
Fターム[3C269QE31]の内容
数値制御 (19,287) | 表示内容、監視、記録内容 (1,309) | 作業時間、作業回数を監視、表示 (19)
Fターム[3C269QE31]の下位に属するFターム
Fターム[3C269QE31]に分類される特許
1 - 11 / 11
回転速度表示装置
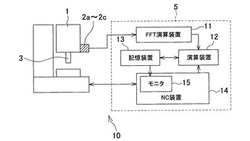
【課題】加工条件を変更した場合における加工能率の変化を作業者が容易に把握することができ、びびり振動を抑制する際における作業者の負担を軽減することができる回転速度表示装置を提供する。
【解決手段】びびり振動の発生を検出すると、安定回転速度を算出するとともに、加工プログラムをもとに、現在の回転速度で加工した際の想定加工時間と、安定回転速度で加工した際の想定加工時間とを夫々算出し、さらに回転軸3の回転速度を安定回転速度へと変更した場合に、加工能率がどのように変化するかを演算し、安定回転速度とともにモニタ15に表示するようにした。したがって、作業者は、モニタ15の表示にもとづいて回転速度の変更に伴う加工能率の変化を容易に把握することができ、ひいては加工能率の向上を図ることができる。
(もっと読む)
工作機械の制御システム

【課題】事前に工作機械の最適な切削送り速度を算出して、工具経路と算出した最適な切削送り速度とを工作機械の駆動部に直接出力し、ワークと工具とを、工具経路に沿って工具経路の各部における最適な切削送り速度で相対的に移動させる。
【解決手段】形状データに基づいて、工具経路を含むCLデータを生成するCLデータ生成部32と、CLデータを記憶するCLデータ記憶部33と、工作機械4の駆動部6の駆動能力に関する駆動能力データを予め記憶している駆動能力データ記憶部34と、CLデータと駆動能力データとに基づいて、CLデータの工具経路の各部における切削送り速度データを生成する切削送り速度データ生成部35と、切削送り速度データを記憶する切削送り速度データ記憶部36と、CLデータと切削送り速度データとを駆動部6に出力する制御部42とを備える。
(もっと読む)
工作機械およびその消費電力量予測装置、消費電力量予測方法
【課題】電力量計を付加することなく、工作機械で消費される電力量を求めることができるようにする。
【解決手段】各種アクチュエータ50の単位時間当たりの消費電力量(単位消費電力量)を第1の電力量記憶部101にあらかじめ記憶しておき、駆動時間計測部103により計測される各種アクチュエータ50の駆動時間と、第1の電力量記憶部101に記憶されている単位消費電力量とに基づいて、各種アクチュエータ50の総消費電力量を算出することにより、各種アクチュエータ50の消費電力を測定するために工作機械100に対して追加の電力量計を装備することなく、工作機械100が通常備えているタイマ16を用いて各種アクチュエータ50の駆動時間を計測するだけで、工作機械100の各種アクチュエータ50で消費される総消費電力量を求めることができるようにする。
(もっと読む)
誤動作を防止する機能を備えた数値制御装置
【課題】工作機械において、座標系の変更による、加工不良、機械干渉を防止し、および加工不良、機械干渉の発生時の原因究明に要する時間を短縮することが可能な誤動作を防止する機能を備えた数値制御装置を提供すること。
【解決手段】機械の基準となる第一の座標系と所定の位置関係に設定された第二の座標系でプログラムする機械を制御する数値制御装置10において、前記第一の座標系と第二の座標系の位置関係を確立した後に座標系が変更されたか否かを監視する座標系変更監視手段16と、座標系変更監視手段16によって座標系の変更が行われたと判断された場合に、前記機械の運転の停止(アラーム発生手段19)あるいは警告表示(ワーニング表示手段20)の少なくともいずれか一つの処理を実行する手段と、を有することを特徴とする誤動作防止機能を備えた数値制御装置。
(もっと読む)
レーザ加工機を制御する数値制御装置
【課題】過去に加工した部分からの距離と時間とから熱の残留を予測し最適な加工条件を選択可能なレーザ加工機を制御する数値制御装置を提供する。
【解決手段】放熱基準時間記憶部a4と、レーザ加工中に予め決められた一定移動距離毎に過去加工位置とその過去加工時刻として記憶する加工履歴記憶部a3と、レーザ加工中に現在加工している位置に一番近い過去加工位置とその過去加工時刻を前記加工履歴記憶部a3から取得する加工履歴取得部a5と、加工履歴取得部a5により取得した過去加工時刻と現在加工している現在加工時刻との差の時間を算出し、該算出された差の時間と放熱基準時間記憶部に記憶された放熱にかかる基準時間との比率を算出する比率算出部a6と、前記比率に対応づけてレーザ加工条件を記憶する加工条件記憶部a7と、前記比率算出部により算出された比率により加工条件記憶部a7に記憶されているレーザ加工条件を選択するレーザ加工条件選択部a8とを備えたレーザ加工機を制御する数値制御装置。
(もっと読む)
数値制御装置で使用する認証装置のデータ更新方法
【課題】電子データだけの脆弱性を電子データと物理キーとを両方用いて偽造防止能力を向上可能な、数値制御装置で使用する認証装置のデータ更新方法を提供すること。
【解決手段】再生装置4はキー装置2から読取ったキー装置2の情報を寿命更新要求データReqとして作成する。再生装置4は寿命更新要求データReqをインターネット5を利用して、キー装置管理権限者が管理するキー装置寿命データ管理サーバ6に送信する。キー装置寿命データ管理サーバ6は、インターネット5を通して受信した寿命更新要求データReqを解読し、正当な更新要求であれば寿命更新データAnsを作成し、インターネット5を利用して寿命更新データAnsを再生装置4に送信する。再生装置4は受信した寿命更新データAnsを解読し、正当な寿命更新データであれば解読した寿命更新データAnsに基づいてキー装置2の寿命データを更新する。
(もっと読む)
工作機械
【課題】短絡や地絡が発生した被制御機器を早期に特定することが可能な工作機械を提供する。
【解決手段】工作機械に接続される被制御機器に電圧を印加して制御を行う場合において、制御対象の被制御機器と印加電圧のON/OFFの情報とを履歴情報として記憶する。そして、短絡及び地絡の発生を検出した場合、履歴情報を参照し(S45)、検出時点で印加電圧をONしていた被制御機器を選択する(S47)。そして、選択した被制御機器のそれぞれに対して、順番に再度印加電圧をONする(S67)。この時点で再度短絡又は地絡を検出した場合(S69:YES、S71:YES)、電磁開閉器を開放して通電を遮断し(S79)、短絡又は地絡を検出した時点で印加電圧をONしていた被制御機器に短絡及び地絡の発生要因があると判断して、表示機に表示し(S85)、作業者に被制御機器を通知する。
(もっと読む)
ロボットシステム
【課題】 教示プログラムの修正や変更作業の操作内容を参照する場合、従来は、操作を行う操作者自身がロボットシステムに対して行った設定をメモや録音することで記録したり、操作前と操作後の教示プログラムを比較することで変更等を行った操作内容を推定したりしていた。しかし、操作自体が複雑になった場合や操作開始から操作終了までの作業時間が長い場合、作業者自身が操作内容を忘れて記録できず、保存タイミングによっては操作前と操作後の教示プログラムを比較しても操作内容が教示プログラムに残っておらず、操作内容を推定することができない場合もあり、過去に行われた操作内容を参照できなくなるという課題があった。
【解決手段】 操作履歴を、操作内容に対応付けた数値や記号からなるテーブルとして制御装置内の記憶部および/または操作装置内の記憶部に記憶し、表示可能とする。
(もっと読む)
加工時間算出装置およびそのプログラム
【課題】加工前に正確に加工所要時間を算出することができる加工時間算出装置を提供する。
【解決手段】分割軌跡算出手段35で、指定工具軌跡を曲率が小さい部分は大きい間隔で分割し、指定工具軌跡の曲率が大きくなるに従って小さい間隔で分割した分割軌跡を求め、軸制御データ算出手段36で、工具を指定工具移動速度に従った速度で各分割軌跡上を移動させてワークを加工するときの該分割軌跡上の任意の位置と所定の時間間隔で求めた各軸方向の工具移動速度の時間変化とを軸制御データAとして求める。加工所要時間算出手段38で、指定された範囲を加工するための加工時間を算出する。
(もっと読む)
作業時刻表示機能付き工作機械
【課題】 自動運転中にメンテナンス作業のために工作機械に訪れるべき時刻の管理が行えて、作業者が別の業務に専念できる作業時刻表示機能付き工作機械を提供する。
【解決手段】 制御装置2による工作機械本体1の自動運転中に作業者による複数種類のメンテナンス作業が必要となる工作機械に適用される。設定規則に基づきメンテナンス作業必要予告時刻を、前記複数種類のうちの各メンテナンス作業種類毎に演算する予告時刻演算手段13と、演算された各メンテナンス作業必要予告時刻を画面表示装置25の画面25aに並べて複数表示する表示出力手段14とを備える。メンテナンス作業必要予告時刻として、少なくとも生産数完了時刻、ツール交換発生時刻、品質チェック時刻を表示する。
(もっと読む)
モーションコントロールシステム
【課題】電子部品実装動作などの複数の移動動作をシーケンシャルに行うような作業のタイミング調整を容易に行え、作業性の向上、およびタクトタイム短縮を可能とすることで、コストダウンと性能向上が図れるモーションコントロールシステムを提供する。
【解決手段】次命令への移行タイミングが調整可能なモーション命令を含むモーションプログラム111と、次に実行するモーション命令を読み出して次命令への移行タイミングが調整可能なモーション命令かどうかの判別を行い、次に実行する命令が調整可能なモーション命令の場合のみモーション命令に設定されている移行時間に基づき次命令への移行タイミングの調整を行うプログラム実行処理部12と、を備えた。
(もっと読む)
1 - 11 / 11
[ Back to top ]