
Fターム[3E078CD03]の内容
紙の機械的加工;段ボール製造機 (1,242) | 段ボールの製造(制御) (33) | 複数の工程間の制御 (26) | 位置合わせ制御 (11)
Fターム[3E078CD03]に分類される特許
1 - 11 / 11
段ボールシートのスリッタスコアラ装置及びそのスリッタナイフ及びスコアラの位置補正制御方法
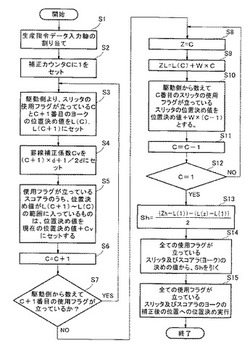
【課題】所望するシート幅の段ボールシートを得るようスリッタナイフの幅方向の位置決めを効果的に行うことが出来るスリッタスコアラ装置を提供する。
【解決手段】本発明のスリッタスコアラ装置1は、段ボールシートの供給方向に対して幅方向に並列して配置されシートを切断するスリッタナイフ80,82を有する複数のスリッタ6と、複数のスリッタをシート幅方向にそれぞれ独立して移動させるスリッタ幅方向移動手段90,112,104,84,114,16と、複数のスリッタのうち生産オーダに基づいて使用されるスリッタを選択し、所望する段ボールシートの幅方向の寸法を基準にした初期位置に対し、スリッタナイフによる削り量に応じて幅方向の位置の補正量を算出し、この算出された補正量に基づいた位置にスリッタナイフを位置決めするようスリッタ幅方向移動手段を制御する制御手段とを有する。
(もっと読む)
エンボス加工用版部の取付構造

【課題】異なる形状の抜型であっても同一のエンボス加工用版部を正確に位置決めして取り付けることができるエンボス加工用版部の取付構造に関する。
【解決手段】エンボス加工用版のベース部に、取付用孔部と3つ以上のガイド孔とを設け、基板の所定位置には前記ガイド孔と同一の配置で、同一の断面形状に設定された基板側ガイド孔お設け、前記ガイド孔及びこれに整合する基板側ガイド孔と略同一の断面を有し、これらの孔に挿通可能な長さを備えたガイドピンとを設け、全てのガイド孔と整合した基板側ガイド孔に前記ガイドピンを挿通して、基板に対するエンボス加工用版部の取付位置を正確に位置決めしうることを特徴とする。
(もっと読む)
コルゲータの紙端位置調整方法及び装置
【課題】コルゲータのウェブ材の紙端位置と糊線位置を検知して、これら3計測点のずれ量調整を低コストで精度良く行なうことを可能にする。
【解決手段】シングルフェーサにおいて、中芯i及びライナlの紙端位置E1及びE2と糊ダム40,42により形成される糊線位置E3とのずれ量調整を行なう際に、上段ロール12に巻回された中芯iと、糊付けロール34に配置された糊ダム40,42と、中芯iとの接着部より上流側の裏ライナl1とが一望可能な位置に配置された撮像装置60a、60bにより、中芯i及び裏ライナl1の紙端位置E1及びE2と糊線位置E3とを同一画像内に撮像し、濃淡処理等の画像処理により、該3計測点E1〜E3を検出し、これらの検出値に基づいて3計測点E1〜E3のずれ量調整を低コストで精度良く自動化できるようにした。
(もっと読む)
フィルムのエンボス成形装置、エンボス成形方法、および製袋方法
【課題】製袋機上でフィルム切れやピッチズレ等の問題を生じることなくエンボス加工を行う。
【解決手段】凹型10の凹深さC1が1.0〜1.4mmであり、凹型10および凸型20は、フィルムを介在させることなく嵌め合わせたときに、凸型20の天面22と凹型10の底面12との隙間(天隙間)が0.1mm以下、凸型20の天面側の角部24と凹型10の側面13との片側あたりの隙間(頂部差)が0.5mm以下、凸型20の側面23と凹型10の開口側の角部16との片側あたりの隙間(裾部差)が0.4mm以下である凹型および凸型を用いて、厚さ0.05〜0.25mmのフィルムを互いに対をなす凹型および凸型の間に挟みこみエンボス成形する。
(もっと読む)
多重ウェブ貼り合わせのための整列装置およびその方法
本発明は段ボールのような多重原紙の貼り合わせで成り立つ貼合紙の製造のために貼合装置に投入されるウェブの位置を整列させてくれる多重ウェブ貼合装置の整列装置及びその方法に関することで、ウェブ供給部からウェブを供給受けて一定な高さで維持してくれるベース;上記ベースを通過するウェブの少なくともある一側端の位置を感知する感知部;上記ベースを通過するウェブの一側面に接触され、互いに分離された少なくとも二つで成り立って同一な操向角に同調されてウェブの位置を移動させることができる調整部;及びあらかじめ設定された位置に基準位置を設定して、上記感知部を通じて上記ベースを通過する上記ウェブの少なくともある一側端の位置を測定して、上記調整部を通じて上記基準位置に上記ウェブの対応位置を移動させてくれる制御部で成り立つ。  (もっと読む)
(もっと読む)
コルゲートマシン、および段ボールの生産管理装置、生産管理方法並びに生産管理プログラム
【課題】スリッタスコアラなどのオーダ切替に伴う不良以外の生産不良が発生した場合でも、多数の連続するオーダ中の各オーダ通りの生産を確保できるコルゲートマシンを提供する。
【解決手段】生産工程計画PN8について、生産不良が計画開始位置P3に到達した場合、生産不良が割り当てられる予定の段ボールシートは、オーダ4の2枚目シートと特定される。生産不良の除去工程がオーダ4の2枚目シートの位置に追加され、生産工程計画PN8が生産工程計画PN80に変更される。特定されたシートの生産工程とそれ以降の順位のシートの生産工程とが除去工程の追加に伴い繰り下げられる。生産工程計画PN80の切替不良の除去工程が実行された後、オーダ4の2枚目シートの生産工程は生産不良の除去工程の後に繰り下げられ、新たな生産工程計画PN81が作業メモリ380に記憶される。
(もっと読む)
段ボールの製造方法
波形シートの段に接着剤を塗布する方法は、アプリケータロールの外面に接着剤層を塗布するステップと、アプリケータロールを回転させるステップと、アプリケータロールに隣接するウェブポジショニングロールを回転させるステップとを含む。ウェブポジショニングロールおよびアプリケータロールはそれぞれ回転軸を有し、それらのロールの外面間にギャップを画定する。接着剤層から段に接着剤を塗布するために、アプリケータロールの外面に隣接する経路に沿って波形シートを移動させる。制御システムを利用して、回転軸を、互いに対して実質的に平行に自動的に維持する。他の例では、制御システムが、ギャップの所望の幅を自動的に維持し、段頂に加える所望の圧力を自動的に維持し、かつ/または段高さを自動的に決定することができる。 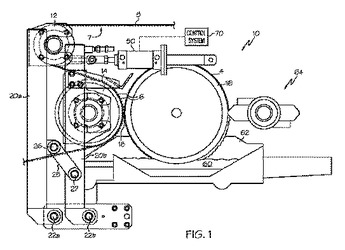 (もっと読む)
(もっと読む)
エンボス加工装置
少なくとも1つのエンボス加工線要素(10)を含むエンボス加工面を有する剛性のエンボス加工ロール。この剛性のエンボス加工ロールにはエラストマー被覆ロールが対向しており、少なくとも1つのエンボス加工線要素は、トップ部(12)を含み、このトップ部は、第1の縁とこの第1の縁に対向する第2の縁、並びに、該第1の縁と第2の縁(21,23)の間で計測される幅Aを有する。前記第1の縁又は第2の縁のいずれかに隣接してステップ部(24)が配置され、このステップ部は、ライザ部(28)とランド部を有する。ランド部は、エンボス加工線要素のライザ部と側壁(18,19)の間で計測される幅Bを有し、ライザ部は、エンボス加工線要素の底に対して直交する軸に沿って計測されるランド部とトップ部の間の縦方向の高さCを有する。結果として、Aは、約0.010インチ(0.254mm)から約0.10インチ(2.54mm)の間であり、Bは、約0.010インチ(0.254mm)から約0.10インチ(2.54mm)の間であり、Cは、約0.0025インチ(0.0635mm)から約0.015インチ(0.381mm)の間であり、比C/Bは、約0.25から約1.5の間であり、A/Bの比は、約0.1から約10.0の間である。 (もっと読む)
無加工の耳を有する紙匹および段ボール紙の位置制御方法およびその装置
【課題】製造の精度を向上させる。
【解決手段】好ましくは、段ボール紙および無加工の耳を有する段ボール紙の製造において使用される1枚以上の紙匹、特に紙状または板紙状の紙匹の位置を制御する方法、およびその装置に関する。位置操作装置によって紙匹の位置を制御するために、位置検出手段が下流にて検出した位置情報が用いられる。
(もっと読む)
複両面段ボール製造装置
【課題】 複両面段ボール製造装置に関し、中芯の段頂部が潰れてしまうのを防止するとともに、中芯の段頂部同士を確実に同調させて貼り付けられるようにして、複両面段ボールシートの強度をより向上できるようにする。
【解決手段】 片面段ボールシート6,7の段山の位置ずれ量に基づいて片面段ボールシート6,7の少なくとも一方にかかる張力を調整する位置ずれ調整手段41を備える。また、位置ずれ調整手段41による片面段ボールシート6,7の調整位置よりも片面段ボールシート6,7の搬送方向上流側もしくは下流側に設けられ、片面段ボールシート6,7をそれぞれ巻回させて搬送する複数の搬送ロールのうち少なくとも片面段ボールシート6の中芯2側の面と接する搬送ロール14,16を、表面が波形に成形されていないロールで構成する。
(もっと読む)
段ボール紙及び段ボール紙の製造方法
【課題】 強度を損なうことなくクッション性を向上させるとともに、平板シートの外側からの力の受けを分散して受けることができるようにして平板シートに凸凹を生じ難くする。
【解決手段】 一対の波形シートWa,Wbを備え、一方の波形シートWaの頂部tが他方の波形シートWbの谷底sに入り込んで接合され、他方の波形シートWbの頂部tが一方の波形シートWaの谷底sに入り込んで接合され、一対の波形シートWa,Wbの各谷底sの両外側に平板シートFa,Fbが接着され、一対の波形シートWa,Wbをその頂部tのピッチP1,P2をいずれも同じにして形成し、波形シートWa,Wbの頂部t及び谷底sを平坦に形成し、波形シートWa,Wbの頂部tの幅寸法を寸法aとし、波形シートWa,Wbの頂部t間寸法を寸法bとし、波形シートWa,Wbの谷底sの幅寸法を寸法cとし、寸法a,寸法b及び寸法cの関係を、寸法b≧寸法c>寸法aにした。
(もっと読む)
1 - 11 / 11
[ Back to top ]