
Fターム[3F112VB05]の内容
線材用巻芯等の交換、搬送、口出し (1,564) | 装置の管理、自動化に係る作用効果 (40) | 大量生産容易、生産性向上 (28)
Fターム[3F112VB05]に分類される特許
21 - 28 / 28
熱可塑性繊維の巻取機の糸掛け装置
【課題】熱可塑性繊維の巻取機への糸掛けにおいて、糸掛け性を大幅に向上させ、大きな設備投資を必要とせず、より低コストな熱可塑性繊維の巻取機の糸掛け装置を提供する。
【解決手段】巻取速度3500m/min以上の速度で回転するボビンに糸条繊度が33デシテックス以下である熱可塑性繊維を巻取る巻取機の糸掛け装置であって、複数糸条を同時に吸引装置で吸引しながら、糸道規制ガイドとその直下に設けた方向転換ガイドから構成される糸掛けガイドにより、ボビンの糸把持部へ誘導し、糸掛けを行うように構成したことを特徴とする熱可塑性繊維の巻取機の糸掛け装置。
(もっと読む)
パッケージ搬送システム

【課題】停止位置検知センサの上流側に新たなセンサを設け、当該センサから信号を受けたコンベア駆動制御部が当該信号により搬送コンベアの搬送速度を変速することで、パッケージ回収の作業効率を良くする。
【解決手段】糸巻取りユニットから排出されるパッケージを所定停止位置まで搬送するパッケージ搬送システムであって、パッケージを搬送する搬送コンベアと、搬送コンベアの搬送経路上の減速開始位置から停止位置までの範囲でパッケージの存在を検知する範囲検知センサと、搬送コンベアの駆動を制御するコンベア駆動制御部とを具備し、範囲検知センサがパッケージを検知しない場合はコンベア駆動制御部が搬送コンベアの搬送速度を通常搬送時の速度より加速するように制御し、加速制御を行った後範囲検知センサがパッケージを検知した場合はコンベア駆動制御部が加速した搬送速度を通常搬送時の速度まで減速するように制御する。
(もっと読む)
レボルビング型自動巻取機
【課題】 設置スペース効率が充分に高いレボルビング型自動巻取機を提供する。
【解決手段】 ターレットテーブル3、3′、ボビンホルダ4、4′、5、5′、接圧ローラ9、9′、トラバース装置10を有し、一方のボビンホルダのボビン6の巻取り糸条が所定量になると、他方のボビンホルダのボビンに切替えて糸条を巻取るレボルビング型自動巻取機において、ターレットテーブルが糸道の両側にそれぞれ配置され、両ターレットテーブルが互いに逆に回動し、各ターレットテーブルに対し設置された接圧ローラが互いに逆に回転し、接圧ローラとトラバース装置がターレットテーブルの回動中心よりも上方に位置し、両ターレットテーブルの中央部に設けた糸掛け装置が、一方のターレットテーブルのボビンホルダに巻取る糸条と他方のターレットテーブルのボビンホルダに巻取る糸条を順次糸ガイドに案内した後に、両ボビンホルダ上のボビンに同時に糸掛けする。
(もっと読む)
玉揚げ装置を有する繊維機械
【課題】原料糸を無駄なく満管パッケージに巻き取ってしまうために、ロットが変更される際に、巻取りユニットの稼動台数を減らす必要があるが、オペレータの労力を要する作業によって、この稼動作業を減らすようにしていたため、オペレータの負担が大きかった。
【解決手段】玉揚げ作業は、満管パッケージ7を巻取りユニット2から払い出すパッケージ払い出し作業と、巻取管10をクレードル27にセットする巻取管セット作業と、巻取管10に糸掛けを行う糸掛け作業とを含むものとし、生産管理手段50aは、ロットが変更される際には、そのロットを担当している巻取りユニット2を、ロットチェンジユニットに指定し、装置コントローラ30は、ロットチェンジユニットに指定された巻取りユニット2に対しては、玉揚げ作業がパッケージ払い出し作業のみとなるように、玉揚げ装置3の駆動を制御する。
(もっと読む)
自動ワインダー装置、および自動ワインダー装置における玉揚機の制御方法
【課題】自動ワインダー装置において、相互干渉位置に存する二台のユニットから玉揚げ処理の要求が出された場合でも、玉揚機を無駄なく走行移動させて、作業効率良く玉揚げ処理を実行できるようにすることにある。
【解決手段】ユニット2・2の満管パッケージ作成の進捗状況と、各玉揚機4a・4bの現在位置からユニット2・2までの距離との二つの要素を判断基準として、両玉揚機4a・4bの走行を制御する。これにて、相互干渉位置に存する二台のユニット2・2から玉揚げの処理要求が出された場合においても、ユニット2・2に対する玉揚機4a・4bの玉揚げ処理の優先順位を予め決定したうえで、両玉揚機4a・4bを一定の距離を置いて走行移動させることができるので、玉揚機4a・4bが他の玉揚機4a・4bに近付いてから停止・反転走行するように、玉揚機4a・4bが無駄に走行する不具合を確実に排除することができる。
(もっと読む)
紡績工場においてケンス無し繊維スライバ・パッケージを搬送する装置
【課題】ケンス無し繊維スライバ・パッケージの搬送を簡素な様式で行う。
【解決手段】紡績工場において、たとえば練篠フレームなどのスライバを吐出する紡機または格納手段と、特にスライバの供給を受ける紡機または更なる格納手段との間でケンス無し繊維スライバ・パッケージを搬送する装置であって、該装置は上記ケンス無し繊維スライバ・パッケージを受容する支持体を有し、該支持体は概ね非囲繞であり、上記支持体および上記ケンス無し繊維スライバ・パッケージは共同して搬送可能であるという装置が提供される。ケンス無し繊維スライバ・パッケージの簡素な搬送を行うべく、上記支持体および安定的に位置決めされた少なくともひとつのケンス無し繊維スライバ・パッケージを共同して搬送するために、軌道案内式であるか又は自由に移動可能である搬送デバイスが配備される。
(もっと読む)
空気紡績機および紡績システム
【課題】空気紡績機において、紡績速度の高速化を図ろうとすると、糸継ぎの継ぎ目品質の低下を招くだけでなく、糸継ぎ成功率の低下により機械効率が低下して高速化に反する結果を招くだけでなく、糸欠点除去等の糸継ぎ動作に要する時間自体が、高速化に反する要因となる。
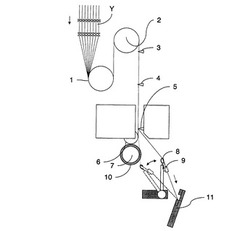
【解決手段】糸欠点を除去した完成品としての二次パッケージを形成する材料としての一次パッケージ、を製造する空気紡績機であって、紡績糸8を製造する空気式紡績装置10と、紡績糸8の有無を検出する糸検出装置20と、紡績糸8を巻き取って一次パッケージ1を形成する一次巻取り装置40と、一次パッケージ1の満巻時もしくは糸検出装置20による糸無し検出時に、一次巻取り装置40より一次パッケージ1を払い出させる玉揚げ台車6と、を備える。
(もっと読む)
自動ワインダの満巻パッケージ搬出装置
【課題】 シャッター12の開放間隔を定めるための面倒なタイマ設定をすることなく、且つ巻取ユニット2の稼動効率やコンベア7の搬送効率を低下させることなく、満巻パッケージ3を搬出できる搬出装置の構成を提供する。
【解決手段】 自動ワインダにおいて、多数設けられる巻取ユニット2の並列方向に沿ってコンベア7を設け、各巻取ユニット2のクレードル部4からコンベア7まで満巻パッケージ3を案内する案内路8を設ける。複数の巻取ユニット2の案内路8を一度に開閉可能なシャッター12を設ける。巻取ユニット2は、玉揚げされた満巻パッケージ3がシャッター12によって待機させられており、更に、クレードル部4の巻取パッケージ3の巻取りが所定程度進んだことを巻取進捗センサ23で検知すると、シャッター12を開き状態として巻取パッケージ3を一斉に払い出す。
(もっと読む)
21 - 28 / 28
[ Back to top ]