
Fターム[3E061AB08]の内容
2以上の構成要素からなる剛性容器 (6,513) | 容器の材料 (1,354) | 単層 (1,065) | 金属 (469) | アルミニウム (132)
Fターム[3E061AB08]に分類される特許
41 - 60 / 132
皮革調外面を有する金属缶
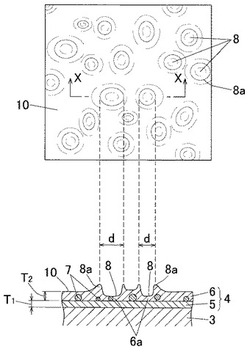
【課題】外面に皮革調の塗装が施された金属缶を提供すること。
【解決手段】金属缶1の缶基体3上にインキで印刷されたインキ層5が形成されるとともに、インキ層5上に艶消し剤7を含有する塗料でトップコート層6が形成されている。インキは、トップコート層用塗料をはじくはじきインキである。トップコート層6の表面に多数のクレーター状の凹部8が形成されている。凹部8の平均直径は0.1〜2.0mmの範囲に設定されているのが望ましい。
(もっと読む)
フルオープンタイプの缶。

【課題】容易に製造され、切り傷が生じにくい、フルオープンタイプの缶2の提供。
【解決手段】この缶2は、フルオープンタイプである。この缶2は、筒状の胴4と、この胴4の天を塞ぐ天蓋6と、保護片8とを備える。上記天蓋6は、ディスク14と、このディスク14の外側に位置しており胴4に取り付けられるリム16と、このディスク14とリム16との境界に位置する裂開線18と、この裂開線18を裂開するためのプルタブ20とを有する。上記保護片8は、基部30と、この基部30の周縁において基部30から垂下するリング32とを備える。この基部30は、このプルタブ20が通過しうる開口36を備える。開封時及び開封後において、上記リング32はディスク14の切り口をカバーするように構成されている。好ましくは、上記リング32は、上記胴4の上端近傍に係止されることによって、この胴4に取り付けられるように構成されている。
(もっと読む)
2ピース缶体用ラミネート金属板および2ピースラミネート缶体
【課題】高い加工度を有し、かつ、レトルトのような厳しい環境に耐える2ピース缶体に好適なラミネート金属板および2ピースラミネート缶体を提供する。
【解決手段】ポリエステル樹脂フィルム層を金属板の両面に有する2ピース缶体用のラミネート金属板。この時、ラミネート金属板を構成する缶体の外面側になるポリエステル樹脂フィルム層の結晶化温度は60〜100℃であり、かつ、表面の中心線表面粗さ(Ra)は0.2〜1.8μmである。好ましくは、缶体の外面側になる前記ポリエステル樹脂フィルム層は、ブチレンテレフタレートを主たる構成単位とする樹脂:40〜100質量%と、エチレンテレフタレートを主たる構成単位とする樹脂:0〜60質量%とからなる。
(もっと読む)
容器の密封方法及び装置
【課題】開口端部にビードを有する部材とカール部を有するマウンテンカップを、環状ガスケットを介して密封する方法において、環状ガスケットのずれを防止する。
【解決手段】カール部の中心点からカール部の垂直中心軸に対してカール部頂部を押し圧しないでかつ30乃至60度の範囲内のみにカール部外側上方向からカール部内側に押え力を付与しながら、ビード部を有する部材とマウンテンカップをクリンチして密封する方法、および、カール部の中心点からカール部の垂直中心軸に対して30乃至60度の範囲内のみを拘束するホルダーと、カール部内周壁をクリンチするコレットと、該コレット内部を摺動してコレットを拡径させるプランジャを備えたこと密封装置を提供する。
(もっと読む)
缶体の缶胴から蓋体を分離する方法および装置
【課題】缶体の缶胴から蓋体を分離する方法を提供すること。
【解決手段】缶体1の缶胴2を保持して仮固定する工程、二重折り曲げ部4の頂部の表面に接触する仮保持具及び仮保持具に軸支された鋭利な先端を持つ楔材からなる折り曲げ部引き起こし具13を用い、缶体の二重折り曲げ部4の頂部の表面に仮保持具を接触させた状態で二重折り曲げ部4と缶胴2との間に楔材の先端を差し込み、楔材の先端を缶体1の頂部側に引き寄せることにより二重折り曲げ部4を引き起こす工程、および二重折り曲げ部4の頂部の表面に接触する仮保持具及び仮保持具に軸支された鋭利な先端を持つ楔材とからなる蓋体分離具を用い、缶体の二重折り曲げ部4の頂部の表面に仮保持具を接触させた状態で二重折り曲げ部4の先端と缶胴との間に楔材の先端を差し込み、楔材の先端を缶体1の頂部側に引き寄せることにより蓋体3を分離する工程を順に実施して蓋体3を分離する方法。
(もっと読む)
フィルム貼着金属缶及びその製造方法
【課題】新規な視覚的効果を有する美観・装飾性に優れたフィルム貼着金属缶を提供する。
【解決手段】缶胴体外面となる金属板の表面に接着剤を介して樹脂フィルムが貼着されたフィルム貼着金属缶において、金属板表面側から順に、(A)熱硬化性接着剤層、(B)グラビア印刷インキ層、(C)ポリエステル樹脂フィルム層、(D)オフセット印刷インキ層、及び(E)熱硬化性クリヤー塗膜層が形成されていることを特徴とするフィルム貼着金属缶。
(もっと読む)
包装容器用蓋
【課題】耐圧性を向上させると共に、缶内圧が異常に上昇してバックリングが発生しても、ブローオフが起きるのを防止することができる包装容器用蓋を提供する。
【解決手段】包装容器用蓋1において、アルミニウム合金板の圧延方向と45°の角度で蓋1の中心Oを通る仮想線L1、L2に対し、この仮想線L1、L2上での外周端部のパネルハイトHをH45とし、圧延方向と90°の角度および圧延方向と平行な角度で蓋1の中心Oを通る仮想線X、Yに対し、この仮想線X、Y上での外周端部のパネルハイトHをH90としたときに、H45>H90を満足し、かつ、圧延方向と45°の角度における仮想線L1、L2上での外周端部から、圧延方向と90°の角度および圧延方向と平行な角度における仮想線X、Y上での外周端部へ向かい、パネルハイトHが連続的に低くなるように形成されていることを特徴とする。
(もっと読む)
缶蓋のシェルプレス成形方法及びそれに用いるシェルプレス用金型
【課題】高さ方向の中間部の屈曲部4cを介して緩傾斜の下方ウォール部4aと急傾斜の上方ウォール部4bとを有する段付きチャックウォール4を備えた缶蓋の製造のためのシェルプレス成形を、1工程の成形操作で、絞りしわや破断を生じさせることなく高能率に行いうる成形手段を提供する。
【解決手段】 前記チャックウォール4を成形するパンチユニット20側のインナープレッシャースリーブ22を、クッション手段25によって常時下方に弾力的に付勢された独立昇降可能なものとして備えたプレス金型を用い、前記インナープレッシャースリーブ22の下方への弾性付勢力をパンチ力として成形用ブランク1Aに前記チャックウォール4を予備成形したのち、この成形されたチャックウォール4を前記インナープレッシャースリーブ22で上方から弾性的に押圧しながら、これをしわ押さえとして機能させた状態で前記強化環状溝3の深絞り成形を行う。
(もっと読む)
ポリマーエマルジョン含有水性塗料
【課題】BPA由来の構成成分を全く用いず、かつ、焼付け後の硬化塗膜の耐蒸気殺菌性を悪化させる原因物質である界面活性剤を実質的に用いずに、ポリマーエマルジョンを形成し、耐蒸気殺菌性、加工性、密着性、耐腐食性に優れる塗膜を形成し得る、缶内面被覆用として好適に用いられる水性塗料を提供すること。
【解決手段】カルボキシル基を有するアクリル系共重合体(B1)を含有するカルボキシル基含有成分(B)、塩基性化合物(C)、及び水(D)を含有してなるポリマーの水溶液ないしエマルジョンの存在下に、エチレン性不飽和モノマー(A1)を含有する被乳化成分(A)、カルボキシル基を有するアクリル系共重合体(G1)を含有するカルボキシル基含有成分(G)、塩基性化合物(C)、及び水(D)を含有するモノマーエマルジョン(2)を、ノニオン性の水溶性ラジカル開始剤(E)でラジカル重合してなるポリマーエマルジョンを含有する水性塗料。
(もっと読む)
耐圧性に優れた缶蓋及びその製造方法
【課題】内圧の異常増大に伴うバックリングの発生を抑制しうる耐圧強度に優れた、薄肉化を可能とする飲料用金属缶の缶蓋とその製造方法を提供する。
【解決手段】コンバージョンプレス加工工程中の、パネルリセス部6及び指掛け凹所11を成形するパネルフォーム成形工程後に、該パネルフォーム成形工程によって生じた強化環状溝3の外側壁3aの真円度の歪みを、該外側壁3aに加工力を及ぼす真円度補正加工によって矯正するものとする。この真円度補正加工は、タブイヤー成形工程、およびレタリング成形工程の任意の1以上の工程において同時に行う。
(もっと読む)
缶蓋
【課題】内圧の異常増大に伴うバックリング現象によって亀裂発生を防止するとともに、不慮にスコアが破断される事態の発生を効果的に防止しうる飲料用金属缶の缶蓋を提供する。
【解決手段】中央パネル部2の外周縁に沿って設けられた強化環状溝3における外側壁3aの高さ方向中間部に、半径方向外側に向って棚状に張り出した棚段部12を前記環状溝の全周に亘って連続状に設ける、この棚段部12の段幅Wは、缶蓋中心と開口片先端を通るY軸線を基準として、開口片8が存する側のY軸線近傍領域において、反対側のY軸線上近傍領域より相対的に広幅に形成する。
(もっと読む)
DI缶
【課題】ピンホールの発生を防止しつつ、缶体重量の軽量化を実現すること。
【解決手段】アルミニウム合金の板材に絞りしごき加工を施して形成された有底筒状のDI缶10であって、前記アルミニウム合金の板材Wは、鋳塊に熱間圧延後、中間焼鈍を施すことなく板厚が0.240mm以上0.270mm以下とされ、胴部11は、肉厚が0.095mm以上0.110mm以下とされるとともに引張り強さが340MPa以上410MPa以下とされていることを特徴とする。
(もっと読む)
DI缶
【課題】ピンホールの発生を防止しつつ、缶体重量の軽量化を実現すること。
【解決手段】アルミニウム合金の板材Wに絞りしごき加工を施して形成された有底筒状のDI缶10であって、かつ前記アルミニウム合金の板材Wは、鋳塊に熱間圧延、冷間圧延が施されるとともに所定板厚とされ、焼鈍により再結晶が生じた中間板材に最終圧下率が45%〜80%の冷間仕上げ圧延が施されて板厚が0.240mm以上0.270mm以下とされ、胴部11は、肉厚が0.095mm以上0.110mm以下とされるとともに引張り強さが340MPa以上410MPa以下とされていることを特徴とする。
(もっと読む)
缶、およびそのための本体ならびにパネル
この発明は、パネルが設けられた本体を含む缶に関し、パネルには、前方タブ部と後方タブ部とを含み、前方タブ部とパネルとの係合によってパネルに開口部を形成する際に把持するためのタブが設けられており、パネルには、少なくとも後方タブ部の下にフリップパネル領域が設けられており、そのパネル領域は、パネル全体にわたる負の圧力差に依存して、後方タブ部の下に窪みを形成する。この発明はまた、そのような缶のための本体およびパネルに関する。  (もっと読む)
(もっと読む)
複数品種の缶体の製造方法および缶体の分別装置
【課題】印刷内容の異なる多品種の缶体を効率良く製造する。
【解決手段】金属製材料を筒状の素缶体に成形する基本成形工程(UC、LU、CP、BM、TR)と、前記基本成形工程(UC、LU、CP、BM、TR)で成形した素缶体の外周面に、複数の印刷機(PR1、PR2)を用いて複数品種(A、B)の印刷を並行して行うとともに品種に対応する識別マークを印刷する印刷工程と、前記印刷工程で印刷された複数品種の素缶体(A、B)が混在した状態で缶体の仕上げを行う仕上げ工程(INS、BO、QNF)と、前記仕上げ工程で仕上げられた複数品種の缶体(A、B)に対し、印刷された識別マークを検出して品種を識別し、識別結果に基づいて缶体を品種(A、B)毎に分別する分別工程(STR)とを含むことを特徴とする。
(もっと読む)
ポリエステルフィルム、その用途およびそれからなる金属ラミネート板、並びにそれからなる金属缶または金属缶蓋
【課題】
[1]機械的特性に優れ、高結晶化度であっても金属板との熱圧着が可能であり、かつ金属板に熱圧着する際の条件変動に対して、金属板にラミネートしたプラスチックフィルムの品質が変化しにくく、しかも比較的低温でも熱圧着可能で、[2]成形加工性に優れ、[3]フィルムを金属板に熱圧着して得られたラミネート金属板やそのラミネート金属板を各種成形加工に付して得られた金属缶体の表面にあるフィルムを結晶化処理しても、フィルムの白化、剥離、ミクロクラックが発生しない、フレーバー性や耐衝撃性に優れた、[4]工業規模での生産性も十分満足できる、ポリエステルフィルムの提供。
【解決手段】
特定のDSC(およびガラス転移温度)を有する2種類のポリエステル樹脂からなるポリエステルフィルム。
(もっと読む)
円筒状容器およびその製造方法
【課題】両端部を把持して捩じるだけで所望の容積減少が確実になし得る円筒状容器およびその製造方法を提供する。
【解決手段】飲料用容器に用いられる円筒状容器1であって、当該円筒状容器1に捩りを加えた際に座屈パターンに変化する、座屈パターン事前体2を胴部に少なくとも1段備えてなるものである。座屈パターン事前体2は、谷線3と、峰線4と、谷線3および峰線4の一方および他方の間にそれぞれ形成された凸面5および凹面6とを有してなるものである。
(もっと読む)
組み立て式コンテナ
【課題】軽量かつ高剛性で丈夫であり、かつ、水洗い等が行えるようなメンテナンスが容易かつ適切に行えるようなコンテナを提供する
【解決手段】パレット上に立設される側板に、独立発泡性の低発泡樹脂を芯材としてその表裏両面に金属膜が貼着された金属・樹脂複合板により形成された側面板を用いる。また、側板により囲まれる収容空間の底部付近に、収容空間に滞留する液体を外部に導出するための開孔を形成する。また、側板は、断面矩形の筒状部材を含む枠部材を有し、その枠部材に側面板が一体化されて形成された構成とする。
(もっと読む)
樹脂被覆缶、及びその製造方法
【課題】 樹脂被覆層が積層形成された樹脂被覆金属素材に、絞り・しごき加工を施して樹脂被覆缶を製造するに際して、立体加飾加工を併せて施しても、樹脂被覆層の損傷などが抑制された樹脂被覆缶、及びその製造方法を提供する。
【解決手段】 樹脂被覆金属素材に絞り・しごき加工を施して有底筒状の素缶10aを成形した後に、立体加飾加工を施そうとする部位を缶内方に変形させてから、缶壁面に張出部12を形成して凹凸形状を付与する。
(もっと読む)
缶蓋
【課題】缶蓋において、巻締め時のチャックミスや巻締め不良を低減する。
【解決手段】 センターパネル10の外周縁に環状溝11が形成され、該環状溝11の外周縁からチャックウォール15およびシーミングパネル20が延設されてなる缶蓋1において、前記チャックウォール15の傾斜角度θが40〜60°に形成され、前記シーミングパネル20は、チャックウォール側から外方に向かって、外面曲率半径R1のシーミングパネルラジアス部21、外面曲率半径R2の第1シーミングウォール部22、外面曲率半径R3の第2シーミングウォール部23、外面曲率半径R4のカバーフック部24が順次連接され、かつ前記カバーフック部24の先端が缶蓋の中心方向を向いてなり、各部の曲率半径がR2>R1>R4 かつ R2≧R3>R4の関係を満たすとともに、缶蓋の最大外周からカバーフック部24の先端までの缶径方向の距離Xが0.2〜3.0mmに形成されている。
(もっと読む)
41 - 60 / 132
[ Back to top ]