
Fターム[3F064CA01]の内容
Fターム[3F064CA01]の下位に属するFターム
Fターム[3F064CA01]に分類される特許
1 - 13 / 13
ゴム状シートの搬送巻取り方法、及びその装置
【課題】ライナに、搬送される帯状の未加硫のゴム状シートを重ねて巻取り芯に巻き取り、シート・ライナ巻取体を精度よく、能率よく形成できかつ装置の簡易化に役立つ方法、及びその装置を提供する。
【解決手段】ライナロール体LRからライナLを巻き戻す巻戻し点と、巻戻された前記ライナLを巻取り芯10に巻き付ける巻付け点とを結ぶライナ線を、巻取り芯を上としたライナ傾斜部Lcとしたシート巻上げ装置6、未加硫のゴム状シートSの先端部Ssをシート保持・移動装置4をを用いて前記ライナ傾斜部Lc供給しライナLの巻取りとともにシート・ライナ巻取体SLを形成する。
(もっと読む)
薄紙巻き付けおよび切断装置。

【課題】事前巻線ローラーを備えた薄紙巻き付けおよび切断装置を提供する。
【解決手段】薄紙巻き付けおよび切断装置100は、第1の巻線ローラー12と、第1の巻線ローラー近隣に配置されて両者間のチャンネル3を形成するコア支持プレート14と、第1の巻線ローラー近隣に配置され、第1の巻線ローラーに対面する周方向表面を備え、チャンネル中に突出してチャンネル中の幅狭通路33を形成する事前巻線ローラー12とを含む。事前巻線ローラーは、コア周囲に巻き取られる薄紙4の所定の移動方向と反対方向に、第1の巻線ローラーの回転速度よりも遅い回転速度でシャフト131周囲において回転する。事前巻線ローラーと第1の巻線ローラーとの間の回転速度差により、前記チャンネル中に移動されたコアが前記幅狭通路において一時保持され、前記チャンネル中へと送られた薄紙4が前記コア周囲で巻き取られた後、引っ張られて破壊される。
(もっと読む)
薄紙巻き付け及び切断装置。
【課題】薄紙巻き付け及び切断装置を提供する。
【解決手段】薄紙5が上巻きローラー12下半分のローラー面に貼り付き、第一紙チューブ6上に巻き付けられる。圧送ローラー14は上巻きローラー下方に設置され、かつその上巻きローラー方向に対応するローラー面が突出して通路中に位置している。延伸アーム15は上巻きローラー下縁面まで伸びるカーブ部151を有し、その下縁面は圧送ローラーに対応した方向に突出部を形成している。突出部は上巻きローラーのローラー面に突出し、通路中に位置する圧送ローラーのローラー面との間にスロートを形成している。第二紙チューブがスロートまでスクロールしたときブロックされ、第二紙チューブ6aと上巻きローラーの間に位置する薄紙が挟みこまれ、かつ第一紙チューブが形成した紙ロールが巻き込み力を提供して、第一、第二紙チューブの間の薄紙を引きちぎる。
(もっと読む)
移動ウェブを巻取りコア上へ移送する方法およびその方法を実施するための装置
【課題】巻取り機において、移動ウェブを新しいコアへ最適に移送することを可能とする。
【解決手段】ウェブを巻取りロールを走行しているウェブとともにニップを形成する空スプールへ移送し、少なくとも1つの移送ストリップがウェブの少なくとも1つのエッジ領域に、上流側に配置される少なくとも1つの横断切断装置によって形成される方法であって、少なくとも1つの移送ストリップと巻取りロールとの間に、少なくとも1つの供給装置によって直接または間接的に導入することを、導入される初期切断ピースが移送ストリップによって覆われないように行ない、巻取りロールと新しいコアとによって形成されるニップに到達した後に、初期切断ピースを新しいコアに接続し、遅くともウェブが新しいコアを離れる点において、少なくとも初期切断ピースによる移送ストリップの切断を行ない、初期切断ピースと新しいコアとに接合された新しいウェブ開始部分を形成する。
(もっと読む)
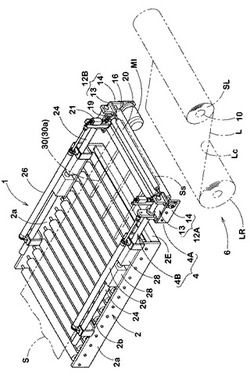
ゴムシート巻取り装置
【課題】搬入搬出の作業効率を高め、かつ装置の小型化、省スペース化を図る。実リールのオンラインでの秤量可能として生産効率を高める。
【解決手段】ゴムシートGを空のリールRに巻装する巻装手段3と、ゴムシートGを巻装手段3に送給しかつ巻装終了に際してゴムシートGを切断する切断送出し手段4とを含む。前記巻装手段3は、空のリールRが搬入されるリール搬入ステーション40と、このステーション40から移載される空のリールRにゴムシートGを巻装する巻取りステーション41と、このステーション41から移載される実のリールRを搬出させる搬出ステーション42とからなりかつ直線L上に並ぶ3つのステーション、及び隣合う2つのステーション間を跨る長さを有しかつ前記直線上を移動して前記隣合う各2つのステーション間でリールRを移載させる移動フレーム44を具える。
(もっと読む)
切断ウェブの製造方法およびウェブ用スリッター装置
【課題】
スリット切断されたウェブの表面を損傷させること等なく、品位を低下させることなく高速で切断されたウェブを製造する方法と、その製造方法に好適に用いられるウェブ用スリッター装置を提供する。
【解決手段】
切断されたウェブを製造する方法において、少なくともウェブを所要幅にスリット切断した後に通過するガイドロール上で、切断されたウェブと該ガイドロール間にクーロン力を作用させ該クーロン力により切断されたウェブを保持しながら巻き取りロールに巻き取ることを特徴とする切断ウェブの製造方法。
(もっと読む)
薄帯材料捲回装置用材料自動交換装置。
【課題】 簡単な構成で薄帯材料原反(フープ材)を自動的に交換することが可能で、巻取り装置が動作中でもエンドレスに薄帯材料原反が供給でき、同時に複数個の薄帯材料原反が交換でき、時間ロスが少なく、巻取り装置に常時人材を必要としない薄帯材料捲回用材料自動交換装置を提供することを目的とする装置。
【解決手段】 薄帯材料の捲回装置において、薄帯材料原反がストックできることにより、巻取り機が動作中にでも薄帯材料原反が供給できるようにし、複数個の薄帯材料原反を同時に搬送できる搬送部を有し、巻き取り装置の終了薄帯材料終端と交換新材料治端を自動的に接続することにより問題を解決する。
(もっと読む)
走行中のウエブの切断巻付装置及び方法
【課題】片面に粘着処理が施されたウエブを巻き替える時の切断巻付において、ウエブの走行を停止することなく切断された巻芯側ウエブの切断端をエアーかみ,しわなく新巻芯に確実に巻き付ける。
【解決手段】片面に粘着処理が施されたウエブWを連続的に一定長さ毎に巻芯1に巻取る切断巻付において、粘着面が巻芯に貼り付けられたウエブWを走行中のままガイドバー3先端部で巻芯1より剥離し、次いで前記ガイドバー3と巻芯1との隙間で切断刃4を走行させて走行中のままのウエブWを切断すると共に、上記切断された巻芯側ウエブの切断端を高速回転ブラシの回転あるいはエアーノズルからの高速エアー吹き付けにより巻芯1に貼り付ける。
(もっと読む)
ウエブのしごきバー付切断巻付け装置及び方法
【課題】片面に粘着処理が施されたウエブの巻替え時の切断巻付において、切断後の巻芯側ウエブでの切断端をエアーかみ,しわなく新巻芯に確実に巻き付ける。
【解決手段】片面に粘着処理が施されたウエブWを連続的に一定長さ毎に巻芯1に巻取る切断巻付において、粘着面が巻芯に貼り付けられたウエブWをガイドバー3先端部で巻芯1より剥離し、次いでウエブWの送りを一旦、停止して前記ガイドバー3と巻芯1との隙間に切断刃4を走行させてウエブWを切断すると共に、切断刃4と巻芯1との間しごきバー5を進入させて巻芯より浮いた上記切断された巻芯側ウエブの切断端を押さえて巻芯に貼り付ける。
(もっと読む)
台紙巻取り軸
【課題】強い力を要することなく台紙巻取り軸から台紙を取り外し得るようにする。
【解決手段】回転駆動力を付与されて回転することによって台紙を巻き付ける基体105と、基体105の側方に配置されて巻き付け保持する台紙を案内するフランジ107bと、基体105との間で台紙をクランプするクランパ108と、を設け、基体105の回転軸に対して近接離反自在に移動体109を保持し、操作部107aの変位を基体105の回転中心に対する移動体109の近接離反方向への移動に変換して伝達するようにした。
(もっと読む)
印刷機のロール交換装置における作業員保護装置
【課題】本発明は、作業員保護装置を備えた、印刷機のロール交換装置に関する。その課題は、できるだけ高い信頼性及び低コストで、装着サイドの領域において、臨界印刷の工程時間、すなわち作業員に危険がおよぶ印刷工程時間のみに作業員を保護する印刷機用保護装置付ロール交換装置を提供することにある。
【解決手段】本発明によるロール交換装置においては、例えば、保護ネット(3)の形態の保護装置がロール交換装置の装着サイドに設けられ、該保護装置により、残留紙ロール(6)が臨界直径、すなわち破裂の危険がある直径寸法に近づくと、必ず装着サイド(12)は保護された空間(7)になることを特徴とする構成である。
(もっと読む)
高脚高速布巻取り機の布取外し装置
【課題】 布巻取り作業と布取外し作業の安全性を高めることができる高脚高速布巻取り機の布取外し装置の提供。
【解決手段】 布取外し装置は、安全ピンの増設により伝動輪と巻取りロッドの巻軸の接続関係が強化され、これにより布巻取り作業の安全性を高めている。このほか、安全ピンと巻取りロッドの巻軸の接続或いは離脱の方式は、操作ハンドルの操作により達成され、その操作は相当に快速で簡便である。このほか、油圧シリンダにより支持フレームをゆっくりと回転させる緩衝力が提供され、支持フレームの下降速度が過度に速くなることが防止され、これにより布取外し作業の安全性が高められる。
(もっと読む)
巻取方法
【課題】連続して搬送されるウエブをロール状に巻き付け、枠替のために一旦停止させて巻き取る巻取装置において、巻き弛みのない巻取方法を提供する。また光沢の低下を伴わないインクジェット記録用材料の巻取方法を提供する。
【解決手段】ウエブを巻芯に巻きつける時の低張力(ストールテンション)から運転張力への張力上昇時、初期の張力を運転張力+100〜200N/m高い巻替後初期張力かつ張力変更加速度を50〜100N/m/secで巻き取り、その後運転張力まで同減速度で下げることを特徴とする巻取方法。
(もっと読む)
1 - 13 / 13
[ Back to top ]