
Fターム[3F112KA01]の内容
線材用巻芯等の交換、搬送、口出し (1,564) | その他の作業 (23) | 検査、測定 (8)
Fターム[3F112KA01]に分類される特許
1 - 8 / 8
巻取ユニット、自動ワインダ、及び給糸ボビンの位置合わせ方法
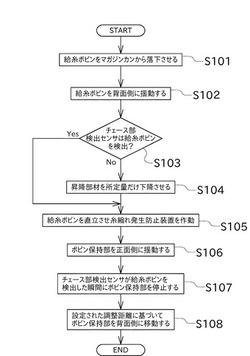
【課題】給糸ボビンの長さ等に関わらず給糸ボビンの位置を目標位置に対して確実に合わせることが可能な巻取ユニットを提供する。
【解決手段】ワインダユニット(巻取ユニット)は、ボビン保持部と、長さ情報取得部と、位置検出部と、記憶部と、ユニット制御部と、を備える。ボビン保持部は、給糸ボビンを保持する。長さ情報取得部は、給糸ボビンの軸方向の長さに関する情報である長さ情報を取得する。位置検出部は、ボビン保持部に保持された給糸ボビンの位置を検出可能である。記憶部は、解舒基準位置の情報と、位置検出部が設けられている位置の情報と、を記憶する。ユニット制御部は、長さ情報に基づいて、ボビン保持部に保持された給糸ボビンを位置検出部が検出できるように当該位置検出部を移動させる制御と、長さ情報及び記憶部の記憶内容に基づいて、給糸ボビンを解舒基準位置に合わせるように当該給糸ボビンを移動させる制御と、を行う。
(もっと読む)
繊維機械

【課題】 オペレータによる玉揚げ作業がドッフィングタイマの報知に従って玉揚げ時間中に行われない場合でも、品質管理データとパッケージとを対応付けることができる繊維機械の提供を目的とする。
【解決手段】 ドッフィングタイマ65によりパッケージPの満管を報知する繊維機械であって、パッケージPの回転状態を検出する回転状態検出部48と、回転状態検出部48からの検出信号に基づいて、玉揚げ作業が行われたことを判定する玉揚げ判定部61と、パッケージPの品質管理データを記憶し、玉揚げ判定部61からの玉揚げ信号に基づいて、品質管理データの記憶を完了するデータ管理部62と、を備えた繊維機械とする。
(もっと読む)
自動ワインダ
【課題】機台制御装置がパッケージコンベアにより順々に搬送される巻取パッケージのパッケージ情報を容易に把握可能な自動ワインダを提供する。
【解決手段】複数で設けられ、給糸ボビンから解舒された紡績糸を巻取ボビンに巻き取って巻取パッケージPを形成する巻取ユニット10・10・・・と、前記複数の巻取ユニット10・10・・・から玉揚された巻取パッケージPを搬出するパッケージコンベア20と、を備える。この自動ワインダ100全体を管理する機台制御装置30を備え、前記パッケージコンベア20の搬出方向一端側には、このパッケージコンベア20により順々に搬送される各巻取パッケージPのパッケージ情報を前記機台制御装置30へ送信する巻取パッケージ情報送信装置40を備える。
(もっと読む)
繊維機械
【課題】 従来の繊維機械は、巻取管の有無を調べることができるが、巻取管がクレードルの受け皿に対応しているか否かを判別することはできない。そのため、従来の繊維機械は、間違った巻取管が存在した場合、その巻取管を巻取ユニットに装着しようとすることに起因する玉揚動作の失敗を回避することができない。そこで本発明においては、ストッカーに貯留されている巻取管が巻取ユニットに対応しているか否かの正誤を判別することができる繊維機械を提供することを課題としている。
【解決手段】 糸を巻取るための巻取管を貯留しておくストッカーを備える巻取ユニットが複数並設されている繊維機械において、ストッカーに貯留されている巻取管が前記ストッカーを備える巻取ユニットに対応しているか否かの正誤を判別する、巻取管判別手段を設けたことを特徴とする繊維機械。
(もっと読む)
口出し装置
【課題】 口出し部にて糸端が口出しされた実ボビンをボビン搬送手段を介して各巻取ユニットに供給する自動ワインダーにおいて、異番手の実ボビンが混入しても、それぞれの巻取ユニットへ搬送する前に検出して、無駄な搬送を防止して駆動効率を向上可能な自動ワインダーの口出し装置を提供することである。
【解決手段】 糸が巻かれた実ボビン11から糸Yを吸引して引き出すサクションパイプ10Aと、引き出される糸の太さを検出する異番手検出センサ10Bとを備え、予め設定された糸番手と前記異番手検出センサ10Bにより検出される糸の太さに応じた糸番手とを比較して所定の制御を行う制御装置10Dを備える構成の口出し装置10とした。
(もっと読む)
自動ワインダー
【課題】 トレイに載置されたボビンを搬送するボビン搬送手段を有する自動ワインダーにおいて、ボビントレイ搬送時のトラブル発生を抑制して駆動効率を向上可能な自動ワインダーを提供することである。
【解決手段】 トレイに実ボビンを装着するボビン供給部と、実ボビンから糸を引き出す口出し部と、実ボビンに巻かれた糸をパッケージに巻き取る複数の巻取ユニットと、該巻取ユニットにて糸が巻き取られて空となったボビンをトレイから抜き取るボビン抜取部とを備え、前記各部間を巡回するトレイによってボビンを搬送するボビン搬送手段を有する自動ワインダーにおいて、前記自動ワインダー域内の特定箇所を通過するボビンを検知する検知手段を備えると共に、前記検知手段が所定時間ボビンの通過を検知しない時、または、予め定められた数量以上のボビンを検知した時に、前記ボビンの搬送を停止する構成とした。
(もっと読む)
綾巻きパッケージを製造する繊維機械の作業箇所における作業パラメータを最適化するための方法および装置
本発明は、多数の作業箇所(2)を有する、綾巻きパッケージ(11)を製造する繊維機械(1)の作業パラメータを最適化するための方法および装置に関する。本発明によれば、所定の新たな糸部分の開始前に、まず、繊維機械(1)の少なくとも1つの作業箇所で、基礎にされた作業パラメータを変換し、こうして製造された綾巻きパッケージ(11)もしくは糸の、作業パラメータの選択に基づく検査可能な特徴を、繊維物理的なまたは視覚的なパターンと比較し、この場合、該パターンが、それぞれ1つの目標パターンと、該目標パターンから逸脱した欠陥パターンとを有しており、制御装置が、所定の欠陥パターンとの合致の確認後に、作業パラメータに対する補正された値を検出することが提案されている。  (もっと読む)
(もっと読む)
巻取り装置
本発明は、連続的に供給される糸(1,1′)をパッケージ(8.2,8.2′)に巻き取るための巻取り機に関する。この巻取り機は、少なくとも各1つの巻取りスピンドル(7,7′)を備えた、鏡像的に配置された2つの回転皿(9,9′)を有しており、前記巻取りスピンドルにはそれぞれ糸の一部が巻き付けられる。各回転皿には圧着ローラ(6,6′)が対応配置されており、該圧着ローラによって糸がパッケージに対して圧着される。圧着ローラはそれぞれ可動の支持体(14,14′)によって共通のホルダ(12)に組み付けられており、このホルダはパッケージの直径増大を補償するために駆動装置(19)によって垂直方向で移動可能である。両巻取りスピンドルにおいてパッケージの均等な巻成体構成を得るためには、本発明では少なくとも一方のパッケージの直径増大を検出するためのセンサ手段(5,5′)が設けられており、このセンサ手段は制御装置(17)と接続されている。この制御装置はセンサ信号を評価して結合値を形成し且つ調整値を共通のホルダの駆動装置に供給する。 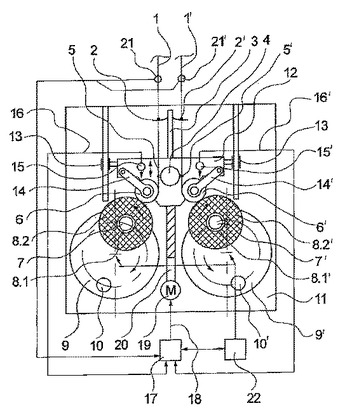 (もっと読む)
(もっと読む)
1 - 8 / 8
[ Back to top ]