
Fターム[3C269EF92]の内容
数値制御 (19,287) | プログラムの作成、管理 (3,117) | プログラムされた作業のための準備動作 (406) | 各種補正量の認識 (165)
Fターム[3C269EF92]の下位に属するFターム
工具オフセットの認識 (29)
Fターム[3C269EF92]に分類される特許
1 - 20 / 136
工作機械の熱変位補正装置及び方法
【課題】仕様の数が多くても設定や運用を正確且つ簡易に行うことができる工作機械の熱変位補正装置あるいは方法を提供する。
【解決手段】スケール2の有無やベッド1・テーブル5の長さの割り出し方式が相違することによって互いに異なる2つの仕様が存在する工作機械にあって、各仕様における当該工作機械の熱変位補正量を推定する補正量推定装置13・パラメータ自動選択装置14を備えており、補正量推定装置13・パラメータ自動選択装置14は、ベッド1・スケール2・テーブル5・ワーク6にそれぞれ対応する推定熱変位演算用のパラメータの集合をデータベースとして記憶すると共に、各仕様に応じた機械情報に基づいて前記データベースから前記仕様に属する前記パラメータを選択し、選択された前記パラメータによりベッド1・テーブル5・ワーク6あるいは更にスケール2における推定熱変位を演算し、当該推定熱変位を合算する。
(もっと読む)
研削盤

【課題】シンプルな構成で経年劣化の早期進行を抑え、安価な手段で、精度よく砥石寸法を検出する。
【解決手段】砥石8を回転させるホイールヘッド23を備える。第1,2移動装置は、ワーク及び砥石8を互いに接近させる第1方向と、該第1方向と交差する第2方向とに相対的に移動させる。ドレッサー4は砥石8外面をドレスする。第1,2移動装置により砥石8を第2方向に移動させ、砥石8外面が接触することにより砥石8の位置を検出するブロック片5を備える。制御装置7は、記憶する砥石8の基準位置と、砥石8外面のブロック片5への接触により検出した砥石8の検出位置とを比較して実際の砥石径を算出し、第1,2移動装置を制御してワークW及び砥石8の相対位置を補正する。
(もっと読む)
部品実装装置及び部品実装方法
【課題】撮像手段が基板加熱ヒータによって加熱される状況が、部品装着前の位置合わせ時と部品装着時とでほぼ一致するようにして部品の装着精度を向上させることができるようにした部品実装装置及び部品実装方法を提供することを目的とする。
【解決手段】治具部品載置部AR2に載置された治具部品JGを上方から撮像カメラ16により撮像して第1の撮像画像を取得するとともに、装着ヘッド15によりピックアップした治具部品JGを下方から撮像カメラ16により撮像して第2の撮像画像を取得して装置誤差を検出するとき、撮像カメラ16が基板加熱ヒータH2によって加熱される状況が、その後、部品3と部品装着部位2aとの位置合わせ時に撮像カメラ16が基板加熱ヒータH2によって加熱される状況に近くなるように治具部品載置部AR2の選択を行う。
(もっと読む)
工作機械の熱変位補正システム
【課題】コラム前面を基準位置として熱変位量を評価し、且つ、テーブルの熱変位量が不均一であっても精度のよい熱変位補正を行うことなどが可能な工作機械の熱変位補正システムを提供する。
【解決手段】例えば、位置検出器温度センサ41−6と、テーブル温度センサ41−1〜41−5と、温度データa6を入力する温度データ入力部、温度データa6に基づいて位置検出器の熱変位量を算出する熱変位量算出部、温度データa1〜a5を入力する温度データ入力部、温度データa1〜a5に基づいてX軸方向の温度分布に応じたテーブルの熱変位量を算出する熱変位量算出部、前記位置検出器の熱変位量と前記テーブルの熱変位量とに基づいてコラム前面を基準位置としたテーブル系統の熱変位量を算出する熱変位量算出部、前記テーブル系統の熱変位量に基づいてX軸の補正量を出力するX軸補正量出力部を有する変位補正装置とを備えた構成とする。
(もっと読む)
多軸工作機械の幾何誤差の計測方法
【課題】外乱に基づいて不適切な幾何誤差が計測された場合であっても、そのような不適切な幾何誤差に基づく補正の実行により多軸工作機械の加工精度が低下する事態を、きわめて効果的に防止することが可能な幾何誤差の計測方法を提供する。
【解決手段】幾何誤差の計測においては外乱誤差有無確認ステップを実行し、幾何誤差を同定する前に、A軸およびC軸を複数の条件で割り出して、ターゲット球12の直径を計測し、それらの計測値のバラツキを算出し、それらのバラツキが予め設定された直径変動量許容値Daを超えた場合には、計測ミスと判断する。
(もっと読む)
工作機械の熱変位補正方法および熱変位補正装置
【課題】工作機械の電源投入直後からより高精度に熱変位補正が可能な工作機械の熱変位補正方法および熱変位補正装置を提供すること。
【解決手段】傾斜量取得部52は、電源投入(時点t0)直後に、コラム10に設定された傾斜検査点P1の傾斜量θaを直接取得するようにしているので、この傾斜量θaをもとにコールドスタート時に高精度な熱変位補正が可能となる。この傾斜量の取得はコラム10が移動しているときは困難であるが、温度変化量取得部55は、電源投入(時点t0)から所定時間(時点t1)経過後に、コラム10に設定された各温度検査点Pa0〜Pa5の温度分布の時間的変化量を取得するようにしているので、コラム10が移動していても温度分布の時間的変化量をもとに高精度な熱変位補正が可能となる。よって、加工のサイクルタイムのロスを解消することができ、加工効率を向上させることができる。
(もっと読む)
加工装置による被加工物の加工方法
【課題】温度変化の影響を受けずに、チップの刃先を設定された位置に固定保持する段取り作業を実施可能な、加工装置による被加工物の加工方法を提供する。
【解決手段】内周面50bの加工の際、チップ31の取付け姿勢を調整するために行われる段取り作業100は、一定気温の室内にてチップ31をホルダー部32に取付けるセッティング工程(ステップS101)と、その後ホルダー部32の温度をクーラント液52と一致させ、ホルダー部32を主軸4に取付ける取付工程(ステップS102)と、その後ホルダー部32の温度をクーラント液54と一致させ、内周面50bを加工する加工工程(ステップS103)と、その後被加工物50の温度を測定し、制限時間(t)内に筒状部50aの内径寸法を測定し、該内径寸法より前記測定温度に見合った被加工物50の熱膨張量分を加減算して前記内径寸法を補正する測定工程(ステップS104)とにより構成される。
(もっと読む)
工作機械の熱変位補正方法および熱変位補正装置
【課題】簡易な構成でより高精度に熱変位補正が可能な工作機械の熱変位補正方法等を提供すること。
【解決手段】支持剛性推定部54は、コラム10に対する経時変化した水平方向の支持剛性Kh、垂直方向の支持剛性Kvを、熱伸長量取得部52、温度変化量取得部53において取得される部材15(コラム10)の熱伸長量ΔL、温度変化量Δtに基づいて推定している。コラム10の姿勢に大きく影響する支持剛性Kh,Kvが経時変化した場合、支持剛性推定部54は、熱伸長量ΔL、温度変化量Δtに基づいて経時変化した支持剛性Kh,Kvを一旦推定し、熱変位量導出部55は、該支持剛性Kh,Kvに基づいてコラム10の水平方向の熱変位量ΔM1hおよび垂直方向の熱変位量ΔM1vを求めている。よって、水平方向の熱変位量ΔM1hおよび垂直方向の熱変位量ΔM1vの精度を高めることができ、簡易な構成でより高精度な熱変位補正が可能となる。
(もっと読む)
多軸加工機用数値制御装置
【課題】多軸加工機における工具側面での加工や穴明け加工においても指令通りの工具位置と工具姿勢(方向)での加工を行うことのできる数値制御装置を提供すること。
【解決手段】テーブルに取付けられた加工物に対して少なくとも直線軸3軸と回転軸3軸によって加工する多軸加工機を制御する数値制御装置において、指令軸位置に基づいて軸依存並進誤差量および軸依存回転誤差量を求める軸依存誤差量計算手段32と、前記軸依存回転誤差量によって回転補正量を求める回転補正量計算手段34と、前記軸依存並進誤差量によって並進補正量を求める並進補正量計算手段36と、前記並進補正量を指令直線軸位置に加算し、前記回転補正量を指令回転軸位置に加算する補正量加算手段38と、前記直線軸3軸と前記回転軸3軸を補正量加算手段38によって求められた位置へ駆動する手段を有する数値制御装置。
(もっと読む)
ロボットの角度データ変換方法及びこの方法を実施するための制御装置
【課題】ロボット交換時におけるデータ設定の誤りを防ぐ。
【解決手段】交換前のロボットが制御装置に接続された状態で、補助記憶装置に記憶された交換前ロボットの幾何学的誤差データを制御装置の主記憶装置にロードし、かつ幾何学的誤差データに付記されたID情報と交換前ロボットのID情報とを照合し(S101)、次にロボットを制御装置から外して交換し(S102)、交換後ロボットが制御装置に接続された状態で、補助記憶装置に記憶された交換後ロボットの幾何学的誤差データを主記憶装置にロードし、かつ幾何学的誤差データに付記されたID情報と交換後ロボットのID情報とを照合し(S103)、交換前及び交換後のロボットの幾何学的誤差データを反映したツール先端位置間の誤差が十分小さくなるように動作プログラムに含まれる角度データを変換し、変換された角度データを含むように動作プログラムを上書き保存する(S104)、工程を備える。
(もっと読む)
ツールパラメータ導出装置,ロボット
【課題】ロボットの多関節マニピュレータのアーム先端のフランジ面の回転中心に取り付けられたツールの並進成分の寸法を自動的に導出することのできるツールパラメータ導出制御装置及びこれを備えたロボットを提供すること。
【解決手段】3箇所以上の位置でツール11と平板治具50との接触がツール接触検出部40で検出されるまでのベース座標系BのZb軸方向の移動量を取得し,該移動量に基づいて平板治具50のベース座標系Bに対する傾きを算出する。そして,その傾きに基づいて平板治具50と平行及び垂直な作業座標系Wを設定し,作業座標系Wにおいてフランジ面12の回転中心Pを複数の位置姿勢に位置決めした状態でツール11と平板治具50との接触がツール接触検出部40で検出されるまでの作業座標系WのZ軸方向の移動量を取得し,該移動量に基づいてツール11の並進成分の寸法を導出する。
(もっと読む)
産業機械
【課題】使用する環境の温度変化や、経時変化などの影響があっても適切に空間精度補正をすることができる産業機械の提供。
【解決手段】産業機械としての三次元測定機1は、ガイド部212と、コラム221とで構成され、Y軸方向に沿って移動する移動機構と、コラム221の角度を検出する2軸角度計32と、移動機構を制御する制御装置4とを備える。制御装置4は、角度誤差取得部42と、パラメータ生成部43と、補正部44とを備える。角度誤差取得部42は、コラム221を移動させたときに2軸角度計32にて検出される角度に基づいて、コラム221の位置に対するコラム221の角度誤差を取得する。パラメータ生成部43は、角度誤差取得部42にて取得されるコラム221の角度誤差をコラム221の位置で積分することで真直度補正パラメータを生成する。補正部44は、パラメータ生成部43にて生成される真直度補正パラメータに基づいて、移動機構の運動誤差を補正する。
(もっと読む)
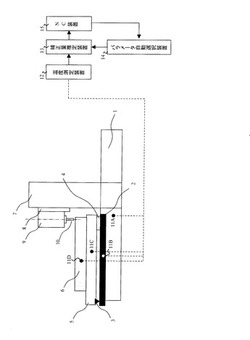
工作機械
【課題】 熱変位補正手段を設けることなく、熱変位にかかわらずに高精度にワーク支持手段と工具支持手段間の相対位置に移動制御が行えて、制御系が簡素にできる工作機械を提供する。
【解決手段】 ベッド3に1箇所で設置された低熱膨張係数の検出手段支持枠30を設ける。この検出手段支持枠30に、ワーク側の直線位置検出手段31および工具側の直線位置検出手段32のスケール31a,32aを設ける。これらのセンサ31,32の読取りヘッド31b,32bは、それぞれワーク支持手段21および工具支持手段22に取り付ける。X軸の移動制御手段44は、ワーク側および工具側の両直線位置検出手段31,32の両方の検出値を用い、X軸移動機構12をフルクローズドループ方式で制御する。
(もっと読む)
位置決め装置のキャリブレーション方法、位置決め装置、およびこれらのためのコンピュータプログラム
【課題】従来の位置決め装置のキャリブレーション精度が不十分で、位置決め時間が長く精度も不十分な問題点を解決するキャリブレーション方法を提供する。
【解決手段】カメラ座標系とテーブル基準座標系の位置・姿勢関係(Ak)をAkの誤差を補正するために導入した誤差補正座標系とテーブル基準座標系の位置・姿勢関係とみなし、カメラ座標系上の基準点の任意に決めた現在位置と目標位置における位置ベクトルAkを用いてテーブル基準座標系上の位置ベクトルに変換し、変換された位置ベクトルの諸元を用いて基準点の現在位置から目標位置へのテーブルの移動量を計算し、移動後に現在位置にあった基準点の位置ベクトルの諸元を計測し、Akの誤差補正に係るデータを取得することによって、カメラ座標系と誤差補正座標系の位置・姿勢関係(Bk)を取得し、AkとBkによってカメラ座標系とテーブル基準座標系の新たな位置・姿勢関係(Ck)を取得する。
(もっと読む)
タンデムアーク溶接システムを制御するロボットコントローラ、それを用いたアーク倣い制御方法およびタンデムアーク溶接システム
【課題】アーク倣いを任意の回転中心で行った場合においても、先行極に位置ずれが発生せず、溶接欠陥が生じることのないタンデムアーク溶接システムを制御するロボットコントローラ、それを用いたアーク倣い制御方法およびタンデムアーク溶接システムを提供する。
【解決手段】タンデムアーク溶接システムを制御するロボットコントローラ8は、先行極処理部11aが算出した先行極変化量から左右および上下方向の位置ずれを補正する先行極補正量を算出する先行極補正部14aと、後行極処理部11bが算出した後行極変化量から回転方向の位置ずれを補正する後行極補正量を算出する後行極補正部14bと、先行極2aの位置ずれを補正する回転中心補正量を算出する回転ずれ補正制御処理部16と、ティーチング位置と倣い補正時における溶接トーチ2の回転中心の位置を補正するロボット軌跡計画処理部13と、を備える。
(もっと読む)
ロボットのツールベクトルの導出方法及び較正方法
【課題】簡便に短時間にしかも精度よくロボットのツールパラメータ(Tx,Ty,Tz,α,β,γ)、特にツールパラメータの中の並進成分(Tx,Ty,Tz)であるツールベクトルを導出する方法を提供する。
【解決手段】本発明に係るロボットのツールベクトルの導出方法は、ロボット2のアーム先端に取り付けられたツール6の先端位置を決定するツールベクトルを導出する方法であって、ロボット2のツール6の先端が空間上の所定点の近傍に位置するように、ロボット2に対して3つ以上の姿勢をとらせ、各姿勢におけるツール6の先端の位置ずれ量である実績位置ずれ量を計測し、計測された実績位置ずれ量を基にツールベクトルTを算出する。
(もっと読む)
ロボットアーム位置補正パラメータの同定装置及び方法、並びにそれを用いたロボットコントローラ及びロボット制御方法
【課題】ロボット個体毎に適用可能な、自動処理による簡便なロボット位置補正パラメータ同定方法及び装置を提供する。
【解決手段】本発明は、各関節部のモータと、モータに連結された減速機と、減速機に連結されるロボットアームとを備えるロボットにおいて、手先位置の軌跡誤差を補正するために、各モータへの角度指令に加算される補正値のパラメータを同定する装置であり、該モータへのトルク指令が最大となるリンク角度において最大値をとるトルク指令と同一周期の正弦波の位相に基づいて補正値の位相パラメータを同定し、且つ、同定された位相パラメータ及び任意の振幅パラメータを用いて計算される補正値と角度指令との合計に対する順運動学計算から得られるロボットの手先位置と現在の手先位置との差分につき動作時間内での積分値を計算し、該積分値が最小となる振幅パラメータを補正値の振幅パラメータとして同定する手段を備える。
(もっと読む)
数値制御装置及び工作機械
【課題】機械構造の異なる各種工作機械における誤差補正システムの共通化を促進しつつ、互いに平行な移動軸を持つ複数の移動装置を含む工作機械でもその平行な移動軸を持つ各移動装置の動作の誤差補正を行えるようにすることである。
【解決手段】数値制御装置16は、数値制御プログラムからその数値制御プログラムが指示する対象物の移動位置である指令位置を読み取る指令位置読取り部26と、指令位置読取り部26によって読み取られた指令位置から機械軸毎の座標を算出する機械軸座標算出部28と、機械軸座標算出部28によって算出された機械軸毎の座標を誤差データ格納部22に格納された機械軸毎の誤差データに基づいて補正することにより機械軸毎の補正座標を算出する補正演算部30と、補正演算部30により算出された機械軸毎の補正座標に従って各駆動装置2c,6b,8b,10bに前記支持体を駆動させる駆動制御部32とを備えている。
(もっと読む)
5軸加工機を制御する数値制御装置
【課題】5軸加工機における工具先端点位置と工具姿勢を誤差のない位置に移動させることが可能な数値制御装置の提供すること。
【解決手段】5軸加工機に発生する、直線軸依存並進誤差、回転軸依存並進誤差、直線軸依存回転誤差、回転軸依存回転誤差、に対応する補正量を設定することによって、それらの補正量から並進補正量ΔCtを求め、指令直線軸位置Plに加算するとともに回転補正量ΔCrを求め指令回転軸位置Prに加算する。補正量は、機械移動可能な領域全体に亘り格子状に分割し、各格子点において機械系に起因する誤差として測定し6次元格子点補正ベクトルとして予め求めておいたものを用いる。
(もっと読む)
座標補正方法
【課題】タクトタイムの増加を防ぎつつ精度よく誤差を補正することを可能にする座標補正方法を提供する。
【解決手段】作業に先立って、各位置決めステージA、Bでの搬送手段4とマニピュレータ5、6を含む機械座標系に由来する誤差を検出して第1の補正テーブルを作成し、この第1の補正テーブルに基づいて作業時に機械座標系に由来する誤差を補正する第1の補正と、作業時に、いずれかの位置決めステージA、Bで、複数の作業対象物2、3のそれぞれの寸法公差に由来する誤差を検出して第2の補正テーブルを作成し、この第2の補正テーブルに基づいて各作業対象物2、3の寸法公差に由来する誤差を補正する第2の補正とによって、作業対象物2、3上の作業位置とエンドエフェクタ7、8の相対的な位置ズレを補正するようにした。
(もっと読む)
1 - 20 / 136
[ Back to top ]