
Fターム[3E078AA04]の内容
紙の機械的加工;段ボール製造機 (1,242) | 目的 (187) | 仕様変更対応 (25)
Fターム[3E078AA04]の下位に属するFターム
段変更時 (1)
紙継ぎ(ロール補充)時 (7)
複両面段ボール←→両面段ボ−ル
自動化 (4)
通紙容易 (1)
Fターム[3E078AA04]に分類される特許
1 - 12 / 12
ティシュペーパー製品の製造方法、ティシュペーパー製品及びティシュペーパー製品用の二次原反ロールの製造方法
【課題】薬液が付与されたトイレットロール製品を効率良く生産する。
【解決手段】
抄紙設備で製造した一次原反ロールを、プライマシンにて薬液が付与された二次原反ロールとし、その際に二次原反ロールの巻き取り外周部分を一部薬液非付与の連続シートで構成し、その二次原反ロールを用いてマルチスタンド式インターフォルダで折り畳みティシュペーパー束を得て、そのティシュペーパー束を収納箱に収納してティシュペーパー製品とする。
(もっと読む)
平坦材料用のエンボス加工装置

【課題】二次元的に広がる材料を処理するために使用されるエンボス加工装置のエンボス加工ロールを、交換可能に構成する交換ユニットを提供する。
【解決手段】交換ユニットは、例えば終端位置決め面8,9を備えた円筒2として構成できる。エンボス加工装置14のスタンド13は対応する受け座11,12を有し、これらの受け座は高精度でそれぞれの交換ユニット2を受け入れる。交換ユニット2に受け入れられるエンボス加工ロール1,4は、挿入されたならばその作動位置に位置され、固定部材の位置決め面8,9が関係する受け座11,12によって受け止められ、さらなる調整を遂行する必要はない。特にこのようなエンボス加工装置14の被駆動エンボス加工ロール1は実質的に少ない作業で交換でき、このことは保守作業および接続工程の再構成を迅速に遂行できるようにする。
(もっと読む)
ティシュペーパー製品用二次原反ロールの製造方法及びティシュペーパー製品の製造方法
【課題】薬液噴霧の有無が容易に切り替えられ、かつ高速運転が可能なティシュペーパー製品用二次原反ロールの製造方法を提供する。
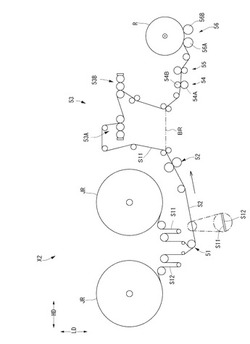
【解決手段】複数の一次原反ロールJRから繰り出される一次連続シートS11、S12をその連続方向に沿って積層して積層連続シートS2とする積層工程(51)と、第一噴霧器から吐出させた薬液の第1の流れと第2噴霧器から吐出させた薬液の第2の流れとを交差させ、より流速の速い前記第1の流れに乗せて、前記積層連続シートに噴霧することにより付与する薬液噴霧工程(53)と、積層連続シートS2をティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットするスリット工程(55)と、スリットされた各積層連続シートS2を同軸で巻取ってティシュペーパー製品の製品幅又はその複数倍幅の複数の二次原反ロールRを形成する巻取り工程(56)と、を有するティシュペーパー製品用二次原反ロールの製造方法とする。
(もっと読む)
ティシュペーパー製品用二次原反ロールの製造方法及びティシュペーパー製品の製造方法
【課題】低コストで薬液噴霧を行うことができ、且つ、薬液噴霧の有無を容易に切り替え可能であるティシュペーパー製品用二次原反ロールの製造方法を提供すること。
【解決手段】複数の一次原反ロールJRから繰り出される一次連続シートS11、S12をその連続方向に沿って積層して積層連続シートS2とする積層工程(51)と、積層連続シートS2に対して薬液を噴霧状態で付与する薬液噴霧工程(53)と、積層連続シートS2をティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットするスリット工程(55)と、スリットされた各積層連続シートS2を同軸で巻取ってティシュペーパー製品の製品幅又はその複数倍幅の複数の二次原反ロールRを形成する巻取り工程(56)と、を有するティシュペーパー製品用二次原反ロールの製造方法とする。
(もっと読む)
シガレット・チップのチップ・カバーにエンボシングを施す方法
エンボシング装置であって該エンボシング装置の少なくとも2つのプリント・ローラの間に導入された少なくとも1つの平らな材料(4)上に規定可能なパターンをエンボシングするためのエンボシング装置(1)において、エンボシング・ローラの動作が同期されており、ローラ(2,3)はまた、少なくとも2つのエンボシング・トラック(5,6)を含んでおり、エンボシング・ローラ(2,3)の動作は、互いに係合する同期手段であって、該エンボシング・ローラ(2,3)の側面全体にわたって分配された、異なるエンボシング・トラック(5,6)に対応する同期手段(7,8)によって互いに同期されるか、又は電子的及び/又は電気機械的に互いに同期されており、同じエンボシング・ローラ(2,3)の異なるエンボシング・トラック(5,6)に対応する同期手段(7,8)が、互いにオフセットされている、エンボシング装置。 (もっと読む)
コルゲートマシン
【課題】スリッター装置の切り換え時において、トリム部分を適正な大きさで確実に切断してトリム吸入口ヘのトリム部分の吸入及び吸入停止を確実にするコルゲートマシンを得る。
【解決手段】段ボールシートSの両端部をスリッタースコアラー装置12のスリッター軸18の最外側のカッター19によりスリットすることで、段ボールシートSの両端部にトリム部分Tが発生する。スリッタースコアラー装置12に対して段ボールシートSの搬送方向下流側に、トリム部分Tを吸入する為のトリム吸入口20が支持台26を介して設置される。各スリッタースコアラー装置12のスリッター軸18とトリム吸入口20との間とされる箇所に、スリッタースコアラー装置12の幅方向に沿って移動させる移動機構30を介して、トリム部分Tの始端及び終端を切断する為のトリムカット装置36の本体部分が設置される。
(もっと読む)
コルゲートマシン、および段ボールの生産管理装置並びに生産管理方法
【課題】スリッタスコアラなどのオーダ切替に伴う不良以外の生産不良が発生した場合でも、多数の連続するオーダ中の各オーダ通りの生産を確保できるコルゲートマシンを提供する。
【解決手段】生産工程計画PN8について、生産不良が計画開始位置P3に到達した場合、生産不良が割り当てられる予定の段ボールシートは、オーダ4の2枚目シートと特定される。生産不良の除去工程がオーダ4の2枚目シートの位置に追加され、生産工程計画PN8が生産工程計画PN80に変更される。特定されたシートの生産工程とそれ以降の順位のシートの生産工程とが除去工程の追加に伴い繰り下げられる。生産工程計画PN80の切替不良の除去工程が実行された後、オーダ4の2枚目シートの生産工程は生産不良の除去工程の後に繰り下げられ、新たな生産工程計画PN81が作業メモリ380に記憶される。
(もっと読む)
コルゲートマシン、および段ボールの生産管理装置、生産管理方法並びに生産管理プログラム
【課題】スリッタスコアラなどのオーダ切替に伴う不良以外の生産不良が発生した場合でも、多数の連続するオーダ中の各オーダ通りの生産を確保できるコルゲートマシンを提供する。
【解決手段】生産工程計画PN8について、生産不良が計画開始位置P3に到達した場合、生産不良が割り当てられる予定の段ボールシートは、オーダ4の2枚目シートと特定される。生産不良の除去工程がオーダ4の2枚目シートの位置に追加され、生産工程計画PN8が生産工程計画PN80に変更される。特定されたシートの生産工程とそれ以降の順位のシートの生産工程とが除去工程の追加に伴い繰り下げられる。生産工程計画PN80の切替不良の除去工程が実行された後、オーダ4の2枚目シートの生産工程は生産不良の除去工程の後に繰り下げられ、新たな生産工程計画PN81が作業メモリ380に記憶される。
(もっと読む)
段ボールシートのスリッタスコアラ装置及びコルゲータ装置
【課題】1ロット且つ1工程で複数の適切な罫線が得られる段ボールシートのスコアラ装置を提供する。
【解決手段】本発明は、コルゲータのドライエンド(200、300)における段ボールシート(DS)の供給ラインに設けられたスリッタスコアラ装置(1)であって、段ボールシートを切断するスリッタ(4)と、段ボールシートの供給方向に直交する方向の所定位置まで移動すると共に罫線付与時に少なくともその一方が他方との間隔を調整するように上下方向に移動し、段ボールシートに罫線を付与するための複数の上下一対となっているスコアラ(6、8、C1〜C4)と、これらのスコアラの移動を制御するスコアラ制御手段(100)と、所定のオーダ情報に基づいて、スコアラ制御手段に、複数のスコアラの上下方向の移動量を各スコアラ毎に個別に制御して罫線を付与するように情報を提供する移動量制御手段(100)とを有する。
(もっと読む)
用紙加工装置
【課題】用紙の加工予定位置の設定作業を容易に且つ正確に行うことができる用紙加工装置を提供すること。
【解決手段】搬送手段2と、搬送経路20の途中に設けられた加工手段4Aと、を備えた用紙加工装置1において、加工手段が停止した状態で搬送手段が作動し得るテスト状態を、設定し、テスト状態において、搬送手段を作動させ、搬送される用紙の加工予定位置が指標手段が指し示す指標位置と一致したことを、加工の種類と共に、入力手段から入力し、その入力を受けて、用紙の先端位置から指標位置までの距離を求め、その距離を加工予定位置として、加工の種類と共に、記憶手段に記憶させ、搬送手段を作動させながら、用紙に対して、記憶されている加工予定位置にて、記憶されている種類の加工を施すよう、加工手段を制御するようになっていることを特徴としている。
(もっと読む)
コルゲートマシンおよびこれに用いる生産管理装置
【課題】製品ロスを大幅に少なくできるとともにユーザの多様なニーズに対応できるカットオフ長制御部を備えたコルゲートマシンを提供する。
【解決手段】連続して搬送される段ボールをその搬送方向に略直交する方向に切断して段ボールシートとするカットオフ装置と、少なくともカットオフ装置の切断長を制御するカットオフ長制御部81を有し、装置全体の動作を制御する生産管理装置21と、を備えるコルゲートマシンであって、カットオフ長制御部81には、不良部分切断時における最大切断長を変更可能に設定できる最大切断長設定部87と、不良部分切断時における最小切断長を変更可能に設定できる最小切断長設定部89と、段ボールに存在する不良部分長さに合わせて、最大切断長と最小切断長との間に位置する不良切断長および不良切断枚数を演算する不良切断長算出部85が備えられている。
(もっと読む)
雌型または雄型を製造するための方法
エンボス型を回転式の押し抜き装置または輪転印刷機に取り付ける際に取り付け時間を大幅に減少させる必要がある。そのためにエンボス型のうち雌型(A2)か雄型(A3)のいずれかが成形材料によって形成され、当該成形材料は対応するはめ合わせ型によってエンボス加工された後に変形されて硬化される。雌型(A2)においては見当調整部があらゆる方向において所定の移動行程の分だけ均一に移動することによって重複部(A5)が作られる。  (もっと読む)
(もっと読む)
1 - 12 / 12
[ Back to top ]