の生産管理プログラム
【課題】成形軸の状態を常に監視して状況に応じてその構成部材を円滑に交換等し、成形品の歩留まりを向上する。
【解決手段】成形軸201〜208を有するレンズ成形機101〜10nと、このレンズ成形機101〜10nごとに設けられ成形軸201〜208を制御する制御装置111〜11nと、この制御装置111〜11nから受信したデータに基づきデータ管理する管理サーバ12とを備え、この管理サーバ12は、成形軸201〜208にて成形された累計の成形個数データ、又は/及び成形に要する成形時間データに基づき、成形軸201〜208の構成部材としての上型37及び下型38等の交換時期を予測演算し、該演算結果を表示部12aに表示する。
(もっと読む)
ICタグによる工具管理システム
【要 約】
【課 題】搬送用のパレットにICタグを取り付け、それに収納した工具の管理が、一品ごとにできるICタグによる工具管理システムを提供する。
【解決手段】パレット(5)に取り付けたICタグ(6)の記録情報は、パレット(5)内の領域を区分して設けた複数の番地の情報と、該番地を設けた領域に収納する工具のID情報と、該ID情報をもつプラグの履歴情報とを少なくとも含む工具管理情報とされ、ICタグリーダ/ライタ装置(8A,8B)は、工具管理用コンピュータ(9)を介して加工工程管理用コンピュータ(10)と接続され、パレットの搬送路(14)の少なくとも一箇所に配置されてなる工具管理システム。
(もっと読む)
集積回路チップを備える切削工具
システムにより、工作機械の動作を管理する。システムは、シャンク(16)を有する工具本体(15)を含む切削工具(10)と、工具本体(15)のシャンク(16)内にしっかりと実装され、読み書き可能な集積回路チップ(20)と、集積回路チップ(20)と通信するための読み書き装置(700)と、を含む。集積回路チップ(20)は、RFIDチップ(20)である。 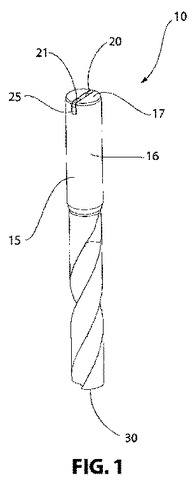 (もっと読む)
(もっと読む)
保全計画立案システム
【課題】金型の保全や修理を効率的に行い、生産性の高い保全計画の立案と保全納期回答とを行うことができる金型メンテナンスシステムを提供する。
【解決手段】金型メンテナンスシステムにおいて、保全計画立案部45は、製品の生産に使用する金型の保全能力を示す保存能力マスタ情報41bと、製品の生産計画を示す生産計画情報42aと、金型の保全計画を示す保全計画情報43aとに基づいて、新たな保全計画を再立案する。そして、保全納期回答部44は、保全計画立案部45によって再立案された新たな保全計画に基づいて、生産計画情報に対する保全納期を示す納期回答情報44aを出力する。また、保全計画立案部45は、複数の保全要求が同時期に発生する場合には、生産計画情報42aに基づいて、新たな保全計画を立案する。
(もっと読む)
1 - 20 / 52
[ Back to top ]