
Fターム[3C269QB04]の内容
数値制御 (19,287) | 演算手段の構成、機能 (558) | 複数のプロセッサの利用 (342) | 補間演算用 (29)
Fターム[3C269QB04]に分類される特許
1 - 20 / 29
工具背面での切削点指令により加工を行う数値制御装置
工作機械
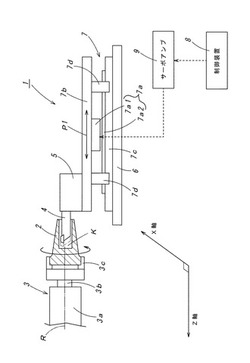
【課題】主に難削材からなるワークの加工品質を高品位に安定化させることができると共に火災発生を抑制し、なお且つ、実用的で、ワークの加工形状が限定されず、しかも、ワークの回転数又は切削工具の回転数に対して切屑を細かく分断できる最適な振動で低周波振動切削を実行させることができる工作機械を提供することを目的としている。
【解決手段】ワーク加工用の切削工具4を保持し、その切削工具4をワーク2に対して送り動作させる切削工具送り機構7と、前記切削工具送り機構7の駆動源である切削工具送り駆動モータ7aを制御することで前記切削工具4を低周波振動させてなる制御装置8とを有している。
(もっと読む)
コーナ部の許容内回り量による速度制御を行う数値制御装置

【課題】補間前加減速と補間後加減速を併用している場合でも、コーナ部の内回り量を許容内回り量以下にする。
【解決手段】指令解析部10は加工プログラムを解析し実行形式に変換し、補間前加減速部12は速度制御を行い、補間処理部14は補間処理を行い各軸へ移動指令を出力し、各軸用補間後加減速処理部(X軸用補間後加減速処理部16X,Y軸用補間後加減速処理部16Y,Z軸用補間後加減速処理部16Z)は移動指令に対して補間後加減速処理を行い、各軸サーボ(X軸サーボ18X,Y軸サーボ18Y,Z軸サーボ18Z)は補間後加減速処理後の移動指令に基づきそれぞれサーボ制御を行い、位置,速度,電流のフィードバックを行って各軸サーボモータを駆動制御し、補間前加減速部12が許容内回り量によるコーナ部速度計算部20およびコーナ部速度ゼロ保持時間計算部22を備えたコーナ部の許容内回り量による速度制御を行う数値制御装置。
(もっと読む)
ワーク設置誤差補正部を有する多軸工作機械用数値制御装置
【課題】直線3軸および回転3軸を備える多軸工作機械において、ワーク設置誤差を補正する。
【解決手段】数値制御装置10は指令解析部11でプログラム指令を解析し、補間部12で各軸の補間位置を作成し、工具位置方向計算部で工具位置と工具方向を求め、その工具位置と工具方向に対して設置誤差量に基づいて補正工具位置と補正工具方向を計算し、補正直線軸位置と補正回転軸位置を計算する。ワーク設置誤差補正部13は各軸の補間位置を指令位置として、設置誤差量およびトレランス量記憶部14に格納された設置誤差量(並進誤差量(δx,δy,δz)、回転誤差量(α,β,γ))とトレランスD0によってワーク設置誤差補正の計算を行い直線軸3軸の補正直線軸位置と回転軸3軸の補正回転軸位置を求め、求められた補正直線軸位置と回転軸3軸の補正回転軸位置に基づいて各軸のサーボ15X,15Y,15Z,15A,15B,15Cを駆動する。
(もっと読む)
駆動部間の結合が自由に定められる機械を制御する方法
【課題】機械、殊に工作機械および/または加工機械の制御を、個々の駆動部の結合に関して容易にすること
【解決手段】複数の駆動部を備えた機械を制御する方法であって、当該複数の駆動部の各駆動部を制御し、当該駆動部のうちの1つは第1のリード駆動部であり、当該駆動部のうちの1つは第2のリード駆動部であり、当該駆動部のうちの少なくとも1つは従属駆動部であり、当該従属駆動部を、前記第1のリード駆動部に特徴的な少なくとも1つのパラメータM1と、前記第2のリード駆動部に特徴的なパラメータM2とに依存して制御し、前記従属駆動部の制御に特徴的な制御パラメータLvを、前記第1のパラメータM1と前記第2のパラメータM2の数学的な結合Fvによって求める方法において、前記数学的な結合Fvを自由に定めることができる、ことを特徴とする方法。
(もっと読む)
加工プログラムの移動経路を修正する機能を備えた数値制御装置
【課題】ピックフィードが切削部分にある加工プログラムの場合でも、良好な加工面を得ることができる数値制御装置。
【解決手段】プログラム入力部2は、自動運転の実行時に加工プログラム1を読み出し、指令解析部3に入力する。指令解析部3は、指令ブロック毎の移動量や送り速度の指令から補間用のデータを生成する前処理部であり、前処理されたデータは、補間処理部7に入力され、各軸の移動指令に分割された後、各軸のサーボモータ8X,8Y,8Zに出力される。指令解析部3の内部において、ベクトル作成部4は、同一方向の連続する指令ブロックを一つにしたベクトルを作成し、ピックフィード判定部5に入力する。ピックフィード判定部5では、入力されたベクトルからピックフィード部分かどうかの判定が行われ、ピックフィード部分であった場合には、経路修正部6で経路の修正が行われる。
(もっと読む)
軌跡制御装置
【課題】加減速の影響により送り速度が過渡的に変化するような場合でも軌跡誤差を抑制できる軌跡制御装置を得ること。
【解決手段】軌跡制御装置は、機械の可動部が複数の可動軸により駆動され、前記複数の可動軸を同時制御することにより前記可動部の軌跡を制御する軌跡制御装置であって、与えられた指令経路に対して補間・加減速を行う補間・加減速演算部と、前記補間・加減速された指令経路に応じて、前記複数の可動軸の位置指令を生成する軸分配部と、前記複数の可動軸の位置指令と前記補間・加減速された指令経路とに基づいて、軌跡誤差を補正するための補正ベクトルを演算する補正ベクトル演算部と、前記演算された補正ベクトルを用いて前記複数の可動軸の位置指令を補正する位置指令補正部と、前記複数の可動軸の位置が前記補正された複数の可動軸の位置指令に追従するように、前記複数の可動軸を同時制御するサーボ制御部とを備えている。
(もっと読む)
干渉回避制御装置
【課題】干渉チェックの見落としによる機器同士の干渉発生をより確実に防ぐことのできる干渉回避制御装置を得ること。
【解決手段】干渉回避制御装置は、補間制御周期での停止予定位置に基づく干渉チェックに見落としが生じうるか否かを判定する第1判定手段11と、干渉チェックに見落としが生じうると判定された見落とし区間において、1補間制御周期を整数で割った周期で停止指令を出した場合の停止予定位置を算出する第1計算手段1と、停止予定位置に基づいて動作機器と他の機器との機器間距離を算出する第2計算手段2と、3点以上の機器間距離に基づいて近似曲線を算出する第3計算手段3と、近似曲線に基づいて見落とし区間における機器間距離の最小値を算出する第1最小値算出手段4と、動作機器と他の機器とが近接した場合の近接距離と最小値とを比較して干渉の有無を判定する第2判定手段5と、を備える。
(もっと読む)
多関節型ロボットの制御装置,制御方法及び制御プログラム
【課題】多関節型ロボットの作業部の位置及び移動速度を維持しつつ,第1関節駆動系の駆動軸各々の角度を確実に作業終了点の角度に到達させること。
【解決手段】例外条件が充足していない場合はステップS5で算出される補間点に基づいて第1及び第2関節駆動系の駆動軸各々を駆動する(S64)。例外条件が充足した後(S61のYes側),作業部が作業終了点に到達するまでの間は(S12のNo側),第1関節駆動系の駆動軸各々を作業終了点の角度を目標として線形に変化させるための該第1関節駆動系の駆動軸各々の角度を算出すると共に(S8),該算出された第1関節駆動系の駆動軸各々の角度とステップS5で算出された補間点における作業部の位置とに基づいて第2関節駆動系の駆動軸各々の角度を算出し(S9),該算出結果に従って第1及び第2関節駆動系の駆動軸各々を駆動させる(S11)。
(もっと読む)
3軸加工機用ワーク設置誤差補正部を有する数値制御装置
【課題】少なくとも直線軸3軸を有する3軸加工機において、ワークの設置誤差がある場合に加工点である工具先端点位置が正しくなるように補正する数値制御装置を提供すること。
【解決手段】テーブルに取付られたワーク(加工物)に対し少なくとも直線軸3軸によって加工する3軸加工機を制御する数値制御装置はワークを設置した時の設置誤差を補正するワーク設置誤差補正部92を備える。ワーク設置誤差補正部92には並進誤差・回転誤差指定部96から並進誤差・回転誤差が補正量として入力される。補正されたプログラム指令は補間部94により補間され、98X,98Y,98Zの各軸モータは、誤差補正された補間データによって駆動制御される。
(もっと読む)
ロボット制御装置、ロボット制御方法およびロボットシステム
【課題】ロボットにおける所定の部位があらかじめ定められた位置へ移動したことを示す通知信号の出力を適切に行うこと。
【解決手段】ベクトル算出部が、基準部位置における基準部の移動方向を示す第1のベクトルと、信号出力位置および基準部位置間の相対位置を示す第2のベクトルとを算出するようにロボット制御装置を構成する。また、信号出力判定部が、ベクトル算出部によって算出された第1のベクトルおよび第2のベクトルに基づいて通知信号を出力するか否かを判定するようにロボット制御装置を構成する。
(もっと読む)
ロボット制御装置
【課題】多関節ロボット本体の制御において、軌道計算が複雑で計算の所要時間が不定であっても、複雑な軌道計算と、同期動作とを並行して実行する必要がある。
【解決手段】ロボット制御装置200は、共有メモリ203と、共有メモリ203にアクセス可能に接続された第1の処理部201及び第2の処理部202と、を備えている。第1の処理部201は、多関節ロボット本体を目標位置姿勢に動作させるコマンドから各アーム用モータに出力する指令値の連なりを示す動作指令データBを計算し、計算結果である動作指令データBを共有メモリ203に格納する軌道計算処理を行う。第2の処理部202は、共有メモリ203に格納された動作指令データBを取得して、指令値を各アーム用モータに一定の時間間隔で同期して出力する同期処理を行う。
(もっと読む)
数値制御装置、移動経路修正方法、移動経路修正プログラム、及び記憶媒体
【課題】工具の減速による影響のない良好な加工面を得ることができ、かつ工具の移動経路がプログラムで指令した経路から大きく逸脱しない数値制御装置、移動経路修正方法、移動経路修正プログラム、及び記憶媒体を提供する。
【解決手段】セグメントS1,S2、S3のうち、セグメントS2が第1設定値以下の場合、セグメントS1の始点とセグメントS2の中点をセグメントS1Rで接続し、セグメントS2の中点とセグメントS3の終点をセグメントS2Rで接続する。セグメントS2が第1設定値より大きい場合、又はセグメントS1Rが第2設定値より長い場合、セグメントS1Rを確定する。故に、移動経路は微小ブロックを含まないので、良好な加工面を得ることができる。
(もっと読む)
数値制御装置、移動経路修正方法、移動経路修正プログラム、及び記憶媒体
【課題】工具の減速による影響のない良好な加工面を得ることができ、工具の移動経路がプログラムで指令した経路から大きく逸脱することのない数値制御装置、移動経路修正方法、移動経路修正プログラム、及び記憶媒体を提供する。
【解決手段】セグメントS1,S2、S3のうち、セグメントS2が設定値より長い場合、セグメントS1を確定する。セグメントS2が設定値未満の場合、セグメントS1の始点とセグメントS3の終点とを新たなセグメントS1R(1),S2R(1)で接続する接続点T1を算出する。接続点T1は、経路を修正する点の中点(平均点)となる。セグメントS2(1)が設定値より長い場合、セグメントS1R(1)を確定する。故に、移動経路から微小ブロックを削除できる。
(もっと読む)
加工を高精度化するサーボ制御システム
【課題】角度同期方式の長所を生かしつつ、基準角度が与えられない場合でも角度同期方式の学習制御の適用を可能にするサーボ制御システムの提供。
【解決手段】サーボ制御システム10は、各軸を駆動するX軸サーボモータ12、Y軸サーボモータ14及びZ軸サーボモータ16をそれぞれ制御するX軸サーボ制御装置18、Y軸サーボ制御装置20及びZ軸サーボ制御装置22を有する。またX軸サーボ制御装置18及びY軸サーボ制御装置20は、上位制御装置24から送られる各軸指令に基づいて、単調増加又は一方向に変化する基準信号θを作成する基準信号生成部28及び32をそれぞれ有し、学習制御器26及び30は該基準信号に基づいて学習制御を行う。
(もっと読む)
冗長マニピュレータの冗長自由度の決定方法
【課題】冗長マニピュレータ1の手先8をCP制御にて変化させるに際し、アームアングルψの連続性を担保する技術を提供する。
【解決手段】制御装置100は、各ステップにおける手先8の位置及び姿勢状態を取得する状態取得手段20と、各ステップにおける手先8の位置及び姿勢状態に基づいて、各ステップにおけるアームアングルψの実現可能な領域を算出する領域算出手段21と、隣り合うステップ間で領域同士が少なくとも一部重複するように、ステップs0からステップsnに至る間の領域の組み合わせを作成する組み合わせ作成手段22と、領域の組み合わせに基づいて、CP制御の各ステップにおけるアームアングルψを決定する冗長自由度決定手段23と、を備える。
(もっと読む)
多軸加工機用数値制御装置
【課題】回転軸を3軸備えた多軸加工機において、工具先端点制御を行う数値制御装置を提供すること。
【解決手段】指令プログラム座標系上で工具先端点位置と工具方向指令を指令して加工を行う数値制御装置1において、補間周期毎に前記工具方向指令を補間し補間工具方向ベクトルを求め、補間工具方向ベクトルから回転軸3軸の複数解を演算する回転軸複数解演算部15と、複数解を合成して回転軸3軸の回転軸位置を演算する回転軸位置演算部17と、補間周期毎に指令された工具先端点位置を補間して補間工具先端点位置を求め補間工具方向ベクトルまたは前記回転軸位置演算部で求めた前記回転軸3軸の回転軸位置による検証工具方向ベクトルに工具長補正量を積算し補間工具先端点位置に加算し直線軸3軸の直線軸位置を演算する直線軸位置演算部19を有し、回転軸位置演算部17で求めた回転軸位置へ移動し、直線軸位置演算部19で求めた直線軸位置へ移動する。
(もっと読む)
数値制御システムのリカバリコマンドを計算する方法
【課題】上位コントローラがモータを駆動するサーボドライバに位置コマンドを提供する、数値制御システムのリカバリコマンドを計算する方法。
【解決手段】メモリ空間が、位置コマンドを記憶するために提供され、それから、位置行列及び変換行列が読み取られる。最後に、変換行列が位置行列と乗算されて、位置多項式の係数及び複数の位置補間が計算される。さらに、速度多項式及び加速度多項式を計算することができる。したがって、位置コマンドは、サーボドライバと上位コントローラとを同期させるような、高次微分可能連続多項式としてリカバリするものとして計算される。これにより、高次微分可能連続多項式としてリカバリすることができる。サーボラグを大幅に低減することができる。位置コマンドを同期させる計算が簡単にできる。
(もっと読む)
数値制御工作機械
【課題】補助動作時間を待ち時間を抑制するために行われる加工プログラムの修正が作業者にとって複雑で分かりにくいといった課題が有った。
【解決手段】数値制御工作機械12は、加工動作を実行させる補間制御部3と、補助動作を実行させる補助動作制御部6と、加工プログラム1の全指令を解析して、補間制御部3及び補助動作制御部6に必要な制御指令を与える第一加工プログラム解析部2と、加工プログラム1の補助動作指令のみを解析して、補助動作制御部6に予め設定された独立補助動作を実行させるために必要な制御指令を与えると共に、第一加工プログラム解析部2による制御指令に基づいて実行される従属補助動作が完了するまで、加工プログラムの解析を中断する第二加工プログラム解析部5と、第一加工プログラム解析部2による制御指令に係る独立補助動作が実行済みであるときには、その制御指令を無効にする制御指令無効化処理部と、を備える。
(もっと読む)
座標変換工具位相制御用数値制御装置
【課題】第3回転軸の工具位相の制御も含めた工具先端点制御指令に対して、座標変換(傾斜面加工指令)が可能な工具位相制御用数値制御装置。
【解決手段】加工プログラム読取り手段1、直線軸3軸指令による工具先端点位置および工具方向指令による工具方向に対して座標変換を行う座標変換手段4,6、座標変換後工具先端点位置および座標変換後工具方向によって工具先端点位置、第1回転軸位置、第2回転軸位置および直線軸3軸位置を制御する工具先端点制御手段7、および第3回転軸位置を求める工具位相制御手段5を有する数値制御装置において、工具位相制御手段5において座標変換後の工具位相が指定方向となるように該指定方向の工具位相0ベクトルからの角度として第3回転軸位置を求める座標変換後工具位相計算手段8を有し、該求めた直線軸3軸と回転軸3軸の位置へ各軸を駆動する座標変換工具位相制御用数値制御装置。
(もっと読む)
1 - 20 / 29
[ Back to top ]