
Fターム[3F105DA28]の内容
ウェブの巻戻、送給、巻取、異常等の制御 (5,794) | 検出対象 (1,070) | 走行ウェブの位置、走行量 (228) | 幅方向 (85) | ウェブ上のマークや孔の検出によるもの (15)
Fターム[3F105DA28]に分類される特許
1 - 15 / 15
パターン化されたフィルムのパターンの蛇行制御装置および蛇行制御方法

【課題】フィルムのパターンの蛇行を精密に制御することができる装置を提供する。
【解決手段】フィルムの移送機器及びパターン形成機器を含む、パターン化されたフィルムの製造装置に使用されるパターンの蛇行を制御する装置であって、該制御装置は、フィルムの移送機器を基準に設定された、一定の基準位置でフィルム上にマーキングを形成するマーキング部と、マーキング部の後方に位置し、フィルム上のマーキングの位置を認識する認識部と、マーキング部の基準位置及び認識部により認識されたマーキングの位置の間の距離の差より蛇行を算出する演算部と、演算部により算出された蛇行に対応してマーキング部及びパターン形成機器の位置を補正する補正信号を生成する制御部と、制御部により生成された補正信号を受信してパターン形成前にマーキング部及びパターン形成機器の位置を補正する補正部とを備える。
(もっと読む)
製袋装置

【課題】簡単な構成でフィルム材の張力変動、シール位置のズレ及びや蛇行や斜行を防止するとともに、正確な初期条件の設定を可能とし、連続動作中の監視や調整の時間および構成を軽減あるいは不要とし、フィルム材の送り速度の高速化が可能で、生産効率が向上される製袋装置を提供すること。
【解決手段】フィルム材Fの所定箇所をシールする包装容器の製袋装置であって、張力検出ロール163の張力センサ164の検出値に応じて連続送り速度を制御する張力制御手段と、フィルム材Fの表面に設けられた複数のマークをそれぞれの位置で同時に認識する光学検知手段と、斜行補正手段と、複数のシール手段171の送り方向の位置を調整するシール位置補正手段を有すること。
(もっと読む)
帯状シート供給装置
【課題】透明又は半透明の地に印刷されたラインマークの色が異なる複数種類の帯状シートを原反ロールから個別に巻戻して蛇行を修正しながら下流へ供給する帯状シート供給装置において、ラインマークの色の変更に容易に短時間で対処し、しかも設備費を低減する。
【解決手段】原反ロールRと一緒に帯状シート幅方向に帯状シートSa、Sbの巻戻し中に移動する検出部ローラ5の外周面を縞模様に着色した部材8で構成する。巻戻す帯状シートのラインマークLの色の明度が高いとき、検出部ローラ5の外周面の明度が低い着色部分8bにラインマークLが位置し、ラインマークLの色の明度が低いとき、検出部ローラ5の外周面の明度が高い着色部分8aにラインマークLが位置するように、原反スタンド2と検出部ローラ5と帯状シート幅方向の相対位置を巻戻し停止時に変える。
(もっと読む)
プリント装置
【課題】 用紙上のマークを検知するために設けた複数のセンサのいずれか1つを用紙の仕様に合わせて自動的に選定することができ、これによりユーザーによる面倒な操作を要することなく、マーク検知処理の簡略化が図れるプリント装置を提供する。
【解決手段】 マークセンサ19a,19bのいずれかを1つをサーマル用紙4の仕様に合わせて自動的に選定し、マークセンサ19a,19bの出力のうち、上記選定した1つのマークセンサの出力に応じてサーマル用紙4の切断位置Lを決定する。
(もっと読む)
部材の搬送軌道の制御方法および装置
【課題】シートに幅変動や蛇行が生じた場合でも、常に一定の配置パターンで部材を該シート上に配置することのできる部材の搬送軌道の制御方法及び装置の提供を目的とする。
【解決手段】本発明部材の搬送軌道の制御方法は、搬送されるシート100に、該シート100の搬送方向に直交する方向の位置を変えながら配置され、該シート100上に、周期的な配置パターンで配置される部材110の搬送軌道を制御する方法であり、前記シート100上に配置された部材110の幅方向の位置及び該シート100の幅方向の端部位置について、前記部材のパターン1周期内の複数箇所で同時に検出することで前記部材の配置パターンを求め、その配置パターンと予め登録している部材の基準パターンを比較し、その差に基づいて前記部材110の前記シート100への供給位置に補正を加える。
(もっと読む)
ロールツーロールシステムにおける高速微細基板整列装置
【課題】 圧電素子を用いて基板とロールとの間の整列誤差を微細にかつ高速に除去する基板整列装置を提供する。
【解決手段】 フレームと、前記フレームに回転可能に装着されて基板を支持するローラーユニットとを備えており、前記ローラーユニットは、メーンローラーと、前記メーンローラーに対して相対運動可能に装着されて前記基板を整列する少なくとも一つの補助ローラーとを備えることを特徴とする基板整列装置を構成する。
(もっと読む)
自動ウェブ装填装置およびそれを用いた印刷装置
【課題】ウェブの自動装填時にユーザが行なうウェブの送り穴とトラクタピンとの嵌合及び、操作ミスの低減を実現し、容易かつ確実に実現可能な自動ウェブ装填装置を提供する。
【解決手段】ウェブの等間隔に設けられた送り穴に嵌合して前記ウェブを搬送するための複数の突起部を備えたベルトを有する搬送手段と、前記搬送手段を駆動する駆動手段とを備えた印刷装置において、前記搬送手段の上流側に、前記ウェブの最初の頁の先端を検出する第1の検出手段と、前記ウェブの送り穴を検出する第2の検出手段と、前記ウェブの幅方向の端部を検出する第3の検出手段を設けたことを特徴とする。
(もっと読む)
用紙処理装置
【課題】連続用紙をバリアブルに所望の用紙サイズに連続的に切断する用紙処理装置を得る。
【解決手段】連続紙Pの搬送方向に沿って同じ用紙サイズが続く場合、用紙サイズの変更前には、連続紙Pの搬送方向の下流側から上流側へ向かって、開始マーク、位置マーク、切断マークが順番に記録され、次に用紙サイズが変更されるまでの間は、各用紙に切断指示を行うための切断マークのみが記録されることとなる。そして、次に用紙サイズを変更する前に、終了マーク、位置マークが記録される。このように、繰り返し動作が続く場合に、繰り返し動作の開始位置と終了位置に切断内容を示すバーコード140、141を記録するようにすることで、連続紙Pに切断位置情報を記録する無駄を省く。
(もっと読む)
可撓性基板搬送装置及び可撓性基板の搬送方法
【課題】対向物に対する可撓性基板の基板搬送方向に斜めの位置ずれを適切に修正する。
【解決手段】可撓性基板15に対向して配置された対向物16に対する可撓性基板15の位置ずれを検出する検出部と、検出部によって可撓性基板15の位置ずれが検出された場合に、少なくとも1つのローラー10である修正ローラー11の回転軸を、通常搬送時の軸方向に対して傾けることによって、可撓性基板15の位置ずれを修正する修正機構と、修正ローラー11の外周面と可撓性基板15の表面との間の摩擦力を増大させる摩擦力増大手段とを備えるようにした。
(もっと読む)
印刷装置
【課題】ロール・ツー・ロールの連続したシートフィルムに一次転写によりパターンを形成し、さらに、一次転写により形成されたパターンを、基材に二次転写することにより、基材にパターンを印刷する場合に、高精度で安定した印刷が可能になるようにする。
【解決手段】ロール・ツー・ロールの連続したシートフィルム21に一次転写によりパターンを形成し、さらに、一次転写により形成されたパターンを、基材5に二次転写することにより、基材にパターンを印刷する装置であって、 シートフィルムに一定張力を与えたまま、一次転写および二次転写する機構を備えたことを特徴とする印刷装置。
(もっと読む)
ウェブ長手方向位置センサ
細長いウェブの長手方向位置を決定するための方法及びシステムが記載される。センサが、ウェブ上で長手方向に配置される1つ以上の実質連続的である基準マークを検出するために使用される。センサは、基準マークと関連する信号を発生する。位置検出器が、信号を受信し、センサ信号を使用してウェブの長手方向位置を決定する。基準マークは、周期的な基準マークであってよく、例えば、ウェブ上の正弦マーク及び/又は余弦マーク、並びに/あるいは区分的に連続的であるマークである。ウェブの長手方向の大まかな位置は、基準マークの周期的に繰り返される特徴に基づいて決定され得る。長手方向の精密な位置は、周期的に繰り返される特徴の間の、基準マークの連続的な部分に基づいて決定され得る。  (もっと読む)
(もっと読む)
搬送ウエブの位置制御方法
【課題】ウエブの絵柄の位置と、ウエブの幅方向及び長手方向の基準位置とのずれを抑えて、安定的に搬送することができるウエブの位置制御方法を提供すること。
【解決手段】模様101が施されたウエブ10を長手方向に沿って搬送するときのウエブ10の幅方向と長手方向の位置を同時に制御する方法である。当該方法は、搬送されてくるウエブ10に施された模様101の位置を二次元的に検出する工程と、検出された模様101の二次元の位置の、模様101の幅方向及び長手方向の基準位置からのずれ量に基づいて、ウエブ10の幅方向及び/又は長手方向の位置を、模様101の検出位置の上流において修正する工程とを有する。
(もっと読む)
走行する長尺物を処理するための方法及び装置
走行する長尺物(2)を正確に位置決めして処理するための装置(1)が、長尺物(2)の走行路を制御する少なくとも1つの走行路制御装置(4)を有している。この走行路制御装置(4)は、第1のセンサによって影響され、この第1のセンサは、長尺物走行方向に対して直交する横方向の長尺物(2)の位置を検出し、走行路制御装置(4)の後ろに配置されている。この第1のセンサ(12)の後ろに、長尺物処理装置(16)が配置されており、この長尺物処理装置(16)に続いて少なくとも1つの第2のセンサが設けられている。この第2のセンサは、長尺物のガイド基準(F)を検出し、このガイド基準(F)は、長尺物処理装置(4)の走行路と作用接続している。  (もっと読む)
(もっと読む)
プリント装置及びその搬送調整方法
【課題】 プリント装置において、プリントペーパP1,P2の非常に小さな搬送ずれ、特に2列搬送の場合のハの字、ソの字の状態を、あまり高価なセンサを用いることなく、定量的に検出できるようにし、もって搬送機構を容易且つ正確に調整できるようにする。
【解決手段】 プリントシートP1を搬送しながら、その幅方向(主走査方向X)に延びる略一定ピッチの基準ピッチパターンSPと、略一定の割合でピッチの変化する変更ピッチパターンVPとを、互いに重なるようにして形成し、これにより、ペーパ幅方向に濃淡の変化するグラデーションパターンGPを形成する(ステップS4)。プリントヘッドHと一体に設けた反射型センサSからの信号によりグラデーションパターンGPにおける濃度の最淡位置を検出し(S5)、この検出位置の基準位置からのずれ量に基づいてプリントシートP1の搬送に伴う斜行量を求めて、これを表示する(S6)。
(もっと読む)
ウェブに基づく物品の在庫管理
ウェブの検査およびこれに続く当該ウェブの一種以上の製品への加工を制御する技術を記載している。システムは例えば、撮像装置と、解析用コンピュータと、加工制御システムと、を含んでいる。撮像装置は、ウェブの一連の部分を撮像してデジタル情報を提供する。解析用コンピュータは、初期アルゴリズムを用いてデジタル情報を処理し、異常を含むウェブ上の領域を識別する。加工制御システムは、ウェブを製品に加工すべく複数の加工拠点の一つを選択し、少なくとも一つの後続アルゴリズムを用いてデジタル情報の少なくとも一部を解析して、製品向けウェブにおいてどの異常が実際の欠陥を表わすかを決定する。 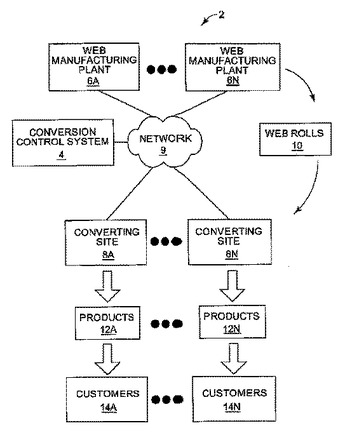 (もっと読む)
(もっと読む)
1 - 15 / 15
[ Back to top ]