
Fターム[3F056AB02]の内容
線材巻取一般 (802) | 線材巻取の形式、方式 (101) | サーフェス(フリクション)ドライブ型 (28)
Fターム[3F056AB02]に分類される特許
1 - 20 / 28
糸巻取装置及び動作原点位置調整方法
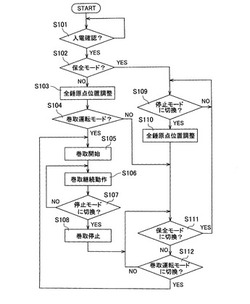
【課題】糸巻取装置において、常に、動作部の原点が正しく調整された状態で巻取を行う。
【解決手段】巻取ユニットは、動作部として、開閉部材、糸寄せレバー、ペッグ、可動筒体、糸継装置、上糸捕捉案内部材、下糸捕捉案内部材、及び、シャッターを備え、これらの動作部を動作させて糸の巻取を行う巻取運転モードと、保全を行うために動作部を停止させる保全モードのいずれかのモードで動作する。ある巻取ユニットにおいて、保全モードから巻取運転モードに切り換えられたときには、当該巻取ユニットの各動作部の動作原点位置の調整を行ってから、糸の巻取を再開させる。また、複数の巻取ユニットを備えた自動ワインダーの電源がオンになったときに、全ての巻取ユニットにおいて、各動作部の動作原点位置の調整を行う。複数の動作部の動作原点位置の調整は、一斉には行わず、一部分ずつ、所定の順序に沿って行う。
(もっと読む)
自動ワインダー

【課題】巻取りフレームが分割フレーム構造として構成してある巻取りユニットにおいて、巻取りフレームの堅牢性を向上して振動の発生を防止する。
【解決手段】巻取りユニット3の巻取りフレーム8は、最上部に配置される上段フレーム11と、上段フレーム11の下部に配置される次段フレーム12とを含んで、分割フレーム構造として構成する。上段フレーム11は、箱状に形成されて、その底面が平板状の下壁39で形成してある。次段フレーム12は、箱状に形成されて、その上面が平板状の上壁50で形成してある。上段フレーム11の下壁39の下面に設けた上段接合座42と、次段フレーム12の上壁50の上面に形成した次段接合座51とが、互いに面接触する状態で両フレーム11・12を接合する。上段接合座42と次段接合座51とは、互いに密着する向きに締結する複数の第1締結具45・46で固定する。
(もっと読む)
ボビンセット装置及びそれを備える糸巻取機
【課題】供給されるボビンがボビン保持部に衝突することを防止した構成のボビンセット装置を提供する。
【解決手段】ボビンセット装置は、ボビン把持部52と、経路調整板59と、を備える。揺動アーム58は、揺動軸111に取り付けられ、当該揺動軸111を中心軸として回転することにより揺動する。ボビン把持部52は、紡績糸を巻き付けるためのボビン48を把持し、当該ボビン48を目標位置としてのボビンホルダ72に供給可能である。経路調整板59は、ボビン48がボビン把持部52により前記目標位置に供給されるときの経路(ボビン供給経路)を調整可能である。
(もっと読む)
糸巻取機及び繊維機械
【課題】2字以上の文字か数字か記号のうち少なくとも一つを、少ない入力回数で変更できる技術を提供する。
【解決部】操作パネル21は、RAMによって記憶された文字か数字か記号かのうち少なくとも一つを複数横に並べて表示する7セグ表示器22と、操作パネル21に配置され、7セグ表示器22に表示された文字と数字と記号のうち少なくとも一つを変更する操作ボタンユニット23と、を配置する。操作ボタンユニット23は、7セグ表示器22に表示された変更しようとする文字と数字と記号のうち少なくとも一つの位置を選択するための、横方向に並べて配置される左ボタン23dと右ボタン23cと、左ボタン23d又は右ボタン23cによって選択された文字と数字と記号のうち少なくとも一つを変更するための、縦方向に並べて配置される上ボタン23aと下ボタン23bと、を含んで構成される。
(もっと読む)
綾振ドラム及びそれを備える糸巻取装置
【課題】糸の巻取りを開始する場合又は再開する場合に、綾振溝に糸をより確実に素早く案内できる綾振ドラムを提供する。
【解決手段】綾振ドラム24の外周面には、綾振溝91と、案内溝92と、が形成されている。綾振溝91は、糸20をトラバースさせる。案内溝92は、綾振溝91の外部にある糸20を綾振溝91へ案内する。綾振溝91は、綾振用溝壁81と、反対側溝壁82と、を有している。綾振用溝壁81は、糸20を巻取ボビンに巻き取るときに綾振溝91内の糸20と接触する。反対側溝壁82は、綾振用溝壁81と溝幅方向で反対側に位置している。そして、案内溝92は、反対側溝壁82に接続するように形成されている。
(もっと読む)
糸巻取装置及びパッケージの回転不良検出のためのアラーム閾値決定方法
【課題】パッケージの回転不良を高精度に自動検出できる糸巻取装置を提供する。
【解決手段】自動ワインダは、巻取ユニット16と、機台制御装置11と、を備える。巻取ユニット16は、糸の巻取作業を行う。機台制御装置11は、巻取ユニット16の制御を行う。機台制御装置11は、理論パッケージ算出部27と、演算部17と、を備える。理論パッケージ算出部27は、理論パッケージ回転数を算出する。演算部17は、パッケージの回転不良を判定するためのアラーム閾値を理論パッケージ回転数に基づいて決定する。アラーム閾値は、巻取ユニット16に入力される。巻取ユニット16が備えるアラーム判定部76は、パッケージの実際の回転数と、アラーム閾値と、を比較してアラーム判定を行う。
(もっと読む)
糸巻取機及びパッケージの製造方法
【課題】特定のパッケージ回転数で発生する大きな振動を防止しつつ、パッケージの生産効率を向上させることができる糸巻取機を提供する。
【解決手段】自動ワインダが備えるワインダユニット10は、クレードル23と、巻取ドラム24と、パッケージ回転数検出部52と、モータ制御部54と、を備える。クレードル23は、パッケージ30を回転可能に支持する。巻取ドラム24は、パッケージ30を回転させる。パッケージ回転数検出部52は、パッケージ30の回転数を検出する。モータ制御部54は、巻取ドラム24の回転数を制御する。そして、モータ制御部54は、パッケージ回転数検出部52が検出したパッケージ30の回転数が所定の回避回転数に達した場合、巻取ドラム24の回転数を所定回転数まで減らすように制御する。
(もっと読む)
糸巻取機及び糸巻取方法
【課題】加速巻取区間のトラバース幅の制御方法を例えば糸の巻き方法に応じて柔軟に変更することができ、年輪や綾落ちの発生を抑制できる糸巻取機を提供する。
【解決手段】自動ワインダは、パッケージ駆動モータ41と、トラバース駆動モータ45と、トラバース幅短縮部63と、を備える。トラバース駆動モータ45は、パッケージ駆動モータ41により回転する巻取ボビン22に巻き取られる糸20を綾振るためのトラバースガイド11を往復駆動する。トラバース幅短縮部63は、加速巻取区間において、設定器51で設定された初期トラバース幅に基づく目標トラバース幅より小さい一定の縮小トラバース幅でトラバースを行うようにトラバース駆動モータ45を制御する縮小幅一定モードと、縮小トラバース幅から巻取速度が増加するにつれて連続的に増加するトラバース幅でトラバースを行うようにトラバース駆動モータ45を制御する縮小幅変更モードと、を有する。
(もっと読む)
糸巻取装置及び糸巻取方法
【課題】巻取時のクレードルの振動に応じて巻取速度を制御することができる糸巻取装置及び糸巻取方法を提供する。
【解決手段】ワインダユニット10は、パッケージ30を回転可能に支持するクレードル23と、クレードル23の振動の強さを検知する歪みゲージ80と、パッケージ30の回転速度を制御するモータ制御部54と、を備えている。モータ制御部54は、前記歪みゲージ80によってクレードル23の振動を監視し、検知される振動の強さに応じてパッケージ30の回転速度を制御する。
(もっと読む)
綾振ドラム及びこれを用いた糸巻取装置
【課題】リボン巻き防止のためにワインド数の異なるトラバース溝に切り替えても、パッケージの両端面に段を発生しにくくさせ、外観の体裁の良好なパッケージを製造することができる綾振ドラム及びこれを用いた糸巻取装置を提供する。
【解決手段】トラバース溝21は、第1端部である開始点Aから第2端部である折返し点Dまでの間で異なるワインド数となるように形成されている。その異なるワインド数となるように形成されたトラバース溝21は3ワインド往路と2ワインド往路である。異なるワインド数の切替えは、分岐点Pにおいて糸11が案内されるトラバース溝21を切り替えることにより行われている。図の矢印で示した方向を進行方向とすれば、分岐点Pは、開始点Aからほぼ半周進んだ位置に設定されている。一方、合流点Qは、折返し点Dからほぼ3/4周戻った位置に設定されている。
(もっと読む)
巻取り装置及び巻取り方法
【課題】 駆動力が伝達されるポイントの変動を防止して、パッケージの回転速度の変動を防止し、巻取り張力の変動による糸切れ等を防止する。
【解決手段】 コーン形状のボビン10に糸9を綾巻きで巻き取ってコーン形状のパッケージ20を形成する巻取り装置4であって、パッケージ20の外周面に接触するフリクションローラ16と、フリクションローラ16を回転駆動させるフリクションローラ駆動手段と、パッケージ20の巻き密度を、パッケージ20の軸方向における第1部位で、他の部位よりも相対的に高くなるように、パッケージ20に巻き取る糸9を振り動かすトラバース手段と、を備えた巻取り装置とする。
(もっと読む)
撚糸機
【課題】トラバースを単錘駆動方式(各撚糸ユニットを独立して駆動する方式)とすることで、トラバースを全錘駆動方式としたのではプレシジョン巻きの巻取パッケージができない虞のある問題を解決し、高密度な合糸の巻取パッケージを作成する。
【解決手段】各撚糸ユニット2毎にクレードルアーム41とドラム42とトラバースモータ32とを備えると共に、ドラム42をラインシャフト9により全錘駆動する撚糸機1に、ドラム回転数センサー49と、各撚糸ユニット2毎に配置されるパッケージ回転数センサー48と、各撚糸ユニット2についてドラム42の直径、ドラム42の回転数、巻取パッケージ6の回転数に基づいて巻取速度およびパッケージ径を算出し、巻取パッケージ6に合糸7がプレシジョン巻きで巻き取られるように、巻取速度およびパッケージ径に基づいてトラバースモータ32の駆動を制御するユニットコントローラ50と、を備える。
(もっと読む)
綾振りドラム
【課題】 耳高を抑制し、かつ、複雑な制御を要しないで、糸の巻き量が多い巻取パッケージを形成することができる綾振りドラムを提供することである。
【解決手段】 綾振り溝2の綾振り角度θを、ドラム中央部と両側の折り返し部とで異ならせた綾振りドラム1とし、ドラム中央部1Aでは小さな角度θ1を有する綾振り溝2Aとし、折り返し部1Bでは大きな角度θ2を有する綾振り溝2Bとした。
(もっと読む)
炭素繊維パッケージの製造方法
【課題】
サイジング剤が付与された炭素繊維束の糸幅を安定化させたまま、ボビンに巻き取ることにより、ボビン端面形状を安定化させ、プリプレグや織物等の高次加工性を向上させ、さらには、炭素繊維ボビンの屑発生を抑制し生産ロスを削減することが可能なサイジング剤が付与された炭素繊維パッケージの製造方法を提供する。
【解決手段】
サイジング剤が付与された炭素繊維束をボビンにワインダーで巻き取る工程において、前記の炭素繊維束のボビンへの巻始めから巻終わりまでの雰囲気温度の変化幅を、前記ボビンへの巻始めの雰囲気温度に対して±5℃以内に制御して巻き取るサイジング剤が付与された炭素繊維パッケージの製造方法であって、湿度の調整が求められる場合は、炭素繊維束のボビンへの巻始めから巻終わりまでの雰囲気湿度の変化幅を、前記ボビンへの巻始めの雰囲気湿度に対して±20%以内に制御して巻き取ることができる。
(もっと読む)
糸巻取装置及び糸巻取方法
【課題】糸を巻き取るための巻取ボビン6,7を回転駆動するパッケージ駆動モータ41と、糸を綾振るためのトラバース装置5と、を備え、このトラバース装置が、トラバースガイド11と、トラバースガイド駆動モータ45と、を有する糸巻取ユニット2を用いて、巻取開始から巻取終了まで単一のワインド数WNを保ちながら巻き取り、かつトラバースガイド駆動モータ45の故障、発熱、脱調等を防止できる糸巻取方法を提供する。
【解決手段】巻取ボビン径Dが所定の限界径Dendになるまでは、限界回転速度基準制御手段83により、前記トラバースガイド駆動モータ45の回転速度Tが限界回転速度Tmax以下になるように前記パッケージ駆動モータ41の回転速度Tを調整する。巻取ボビン径Dが限界径Dendに到達した後は、糸巻取速度基準制御手段85により、糸巻取速度WSが要求糸巻取速度WSdとなるように前記パッケージ駆動モータ41の回転速度Bを調整する。
(もっと読む)
ワインダー
【課題】接触ドラム式のワインダーにおいて、糸速を制御すべく、ドラムの回転数検出に基づいてドラムの回転速度を制御しても、実際の糸速が想定外の速度になってしまうことがあった。
【解決手段】巻取りパッケージ4に接触して回転し、この巻取りパッケージ4を連動して回転させる綾振りドラム10と、綾振りドラム10を回転駆動するドラムドライバー11と、を備える、ワインディングユニット1であって、巻取りパッケージ4に巻き取られる糸の走行速度である糸速の瞬間値を検出する糸速センサー7と、糸速の瞬間値より糸速のトラバース平均値を算出して、この糸速のトラバース平均値が、糸速の目標値と一致するように、前記ドラムの回転速度の指令値を設定して、前記ドラムドライバーを制御するシーケンサー12と、を備える。
(もっと読む)
線材の絡げ方法及び線材の絡げ装置
【課題】ボビンに巻線を行う際に捨て線を生じない線材の絡げ方法及び線材の絡げ装置を提供する。
【解決手段】線材Wの先端近傍Weを端子T1に縛り込んでしまうことにより捨て線が生じることを回避できるため、捨て線がフィンガー31やボビンB等に絡まったりする不具合を回避でき、また捨て線の廃棄処理を不要とすることができる。
(もっと読む)
繊維機械用巻取り装置
【課題】ドラムシャフトを回転駆動するモータ及びトラバース装置を駆動するモータへの電力供給停止時に、機械的にドラムシャフトとトラバース装置とを同期させて停止させることができる繊維機械用巻取り装置を提供すること。
【解決手段】繊維機械用巻取り装置1は、巻取りパッケージ11aを回転させる巻取りドラム11bと、巻取りドラム11bが固定されているドラムシャフト11と、ドラムシャフト11を回転駆動する第1モータ2と、巻取りパッケージ11aに巻取られる糸を綾振りするトラバース装置12と、トラバース装置12を駆動する第2モータ3と、停電時にトラバース装置12の動作が停止するまでに作動し、停電時でのトラバース装置12の動力源となるドラムシャフト11の駆動力を、ドラムシャフト11の回転が停止するまでトラバース装置12に伝達する動力伝達手段13と、を備える。
(もっと読む)
自動ワインダ
【課題】簡単な構成で迅速かつ的確に、満管パッケージとそれに関係した巻取ユニットとの対応関係を判別すると共に、その満管パッケージの重量を測定し、満管回転数を補正し得る自動ワインダを提供する。
【解決手段】パッケージPを回転させて糸Yを巻き取る複数の巻取ユニット2と、巻取ユニット2を制御し、予め設定された基準重量値に対応する回転総数までそのパッケージPを回転させて満管パッケージPを形成させる制御装置8と、巻取ユニット2において満管パッケージPが形成される毎に、その巻取ユニット2の位置まで移動して玉揚動作を行う玉揚装置6と、玉揚装置6に備えられ、玉揚動作の際に満管パッケージPの重量を測定する重量測定装置69と、を備え、制御装置8は、重量測定装置69による測定重量値と基準重量値とを比較し、それらに差があれば、その差に基づいて回転総数を補正し得るように構成した。
(もっと読む)
綾巻きパッケージを製造する繊維機械の巻取り装置に用いられる糸綾振り装置
【課題】公知の糸綾振り装置の欠点を甘受することなしにこれら公知の糸綾振り装置の利点を併せ持った糸綾振り装置を提供する。
【解決手段】糸ガイド13が巻取りパッケージの表面に対して平行に移動可能であって、かつ規定された形で制御可能な可逆的な電動モータ式の個別駆動装置により負荷可能であり、糸ガイド13が、有端のフレキシブルな結合手段20を介して電動モータ式の個別駆動装置14に接続されており、ただし該結合手段20は、該結合手段が引張力をも圧縮力をも伝達し得るように形成されている。
(もっと読む)
1 - 20 / 28
[ Back to top ]