
Fターム[3F064CA02]の内容
ウェブロールの交換 (2,790) | ウェブの連続巻取り (117) | ウェブの連続巻取りの形態 (113) | ターレット型 (55)
Fターム[3F064CA02]の下位に属するFターム
巻き込みローラを持つもの (4)
回転円板を持つもの (5)
ガイドローラを持つもの (8)
下巻き、上巻き両用のもの (2)
ウェブロール周面に働く駆動機構を持つもの (3)
ターレットの駆動機構 (2)
Fターム[3F064CA02]に分類される特許
1 - 20 / 31
ウェブ巻取装置
【課題】ウェブの巻取芯交換動作を効率良く行うウェブ巻取装置を提供する。
【解決手段】同軸に配置された内側及び外側シャフト2、3を各々回転駆動する回動モータ5、6と、基端側において内側及び外側回動シャフト2、3に各々固定され、先端側において巻取芯13、23を保持すると共に巻取芯13、23を回転させる巻取芯設置部12、22を有する、2つの一対の取芯支持アーム11、21と、各々巻取芯支持アーム11、21と所定の角度をなすと共に、基端側において内側及び外側回動シャフト2,3に各々固定され、先端側においてサポートロール32、42を各々回転可能に保持する、2つの一対のサポートロール支持アーム31、41と、を備え、外側回動シャフト3には、内側回動シャフト2に固定された2つの1対のアーム21、31が貫通すると共に当該アーム21、31の回動を許容するような切欠部15が設けられたウェブ巻取装置。
(もっと読む)
古紙再生装置用巻取り機構及び古紙再生装置

【課題】巻取りの終わったペーパーロールと次に巻き取るペーパーロールを順次入れ替えることができ、製造時間のロスをすることなく、搬送されてきた再生紙をペーパーロールとすることができるようにした古紙再生装置用巻取り機構及び古紙再生装置を提供する。
【解決手段】文書細断屑をトイレットペーパーロールに再生するための古紙再生装置に用いられる古紙再生装置用巻取り機構であり、回転軸部材と、前記回転軸部材に取り付けられ、垂直方向に回転自在に枢支されるフレーム部材と、前記フレーム部材に直交して、各々が自転自在に平行に取り付けられた二つの巻取りシャフト部材と、を含み、前記巻取りシャフト部材の一方が、ペーパーを巻取るためのペーパー巻取り側に位置し、前記巻取りシャフト部材の他方が、巻き取ったペーパーロールを排出するペーパーロール排出側に位置し、前記巻取りシャフト部材の位置が交互に入れ替え可能とされているようにした。
(もっと読む)
切断装置
【課題】長尺状のウエブを幅方向に沿ってカッターで切断する場合に、ウエブの破れなどを防止できる切断装置を提供する。
【解決手段】旧巻取りロール208に巻取られているウエブWをカッター218で切断する場合に、ウエブWの張力を切断距離が長くなるほど下げるように制御部が制御する。制御手段は、張力を予め定めた最低張力まで下げる。制御手段は、前記旧巻取りロール208の駆動トルクを下げて前記張力を下げる。前記旧巻取りロール208が回転し、前記ウエブWが走行している。
(もっと読む)
巻取装置
【課題】生産性を極力低下させることなく、電極シートの切断部に対し適切に保護テープを貼付することのできる巻取装置を提供する。
【解決手段】巻取装置では、原反から繰り出され、連続的に搬送される帯状の電極シート6を、巻回機構による巻回に先立ち、巻取られる所定長分の区切り位置X1で一旦切断する。続いて、切断された電極シート6の上流側部分6aと下流側部分6bとを離間させ、両者間に隙間6cを形成する。この状態で、当該隙間6c部分において、上流側部分6aと下流側部分6bとをつなぐように電極シート6の表裏両面からそれぞれ保護テープ100を貼付し、各切断面を両保護テープ100により覆う。その後は、電極シート6が所定長ごと巻回機構により巻取られていき、巻取り後には、その繋ぎ目となる保護テープ100部分を切断する。
(もっと読む)
多軸ターレット巻取機における巻取制御方法
【課題】
簡単な制御方式の変更により満巻軸に巻かれているウエブの張力安定を達成し、巻取品質の維持をはかる。
【解決手段】
連続して流れているウエブを停止することなく引取りローラ4を経て巻取ダンサーローラ5で速度制御してターレット巻取機に装置した巻取軸2に巻き取り、満巻に達したとき、ターレット旋回により満巻軸3と新巻軸2を入れ替え、満巻軸3と新巻軸2の間で切断刃7によりウエブWを切断するターレット巻取機における巻取りにおいて、満巻に達した満巻軸3を巻取ダンサーローラ制御で速度制御したままターレット1を旋回し、新巻軸2がウエブWに接触したとき、巻取ダンサーローラ制御を満巻軸3から新巻軸2に切り替え、新巻軸2を巻取ダンサーローラ5による速度制御とすると共に、満巻軸3を新巻軸の制御された速度に同調する速度で回転させる。
(もっと読む)
帯状物巻回方法
【課題】巻回装置の構造を簡素化するのに貢献し、しかも巻回装置のサイクル時間を短縮できる帯状物巻回方法を提供する。
【解決手段】帯状物巻回方法は、原反から繰り出される帯状物15をボビン17に巻き取らせる工程と、ボビン17に巻き取られた帯状物15の長さが巻軸3の周りに巻回されるべき帯状物の全長に一致するように、ボビン17に巻き取られた帯状物15を原反19から切断する工程と、ボビン17に巻き取られた帯状物15を巻回装置1の巻軸3に係止する工程と、巻軸5の回転に従いボビン17から繰り出される帯状物15を巻軸5の周りに巻回させる工程とからなる。
(もっと読む)
巻回方法及び装置
巻回装置は、回転する巻回ドラム(100)、載置ステーション(200)、切断ステーション、ウェブアセンブリ押さえ付け要素(300)、及び巻回アセンブリ放出ステーション(500)を備える。回転する巻回ドラムは、複数の巻回ステーションを更に備える。各巻回ステーション(110)は、巻回マンドレル(130)、巻回ニップ、ウェブ安定化ベッド、及び切断アンビルを備える。 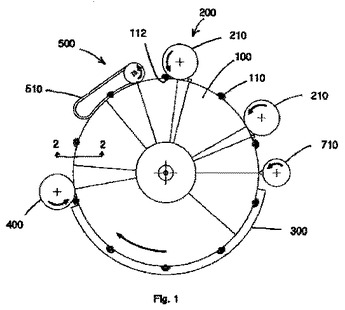 (もっと読む)
(もっと読む)
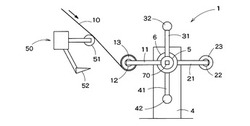
多層長尺テープ体が巻かれた新旧ロール材の交換方法
【課題】新旧ロール材に巻かれた多層長尺テープ体を繋ぎ合せて新旧ロール材の交換を行うこと。
【解決手段】搬送中の旧ロール材SOから巻き出された三層長尺テープ体SOT-1、SOT-2、SOT-3を把持し、切断した終端部の搬送方向断面において、各層を順に階段状の段部1u、2u、3uとなるように、かつ新ロール材SNから巻き出された三層長尺テープ体SNT-1、SNT-2、SNT-3の終端部の搬送方向断面において、段部1u、2u、3uに対して略点対称状な階段状の段部1t、2t、3tとなるようにカットする。同種の段部1t、2t、3tと段部1u、2u、3uとを両面テープTを挟みながら重ね合わせ、新旧ロール材SN、SOの各同種層を別個に面接合し、繋ぎ合せることによって、新旧ロール材SN、SOの交換を行う。
(もっと読む)
連続シート巻取り装置
【課題】連続シート巻取り装置の巻芯切換え時に連続シートのジャム化を防止する。
【解決手段】後巻き用巻芯4の近傍を通って先巻き用巻芯へと走行する連続シートaを後巻き用巻芯に押し付けるニップローラ12と、ニップローラと後巻き用巻芯との間を通過した連続シートを切断する切断刃13と、切断刃により切断された連続シートの先端部a1を後巻き用巻芯の周面に押圧して付着させるブラシ14と、切断刃とブラシとを保持する回動アーム15とを具備する。回動アーム駆動手段として、ピストンロッド16aから回動アームに至る箇所を急速に動作させるエアシリンダ装置16が設けられる。巻芯の切換えの際、連続シートをニップローラで巻芯に押し付けると略同時に切断刃によって連続シートを切断することができる。
(もっと読む)
RFIDラベルロール自動巻取装置
【課題】RFIDラベルロール自動巻取装置に関し、外巻き及び内巻きの何れも対処可能であり、かつ、小巻ロールとさせる場合の次のロール作製の時間短縮を可能として製造効率の向上を図る。
【解決手段】一の小巻ロール14として巻き取りが終了したときに搬送パスライン上で連続状の台紙12Aをブレード36で切断させて巻取軸42より取り外されると共に、巻き取りが行われている巻取軸42の次に巻き取りを行う巻取軸43にセットされている芯管51に糊付けロール39で粘着剤を塗布させるもので、外巻き及び内巻きのときの各搬送パスライン上で当該ブレード36を切断位置に位置させるべく、当該ブレード36及び糊付けロール39を対向して取り付けた回転基部33をモータ32により反転させる構成とする。
(もっと読む)
給紙装置及びオフセット輪転印刷機ならびに給紙方法
【課題】使用済みの巻取体の芯に残るウェブの量を低減すること。
【解決手段】給紙装置110は、少なくとも第1巻取体R1及び第2巻取体R2の2つの巻取体を回転可能に支持する支持体20と、第2巻取体R2に近づく方向に移動し、第1巻取体R1から引き出された第1ウェブW01を第2巻取体R2の第2ウェブに押し付けることで紙継ぎをするペースターユニット30と、を備え、紙継ぎが完了した後、第1ウェブW01の終端を第1巻取体R1の芯50から引き剥がして、終端と第2ウェブとを共に送る。
(もっと読む)
連続シート巻取り装置
【課題】連続シート巻取り装置の巻芯切換え時に連続シートのジャム化を防止する。
【解決手段】連続シートaの下流側と上流側を各々巻き取る平行に配置された先巻き用と後巻き用の二本の巻芯3,4と、後巻き用巻芯の近傍を通って先巻き用巻芯へと走行する連続シートを後巻き用巻芯の周面に押し付けるニップローラ12と、このニップローラと上記後巻き用巻芯との間を通過した連続シートを切断する切断刃13と、切断刃により切断された連続シートの先端部a1を後巻き用巻芯の周面に押圧して付着させるブラシ14と、切断刃とブラシとを保持して連続シートの切断時に回動する回動アーム15とを具備する。回動アームを駆動する手段として、連続シートの切断の際に、ピストンロッド16aから回動アームに至る箇所を急速に動作させるエアシリンダ装置16が設けられ、連続シートの切断時まで回動アームを待機位置に拘束するトリガー28が設けられる。
(もっと読む)
テープ巻回体製造装置
【課題】 2枚のセパレータテープを重ね合わせて巻芯に巻き付けるに当り、それらのテープの巻き付け端部を巻芯に確実に固定して、セパレータテープの巻芯への初期巻き付けを良好に行なえるようにする。
【解決手段】 回転可能に支持された巻芯2と、巻芯2にそれぞれ第1セパレータテープ9、第2セパレータテープ10を供給する機構と、正極テープ17と負極テープ19をそれぞれ2つのセパレータテープ9、10の間に介在して巻芯2に供給する機構とを備えてなるテープ巻回体製造装置において、供給された第1と第2のセパレータテープ9、10を巻芯2に溶着接合する加熱溶着装置43を設け、巻芯2に溶着接合された第1と第2のセパレータテープ9、10を該巻芯2に初期巻き付けするように構成した。
(もっと読む)
プラスチックフィルムの巻取方法及び巻取装置
【課題】満巻になった巻取コアを空の新巻取コアに切り替えて、新巻取コアにフィルムを巻き付ける際に、クロスカッターが空振りしたり、切断されたフィルム端が切断刃に弾かれ折れ返りが発生したりするという問題を解消して、良好な巻取コアの切替性を確保することができるプラスチックフィルムの巻取方法と巻取装置を提供する。
【解決手段】フィルム8の巻取切替時に満巻の前記巻取コアと空の前記巻取コア6との間に連なる前記プラスチックフィルム8を切断刃1によって切断するに際して、切断しようとする前記プラスチックフィルム8の端部を前記切断刃1の切刃部へ案内すると共に、前記切断刃1によって切断された前記プラスチックフィルム8の切れ端を前記新巻取コア6の巻付方向へと導くことを特徴とするプラスチックフィルムの巻取方法と巻取装置である。
(もっと読む)
サンプリング装置
【課題】巻取機によって形成されるロール物から可撓材を切り出す作業の無人化を実現で
きるサンプリング装置を提供する。
【解決手段】サンプリング装置4は、可撓材2の一部を切り出すものであり、ロール物移
載装置5と、第1の回転手段6と、吸引コンベヤ7と、供給手段8と、保持手段9と、第
2の回転手段10と、移送手段11と、カッターとを備える。サンプリング装置4は、両
端を開放した巻芯1に可撓材2を巻付けたロール物3を巻取機から搬出する工程で、粘着
芯12に巻付いた可撓材2をロール物移載装置5の外側へ導くことができる。
(もっと読む)
テープ巻き取り装置
【課題】巻き層内にたるみや厚さの不同のないコイルを巻けるテープ巻き取り装置を提供する。
【解決手段】タレット13に複数の巻き取り軸20を回転自在に支持させ、巻き取り軸20が順次所定の作業ステーションA、B、Cに移動するよう、タレット13をタレット回転モータ14で回転させる。タレット13の外に設けたモータ70、71、72を巻き取り軸20と1対1で対応させ、対応する巻き取り軸20を他の巻き取り軸20とは独立して回転させる。制御装置130は、コイル120に対するテープ80、81、82、83の進入角が一定になるよう、コイル120の直径変化に対応してタレット13の角度を制御する。
(もっと読む)
巻取装置と、その装置からの巻取製品の取外方法
【課題】既存の巻取装置の大幅な改造や多大な費用を要することなく、一の巻取軸から巻取製品を取り外すときに発生する他の巻取軸の振れを防止し、巻取中のウエブの蛇行を防止するのに好適な巻取装置と、その装置からの巻取製品の取外方法を提供する。
【解決手段】複数の巻取軸3、4のうち少なくとも一の巻取軸3によるウエブFの巻取中に、ウエブFの巻取りが終了した他の巻取軸4から巻取製品FRを取り外すときに、その巻取製品FRの荷重の方向と反対向きの力を当該巻取軸4に加えて、巻取製品FRの取外位置を調整する。
(もっと読む)
ウエブロールのウエブ巻き尻展開防止方法およびその装置
【課題】タックラベルをウエブロールのウエブ巻き尻に自動的に貼付してウエブ巻き尻を止着し、ウエブ巻き尻の展開を確実に防止する。
【解決手段】長尺原反ロールからウエブを巻き戻してコアレスの短尺ロールに形成されたウエブロールMにおけるタックラベル貼付位置の直近両側を保持装置2によって保持した後、ウエブロールMにおけるタックラベル貼付位置のウエブ巻き尻W’にタックラベルLを貼付してウエブ巻き尻W’を止着する。これにより、ウエブロールMにおけるタックラベル貼付位置の剛性を高めることができ、一定の押圧力を加えても撓み変形を抑えることができることから、ウエブロールMのウエブ巻き尻W’にタックラベルLを一定の押圧力で貼付することができる。
(もっと読む)
ウエブ材料巻付装置
【課題】ウエブ材料1を巻取コア4または巻取軸に巻き付けるウエブ材料巻付装置において、ウエブ材料1を自動的に巻き付けることができ、構成が簡単であり、コストが低いようにする。
【解決手段】クロスカットアーム16が支点17のまわりを揺動し、クロスカッタ15によってウエブ材料1がクロスカットされ、巻取コア4または巻取軸とクロスカッタ15間において、ニップローラ18がウエブ材料1に係合し、ウエブ材料1が巻取コア4または巻取軸に押し付けられる。さらに、コロ22がニップローラ18のまわりを旋回し、ウエブ材料1に係合し、ウエブ材料1が巻取コア4または巻取軸に押し付けられる。
(もっと読む)
コアレス型巻替機の巻芯装置
【課題】長尺原反ロールより短尺ロールに巻き替えコアレスロール製品を形成する巻替機において、従来、独立して使用していた拡縮可能な巻芯の使用をなくし、従って巻芯のサイクル機構を不要として短尺ロールへの巻き替え効率を高め、製作費用の削減をはかる。
【解決手段】長尺原反ロールよりウエブを巻き戻し、短尺ロールに巻き替える巻替機であって、円周上、3分割された巻芯を中央より分断し、その各々の巻芯10,10′を左右のターレット盤1,1′に取り付けた各巻芯装置2,2′内のエアーシリンダー5,5′先端に互いに押し合い可能に設置し、エアーシリンダー5,5′の作動により左右の巻芯10,10′を前進させ押し合わせて拡張し、ウエブ巻き取りを行なわせる一方、巻き取り終了後、左右の巻芯を後退させ、収縮させて巻取ロールの取り出しを可能ならしめるよう構成した。
(もっと読む)
1 - 20 / 31
[ Back to top ]