
Fターム[3E061AB08]の内容
2以上の構成要素からなる剛性容器 (6,513) | 容器の材料 (1,354) | 単層 (1,065) | 金属 (469) | アルミニウム (132)
Fターム[3E061AB08]に分類される特許
81 - 100 / 132
ドラム缶およびその製造方法

【課題】洗浄性に優れ、胴板1と底板2との接触部分に楔状空間7が存在しないことで内容物が漏出してくることのないドラム缶およびその製造方法を提供する。
【解決手段】筒状胴体部10を形成する胴板1と該胴板1の下端部内面に固定される底板2と該底板2に続く筒状側壁部5とを有するドラム缶において、前記胴板1と前記筒状側壁部5との接合部3の上端よりも上方の胴板1の部分が、前記筒状胴体部10に対して外方凸部4を形成するとともに、さらに前記底板2と前記接合部3の上端と前記外方凸部4とが連続した平滑な面を形成していることを特徴とするドラム缶。
(もっと読む)
アルミニウム缶の成形加工方法
【課題】
DI加工後のDI缶の周方向における高さのバラツキを小さくし、トリミング時の切除片を減少してコストダウンをはかる。
【解決手段】
DI加工に供するブランク材に最適形状を付与する。具体的には缶素材のアルミニウム圧延板の圧延方向に対して、ブランク材の0°方位及び60°方位の各半径線方向の長さを、90°方位の半径方向の長さに対してそれぞれ0.7〜1.6%、および0.8〜1.8%の範囲で相対的に短く設定する。
(もっと読む)
耐食性、密着性に優れるアルミニウム合金缶蓋及びその製造方法

【課題】密着性及び耐食性を有する樹脂被覆アルミニウム合金缶蓋を提供する。
【解決手段】
アルミニウム合金板からなる缶蓋において、前記アルミニウム合金板が、重量%で、Mg:0.2〜5.5%、Si:0.05〜1%、Fe:0.05〜1%、Cu:0.01〜0.35%、Mn:0.01〜2%、Cr:0.01〜0.4%を含有するアルミニウム合金であり、該アルミニウム合金板の少なくとも片側表面に、ジルコニウム化合物をジルコニウム原子換算で3〜30mg/m2含有する表面処理層を有し、さらにその上に、エポキシアクリル樹脂塗料またはポリエステル系樹脂塗料を塗布後乾燥したことを特徴とする、耐食性、密着性に優れる樹脂被覆アルミニウム合金缶蓋。
(もっと読む)
耐食性、密着性に優れる樹脂被覆シームレスアルミニウム缶
【課題】 アルミニウム合金板にノンクロム化成処理被膜を付与し、更にその上を有機樹脂層で被覆した密着性及び耐食性を有するアルミニウムシームレス缶を提供する。
【解決手段】 アルミニウム合金板の少なくとも片側表面に、ジルコニウム化合物をジルコニウム原子換算で2〜20mg/m2、リン化合物をリン原子換算で1〜10mg/m2、有機化合物を炭素原子換算で5〜60mg/m2 含有する有機−無機複合表面処理層を有し、さらにその上に有機樹脂被覆層を有する耐食性、密着性に優れる樹脂被覆アルミニウムシームレス缶。
(もっと読む)
缶体
【課題】 ピンホールの発生を防ぐ。
【解決手段】 胴部11に、当該胴部11を径方向外方から側面視したときの平面積が10mm2以上20mm2以下とされるとともに、凹曲面状とされた凹部13がエンボス加工により複数形成され、互いに隣合う凹部13同士の間隔が1.0mm以下とされている。
(もっと読む)
金属製容器および飲料入り閉止装置
【課題】 容器内圧の上昇を外部から確認できる金属製容器および飲料入り閉止装置を提供する。
【解決手段】 底板部27と、底板部27の周縁から上方に延出する胴部24とを備え、底板部27には、容器20内に向けて突出する断面略円弧状の湾曲部32が形成され、湾曲部32は、曲率半径が60mm以上とされ、かつ容器20内圧が0.4MPaを越え0.6MPa以下の範囲で容器20外に向けて膨出変形するようにされている
(もっと読む)
缶蓋栓、および缶蓋栓を缶本体に接合する方法
何年にもわたって、多くの場合アルミニウム飲料缶蓋に見られる缶蓋を改善する多くの試みがされてきた。従来よりその目的はコスト削減と性能の改善であった。これら目的は、性能レベルを維持しながら、使用される金属の量を削減するために、缶蓋内に種々の構造物を形成するなど、多様な手段によって実現されてきた。ここでは、缶蓋の環状皿穴と中央パネルの間に、中央パネルを湾曲させるまたは単に傾斜内壁を形成するステップ部を使用する。したがってこれらの構造物により、品質を維持し所望の性能を実現しながら、使用される金属の量を削減する。  (もっと読む)
(もっと読む)
容器端部閉鎖部材における補強ビードの成形方法及び装置
内側パネル壁、外側パネル壁またはチャック壁の少なくとも一つの所定位置において成形ツールによって成形されたチャネルまたは溝を含む金属製容器端部閉鎖部材が提供される。改良された形状を備える端部閉鎖部材をスピン成形するための装置及び方法もここで提供される。  (もっと読む)
(もっと読む)
缶蓋
【課題】 良好な搬送性を具備させる。
【解決手段】 センターパネル部11と、チャック壁部12と、シーミングパネル部13とを備え、センターパネル部11の上面に、リベットと、スコアにより画成された開口部とが形成され、前記開口部の上に一端部側が重なるように前記リベットに固着されたタブを備える缶蓋10であって、センターパネル部11とチャック壁部12とは、センターパネル部11の外周縁から径方向内方へ向けて立上がる環状凸部20を介して連結され、センターパネル部11の下面とシーミングパネル部13の末端13bとの、缶蓋10の軸線方向における距離Aが、チャック壁部12の内側における、センターパネル部11の外径と略同一の部分と、シーミングパネル部13の前記軸線方向における上端との、前記軸線方向における距離Bよりも大きくされている。
(もっと読む)
食缶外面用塗料組成物及び塗装食缶。
【課題】 耐打ち抜き加工性、耐レトルト性、耐熱水浸漬蒸気処理性の性能を有し、且つ、低温、短時間焼付で、優れた塗膜を形成し得る深絞り食缶用外面塗料組成物及び該塗料組成物の乾燥塗膜層を有する塗装食缶を提供する。
【解決手段】 ビスフェノール型由来原料を含まない、固形分水酸基価が5〜15、固形分酸価が2未満、数平均分子量が10,000〜12,000であるポリエステル樹脂、及び、ビスフェノール型由来原料を含まない、数平均分子量が1,200〜1,400であるブチルエーテル化ベンゾグアナミン樹脂を含有することを特徴とする深絞り食缶外面用塗料組成物。
(もっと読む)
飲み零(こぼ)しが少ない缶ビ−ル、缶ジュ−ス類の新型容器
【課題】 飲み零しや飲み残しの少ない飲料用缶容器を提供し、缶を大きく傾けても飲み零しを可及的に少なくし、衣服や顔の汚れ、床の汚れを防止し、軽く傾けるだけで中身を完全に飲み干して缶飲料の飲み残しを無くすことを目的とする。
【解決手段】 筒状有底缶容器で飲み口を有する飲料用缶容器の胴部上端に、下唇を当接させる突起部を一体的に形成し、鍔部に沿わせて飲料を直接下唇の上に注ぎ込み、口外へあふれ出すことなく飲料を口中へと誘導するのである。
(もっと読む)
缶体の製造方法及び缶体
【課題】 曲率半径の小さい角型形状のコーナ部においてもシワの少ない巻締め部を形成することのできる缶体の製造方法及びその缶体を提供する。
【解決手段】 蓋体20の周縁部22を缶胴体10のフランジ12の形成された開放端部に巻締めることにより形成された巻締め部40を有する角型形状の缶体100の製造方法及びその缶体100であって、角型形状のコーナ部Cでの絞り比が1.40以上1.56未満となる条件で蓋体20の周縁部22を缶胴体10の開放端部に巻締めて前記巻締め部40を形成する工程を有する構成となる。
(もっと読む)
シームレスアルミ角形缶
【課題】角形缶開口部にネッキング、フランジング加工を施してネック部及びフランジを形成しても、フランジコーナー部に割れが発生することのない、耐フランジ割れ性、、成形性、耐圧性に優れたシームレスアルミ角形缶を提供する。
【解決手段】側面無継目の角形胴部1の開口部に、ネッキング、フランジング加工を施してネック部1n及びフランジ1fを形成し、両端開口部に有機コンパウンド2bを介して天蓋2と底蓋3を二重巻き締めしたシームレスアルミ角形缶であって、角形胴部1の開口部にネッキング及びフランジング加工を施して形成したフランジコーナー部1fcの半径(R)が5〜10mmであり、かつ、加工前のアルミニウム板硬度(Hv)が35〜75であり、加工後のアルミニウム板硬度(Hv)が45〜75である、ことを特徴とする。
(もっと読む)
飲料用容器、飲料用容器の蓋
【課題】本発明の目的は、飲み口の位置を目で確認しなくても、容易に飲料を飲むことができる飲料用容器を得ることにある。
【解決手段】容器本体12に取付けられる飲料用容器の蓋13は、蓋体31、飲み口32、および凸部33を具備する。蓋体31は、上面35と側面36とを有する。飲み口32は、蓋体31の上面35の側面36寄りの部位に開口する。凸部33は、蓋体31の側面36において、飲み口32の近傍で該飲み口32と対応した部位に形成される。凸部33は、下唇Lがこの凸部33に接することで飲み口32の位置を下唇Lの感触により飲用者に知覚せしめる。
(もっと読む)
缶体
【課題】胴部を良好かつ確実に把持することが可能になる。
【解決手段】胴部11に、缶軸方向および周方向の大きさが各々10mm以上25mm以下とされた径方向内方へ凹むドーム部15が、当該胴部11における同一の缶軸方向位置に、周方向に一定の間隔をあけて複数形成され、これらのドーム部15の外周縁15a同士の間のうち、その缶軸方向中央部の間隔Aは、1mm以上6mm以下とされている。
(もっと読む)
バルジ缶、バルジ缶の製造方法及びバルジ缶の製造装置
材料の機械的強度を低下させずに、すなわち、焼鈍しなくても、エアーブローによる内圧を用いて、張り出し率の大きなバルジ成形を可能とし、かつ、品質,生産性及び経済性を向上させることの可能なバルジ缶、バルジ缶の製造方法及びバルジ缶製造装置の提供を目的とする。 シール缶を、エアーブローの内圧を利用してバルジ成形したバルジ缶1であって、バルジ部13の張り出し率を15%以下とし、かつ、バルジ部13の板厚に関して、下記板厚減少率α=(Tb−Ta)×100/Tb(ただし、Tb:バルジ成形前の板厚[mm],Ta:バルジ成形後の板厚[mm])を6%以下とした。 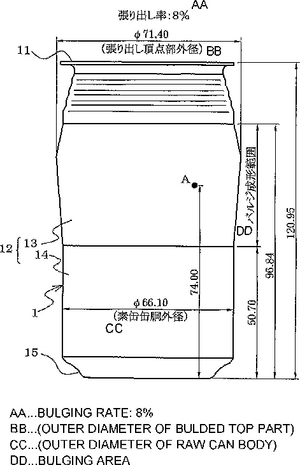 (もっと読む)
(もっと読む)
入浴剤用金属製缶容器
【課題】容器外面の汚染(従来の容器に生じていた密封材漏出による汚染)、入浴剤の固結、入浴剤に含まれる色素の褪色、香りの強度の低下等の問題が生じない入浴剤用金属製缶容器の提供。
【解決手段】缶胴10および端板14で形成され、缶胴の上端縁12と端板の周縁16とが巻き締めによって密封結合され、入浴剤を収容する金属製缶容器である。缶胴と端板との巻き締め結合部分に密封材を用いていない。巻き締め結合部分の密封度が、条件「内容物のない空の状態で密封した前記缶容器を水中に置き、前記缶容器に設けた試験用空気注入口から前記缶容器内に圧力0.02MPaの空気を1分間注入した時に検出される前記缶容器からの漏洩空気量が20mL以下である」を満たす。
(もっと読む)
缶体
【課題】 良好にガス置換効率の向上を図ることができる缶体を提供する。
【解決手段】 胴部11、径方向内方へ凹むドーム部15が、同一の缶軸方向位置に、周方向に一定の間隔をあけて複数形成されるとともに、同一の周方向位置に、缶軸方向に一定の間隔をあけて複数形成され、周方向で隣合う2つのドーム部15、およびこれらのドーム部15に缶軸方向で隣合う2つのドーム部15により囲まれた領域は、径方向内方へ凹む凹部16とされ、内部に大気圧より高い圧力をかけた状態で内容物が密封されると、ドーム部15および凹部16が密封前よりも径方向外方へ向けて変形され、開栓したときに、前記変形が復元される。
(もっと読む)
潰し線付き飲料缶
【課題】飲料等に使われているスチール缶及びアルミ缶は、底部と上蓋部が硬く強度もあり、使用後も製造時と同様の形状で集荷されている。そのため軽いにも関わらず運搬の量は限定されていた。
【解決手段】缶製造の段階で缶の胴体に潰し線を打刻し、使用後は上蓋と底部を内側に押さえれば打刻した線に沿って簡単に折れる。更に潰し線が集合する箇所は、繋がずに離した状態なので薄い缶でも強度が保てるし、穴が空いて内容物が流れ出す事もない。
(もっと読む)
シームレス缶体
【課題】色彩が鮮やかで、モアレ、ロゼッタパターンが無く、連続的階調表現を行うことができる美粧性に優れた印刷インキ層を缶胴部外面に備え、安価なシームレス缶体を提供する。
【解決手段】缶胴部2外面に印刷インキ層4と、印刷インキ層4を被覆する仕上げニス層5とを備える。印刷インキ層4は、35〜70Pa・秒、好ましくは38〜65Pa・秒、さらに好ましくは40〜60Pa・秒の範囲の塑性粘度と、9〜24、好ましくは10〜22、さらに好ましくは10〜20の範囲のタック値とを備える印刷インキを用いると共に、樹脂凸版を用いるオフセット印刷により形成される。印刷インキ層4は、30〜60μmの範囲の直径を備える網点が、12万個/cm2以下の範囲で、好ましくは40〜60μmの範囲の直径を備える網点が、7万個/cm2以下の範囲で、不均一に配置されている。
(もっと読む)
81 - 100 / 132
[ Back to top ]