
Fターム[3F056CB06]の内容
線材巻取一般 (802) | 整列巻制御手段のための検出対象 (86) | トラバーサーの往復回数、移動量、位置 (44)
Fターム[3F056CB06]の下位に属するFターム
Fターム[3F056CB06]に分類される特許
1 - 20 / 36
糸巻取ユニット
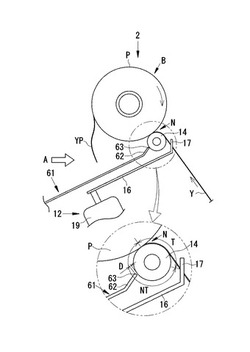
【課題】糸切れや糸切断が発生した後、糸端が正常な糸道以外の領域に通されることや、糸が接触ローラに巻き付くことを防止した糸巻取ユニットを提供する。
【解決手段】接触ローラ14の周面に近接する領域であって、かつトラバースガイド17から接触ローラ14とパッケージPの接触部Nに至る糸道以外の領域NTに配置され、糸切れ又は糸切断で生じた糸端YPや糸端YSの通過を阻止する規制部61、を備える。糸切れや糸切断が発生した際、規制部61が糸端YPや糸端YSの通過を阻止し、糸端が規制部61を超えて正常な糸道以外の領域NTに通されることが防止される。また、糸Yが接触ローラ14に巻き付くことが防止される。
(もっと読む)
糸巻取装置

【課題】作業を煩雑にすることなく、複数の糸を同時に巻取管に糸掛けする
【解決手段】1つのクレードル20に保持された2つの巻取管19Bに、それぞれ、糸Ya、Ybを巻き取ることによって2つのパッケージPを形成可能な巻取装置に、2つの自動糸掛け装置24a、24bが設けられている。自動糸掛け装置24a、24bは、サクションマウス51、糸寄せ機構52、糸配置アーム53、糸保持アーム54、糸押し付けアーム55などを備えている。糸配置アーム53は、巻取管19Bの軸方向と平行なシャフト65を中心に揺動して、糸Ya、Ybを巻取管19Bと対向するように配置させる。糸押し付けアーム55は、シャフト65と平行なシャフト66を中心に揺動して、糸配置アーム53により配置された糸Ya、Ybを巻取管19Bの外周面に押し付けて密着させる。糸保持アーム54は糸押し付けアーム55との間で糸Ya、Ybを挟んで保持する。
(もっと読む)
平角線材の巻取装置
【課題】平角線材の巻取り時の滑り落ちを防止して、平角線材の巻取り後の耐力値の上昇を極力低減できる平角線材の巻取装置を提供する。
【解決手段】本発明の平角線材の巻取装置100は、ガイドロールRから巻取りボビンBの内胴B1に至る間に位置する平角線材Wを顎部B4又はB5側に案内可能なガイド部材1、2と、これらガイド部材1、2を所定の初期位置から下降位置の間を上下移動させる伸縮手段4とを備える。また、ガイド部材1、2が駆動制御信号15A、15Bにより、上記ガイドロールRから巻取りボビンBの内胴B1に至る間に位置する平角線材Wを内胴B1に巻回される最外端の平角線材Wに近接した顎部B4又はB5側であってこの最外端の平角線材Wとこの顎部側の顎部B4又はB5との距離を所定の距離以内に案内するように構成されている。
(もっと読む)
トラバース装置、繊維巻取装置、及び繊維巻取方法
【課題】トラバース装置の構造に着目することにより、綾掛けを行う際に発生し得るガラスモノフィラメントの配列の乱れを有効に防止する技術を確立する。
【解決手段】複数本のフィラメントFが集束されてなるストランドSを回転部材20に巻回するに際し、ストランドSをガイド部13に挿通させた状態で、当該ガイド部13を回転部材20の軸心X方向に沿って往復移動させることにより綾掛けを行うトラバース装置10であって、往復移動に伴い、ストランドSがガイド部13の内側で往復移動方向にぶれることを抑制する抑制手段と、ストランドSをガイド部13の外側に向けて押圧する押圧手段と、を備えてある。
(もっと読む)
巻糸パッケージ、巻糸パッケージ製造方法、及び、巻糸パッケージ製造装置
【課題】巻糸パッケージにおいて、綾落ちを防止しつつ、糸条の巻取量の減少を極力抑える。
【解決手段】巻糸パッケージ103は、その軸方向に関する両端面103a、103bがともに、その径方向に対して傾斜したテーパ状になっているとともに、糸条101の解舒側と反対側の端面である、バンチ巻き104側の端面103aの傾斜角度α1が、糸条101の解舒側の端面である、バンチ巻き104と反対側の端面103bの傾斜角度α2よりも大きくなっている。
(もっと読む)
糸巻取装置
【課題】 リード比を設定してコーン形状のパッケージを生成する場合において、トラバースガイドを適切な速度プロファイルで駆動する糸巻取装置を提供する。
【解決手段】 コーン形状のパッケージ53を生成する糸巻取装置11であって、トラバースガイド17と、トラバース駆動部19とを備えるとともに、パッケージ53の小径側領域でのトラバース時間に対する大径側領域でのトラバース時間との比の値、若しくは、パッケージの大径側領域でのトラバース速度に対する小径側領域でのトラバース速度との比の値、を設定リード比として設定するリード比設定部43と、リード比設定部43により設定される設定リード比に応じて、パッケージ53の大径側領域と小径側領域のうち、少なくともいずれかの領域でのトラバースガイド17の速度プロファイルを調整する速度プロファイル調整部44と、を備える。
(もっと読む)
糸巻取装置
【課題】パッケージの綾乱れの発生を防止することが可能となる糸巻取装置を提供する。
【解決手段】ボビンBを回転駆動するパッケージ駆動部72と、ボビンBの回転速度を検出する回転速度検出部73と、ボビンBに巻き取られる糸Yを綾振する綾振ガイド61と、綾振ガイド61を駆動する綾振ガイド駆動部62と、綾振ガイド駆動部62の駆動を制御する綾振制御部81と、回転速度検出部73が検出したボビンBの回転速度に基づいて綾振ガイド駆動部62の補正前目標位置指令Ptを決定する目標位置指令決定部とを備えた糸巻取装置100において、綾振制御部81は、回転速度検出部73の検出遅延量と綾振ガイド駆動部62の応答遅延量とに応じたフィードフォワード成分である目標位置補正量Cpと、補正前目標位置指令Ptと、に基づいて補正後目標位置指令Psを算出し、補正後目標位置指令Psに基づいて綾振ガイド駆動部62の駆動を制御する、とした。
(もっと読む)
トラバース装置の制御装置
【課題】実際の折り返し点をパッケージの軸方向で揃えるための技術を提供する。
【解決手段】時間−速度制御の進入パターンPsを供給する進入パターン生成部72と、時刻tを供給する時刻供給部74と、前記進入パターン生成部72によって供給された進入パターンPsと、前記時刻供給部74によって供給された時刻tと、に基づいて前記糸ガイド33の目標走行速度Vt1を計算する進入目標速度計算部73と、前記進入目標速度計算部73によって計算された目標走行速度Vt1に基づいて糸ガイド駆動手段の動作を制御する進入駆動制御手段と、を更に備える。進入パターンPsのうち、前記糸ガイド33が目標の折り返し点Bへ到達する予定の時刻tの直前の期間としての到達直前期間(時刻t(b)〜時刻t(c、d))では、前記糸ガイド33の目標走行速度Vt1が一定に設定される。
(もっと読む)
トラバース装置の制御装置
【課題】パッケージの密度の軸方向における不均一性を解消する技術を提供する。
【解決手段】トラバース装置34のトラバース制御部80は、糸ガイド33の位置と、その位置における前記糸ガイド33の走行速度と、の関係である位置−速度パターンを供給する位置−速度パターン生成部60と、位置−速度パターン生成部60によって供給された位置−速度パターンと、エンコーダ49によって検知された前記糸ガイド33の現在位置と、に基づいて前記糸ガイド33の目標とする走行速度を計算する目標速度計算部61と、前記目標速度計算部61によって計算された走行速度に基づいて前記糸ガイド駆動手段の動作を制御する駆動制御手段と、を備える。
(もっと読む)
糸条巻取機、及び糸条の巻取方法
【課題】1本の巻取軸に複数のボビンを装着することを前提とした上で、糸条間での張力のバラツキを解消し、もって、各糸条の張力を仕様張力許容範囲内に収める技術を提供する。
【解決手段】糸条巻取機1は、複数の巻取ボビン2が同時に装着可能な1本のボビンホルダー3と、前記複数の巻取ボビン2に巻き取られる複数の糸条Yを夫々トラバースするための複数のトラバース装置5と、前記複数の巻取ボビン2に巻き取られる複数の糸条Yの張力を夫々測定するための複数の張力測定装置6と、各糸条Y毎に、前記張力測定装置6によって測定された上記糸条Yの張力が仕様張力許容範囲内に収まるように、前記トラバース装置5のトラバース速度VTを増減するトラバース速度変更部62と、を備える。
(もっと読む)
糸の巻き取り方法とその装置
【構成】 ボビンに糸をステッププレシションなどで巻き取るに際して、ターン部での糸道の軌跡を一定にして、所定の綾角のパターンで巻き取り、所望のワインド数に合致するように、中央部の綾角パターンを制御する。
【効果】 パッケージ端部での段巻きの発生や綾落ちを防止できる。
(もっと読む)
レベルワウンドコイルの梱包体
【課題】ETS方式でアンコイルしたときの銅管の引き出し不良による銅管の折れ及び変形を確実に防止できるレベルワウンドコイルの梱包体を提供する。
【解決手段】レベルワウンドコイル(LWC)の梱包体は、緩衝材1の上に、銅又は銅合金管のLWCをそのコイル軸を垂直にして載置し、緩衝材及びLWCを樹脂フィルムにより梱包したものである。緩衝材1には、LWCの周縁部が接触する円環状の部分が高位部2で、その他の低位部3よりも1乃至4mm高くなるように段差が形成されている。この円環状の高位部2は、0.30MPa以上の圧縮硬さを有する。又は、高位部2の一部が欠落したものとすることもできる。
(もっと読む)
糸巻取機
【課題】糸の異常な走行状態を検出することが可能な糸巻取機を提供する。
【解決手段】自動ワインダは、パッケージ駆動モータ41と、周速検出部51と、糸速度センサ60と、ユニット制御部50と、を備える。パッケージ駆動モータ41は、糸20が巻き取られる巻取ボビン22を回転駆動する。周速検出部51は、パッケージ回転センサ43が検出した巻取ボビン22の回転数と、角度センサ44からの信号に基づき求められたパッケージ30の径と、に基づき、パッケージ30の周速を検出する。糸速度センサ60は、糸20の走行速度を検出する。ユニット制御部50は、周速検出部51が検出したパッケージ30の周速と糸速度センサ60が検出した糸速度とが予め設定された相関性を有するか否かを判定する。
(もっと読む)
糸条巻取機
【課題】糸条巻取機において、テーパ巻によりパッケージの製造が可能な装置、及び方法を提供する。
【解決手段】パッケージ4を形成する糸条巻取機(ワインダー1)であって、パッケージ4の形成中にパッケージ4に接触するコンタクトローラ8と、コンタクトローラ8に対して糸条(合繊2)の進行方向上流側に配置されるトラバース装置7と、パッケージ4の形成中に、コンタクトローラ8とトラバース装置7との間にある糸条(合繊2)のフリーレングスFLを変更可能なフリーレングス変更手段9とを備え、パッケージ4の形成中、フリーレングスFLを実質的に増加させ、パッケージ4の端面をテーパ状にして巻き取るようにした糸条巻取機(ワインダー1)である。
(もっと読む)
糸巻取機及び糸巻取方法
【課題】加速巻取区間のトラバース幅の制御方法を例えば糸の巻き方法に応じて柔軟に変更することができ、年輪や綾落ちの発生を抑制できる糸巻取機を提供する。
【解決手段】自動ワインダは、パッケージ駆動モータ41と、トラバース駆動モータ45と、トラバース幅短縮部63と、を備える。トラバース駆動モータ45は、パッケージ駆動モータ41により回転する巻取ボビン22に巻き取られる糸20を綾振るためのトラバースガイド11を往復駆動する。トラバース幅短縮部63は、加速巻取区間において、設定器51で設定された初期トラバース幅に基づく目標トラバース幅より小さい一定の縮小トラバース幅でトラバースを行うようにトラバース駆動モータ45を制御する縮小幅一定モードと、縮小トラバース幅から巻取速度が増加するにつれて連続的に増加するトラバース幅でトラバースを行うようにトラバース駆動モータ45を制御する縮小幅変更モードと、を有する。
(もっと読む)
糸巻取機
【課題】より高品質なパッケージを効率良く形成できる糸巻取機を提供する。
【解決手段】自動ワインダは、糸20が巻き取られる巻取ボビン22をパッケージ駆動モータ41により回転駆動するとともに、トラバースガイド11によって糸20を綾振りすることでパッケージ30を形成する。トラバースガイド11はトラバースガイド駆動モータ45により往復駆動され、その往復駆動の基準となる制御原点は、原点計算部61により決定されるとともに原点記憶部62により記憶される。モータ制御部66は、パッケージ30の巻始めから巻終りまで、当該パッケージ30に糸を巻き始める前に原点計算部61により決定されて原点記憶部62に記憶された制御原点を継続的に適用して、トラバースガイド駆動モータ45を制御する。
(もっと読む)
巻線方法及び巻線機
【課題】 線材細線化、巻芯小径化、巻芯断面多様化等が進む中、特に1層目の整列性、クロスポイント位置安定性等が維持でき、依って、より高速での巻回が可能で、製品変更時の段取りにも時間が掛からない巻線方法及び巻線機を提供する。
【解決手段】 1層目の巻回に於て、その終了まで、固定側巻枠32、ワイヤーガイド40及び不図示テンション装置は、それらの位置関係が不変とされており、同じく該1層目の巻回終了まで、巻芯17及び可動側巻枠14は、固定側巻枠32に対し所定量づつ間歇的に離間され、該離間により、そのとき線材39が巻回されていく位置に於て、そこに先に巻回されている線材39と固定側巻枠32との間に当該線材の外径に適合する所定の間隙Gが維持されているものであり、これらの状態下で、テンション装置から供給された線材が前記維持されている間隙に進入し、順次巻芯17に巻回されて1層目の巻回が実行される。
(もっと読む)
巻取り装置
【課題】被巻取り体の巻取り量、ひいては、巻取り軸の回りに巻取られることで引き出される被巻取り体の引き出し量及び引き出し力を安定させ、且つ、製造コストの増大が抑制される農業機械の巻取り装置を提供する。
【解決手段】巻取り軸へ回転動力を伝達する回転動力伝達部材と、農業機械の移植動作に連動して前進/後退する駆動部材と、回転動力伝達部材と駆動部材とを相対移動可能に結合する結合手段と、によって巻取り装置を構成する。
(もっと読む)
極細線巻き替え装置及びその方法
【課題】 スプールに巻き替えされる極細線の巻き幅の全域にわたって常に同一条件で巻き替えできかつ隣接する極細線の間隔を同一にして重なりを防止し、かつ65m/minの高速で巻き替えが可能な極細線の巻き替え装置及び方法を提供する。
【解決手段】 極細線を巻き取る巻き取りスプールを一定の回転速度で駆動する。巻き取りスプールを横方向に往復するように送って極細線をトラバースする。1トラバース当たりの巻数を設定する巻数設定手段を設ける。該巻数設定手段により、Mを整数としたとき巻数Sn をM+(2−1±2−2・・・・・±2−n)とし、nを4以上に設定する。トラバース反転時に任意の設定時間だけ反転を遅らせる。
(もっと読む)
線状物巻回装置及び線状物巻回方法
【課題】ロープ等の線状物を案内するガイドから送出された線状物を、その軸芯回りに回転するドラムの周面にて、巻乱れを生じることなく間隔を空けて並列に巻回する線状物巻回装置及び線状物巻回方法に関する。
【解決手段】ガイド15から送出されるロープRの送出方向及びドラム1の軸芯に垂直な方向のなす角度を検出する角度センサと、該角度センサにより検出された角度に基づいて、ドラム1の周面にロープRが並列に巻回されるようにトラバーサ13の移動を制御する制御装置40とを設けることにより、該制御装置40に、角度センサにより検出された角度θ及び制御装置40に設定してある所定角度θs を比較させ、比較結果に基づいて、角度θが角度θs になるまで、トラバーサ13を、巻回進行方向に移動させて、ドラム1に巻回しているロープRの最前列よりも前側にガイド15を位置させる構成とした。
(もっと読む)
1 - 20 / 36
[ Back to top ]