
Fターム[3H013BA10]の内容
Fターム[3H013BA10]に分類される特許
1 - 9 / 9
溶接継手構造
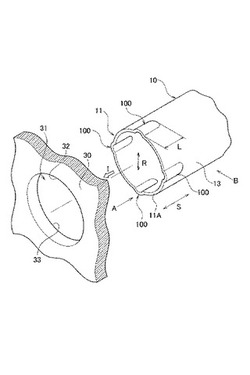
【課題】 パイプの外周壁と貫通孔の内壁との間に形成される隙間をパイプ周方向に対して均一にすると同時に、パイプと被取付部材(フランジ)との溶接品質を向上させることができる溶接継手構造を提供する。
【解決手段】本発明に係る溶接継手構造1では、排気パイプ10がヘッドフランジ30に形成される貫通孔31に挿入された状態で、排気パイプ10の端部11とヘッドフランジ30とが溶接される。この排気パイプ10は、貫通孔31を形成する内壁32に当接してパイプ径方向に位置決めされる径方向位置決手段(例えば、エンボス100)を備える。
(もっと読む)
管台接合方法、蒸気発生器の製造方法、管台用部材及び蒸気発生器

【課題】管台用部材が容易に基材に対して位置決め可能であって溶接後にあっても管台用部材と基材とを高精度に接合できる管台接合方法、蒸気発生器の製造方法、管台用部材及び蒸気発生器を提供すること。
【解決手段】管台となる管台用部材は基材に固定可能な固定部を有する。また、固定部により基材に管台用部材を仮固定する仮固定工程と、仮固定された管台用部材と基材との隙間の少なくとも一部を溶接により接合させる接合工程と、溶接後の管台用部材から基材にかけて開口する開口工程と、を有する管台接合方法とする。この本発明は、予熱を加えずに簡単に位置決めすることができるので、管台用部材と基材とを高精度に接合できる。
(もっと読む)
管体溶接方法、金属製溶接管及び芯金具
【課題】2つの金属製管体の端面を突き合わせて溶接するときに溶接部の内周面側へのバリの発生を抑制する。
【解決手段】マンドル26に芯金具10の第1管体14と第2管体16とを差込む。第1管体14の内周面14Aの内径は、芯金具10のホース接続部12の内径よりも大きく形成されており、マンドル26の軸方向端部をホース接続部12に挿入することで、マンドル26の外周面と第1管体14の内周面14A及び第2管体16の内周面16Aとの間隔を周方向に沿ってほぼ一定となるように位置合わせする。さらに、第1管体14の端面と第2管体16の端面とを突き合わせた状態で第1管体14の端面と第2管体16の端面とを溶接し、溶接後にマンドル26を引き抜く。溶接時に第1管体14の端面と第2管体16の端面の内周面側にマンドル26が挿入されていることにより、溶接部の内周面側へのバリの発生が抑制される。
(もっと読む)
管を部材に冶金的に取り付けるための方法
【課題】管を部材に対し、冶金的に、より安価に取り付ける。
【解決手段】壁20を有する部材18は、第1及び第2の両側部22,24を備え、第1の側部22の上方に延在する部分押し出し部26を備える。部分押し出し部26は貫通孔28を有する。端部34を有する管32及び部材18は、端部34が部分押し出し部26に近接して壁20の第2の側部24と接触した状態で、配置される。抵抗溶接電流経路が端部34及び部分押し出し部26に近接したところに管32及び部材18を通して形成され、端部34は部分押し出し部26内へと相対的に移動されて該部分押し出し部に抗してこれを変形させ、溶接領域を形成し、溶接領域は、端部34の少なくとも一部と部分押し出し部26の少なくとも一部とを備える。
(もっと読む)
電気融着式継手
【課題】 接続管の種類によらず、融着ボイドを低減することができる電気融着式継手を提供する。
【解決手段】 熱可塑性樹脂からなり、内径側に軸方向の中央部から両端面に向かって電熱線3a、3bが埋設された小径段部22a、22bを有する継手本体2と、小径段部22a、22bに嵌装された拘束リング5a、5bとを有する。継手本体2に、両端部に軸方向の移動を規制する突出部222a、222bを設けることができる。拘束リング5a、5bは、継手本体2と同一又は同等の線膨張係数を有する熱可塑性樹脂で形成されていることが好ましい。
(もっと読む)
接合構造、検査装置、検査方法
【課題】ろう付け状態を非破壊検査で容易に検査することのできる接合構造、検査装置及びその検査方法を提供する。
【解決手段】ろう材51が第1の管35と第2の管39とを接合するに十分な量だけ流し込まれた状態で、溶融状態のろう材51が流入して充填状態とされる第1の管35の外周面46と間隙45との間を連通させる検査用孔49を接合部33に設けた。
(もっと読む)
端部にフランジ部を有する樹脂製パイプ
【課題】パイプ本体部分がフランジ部の上方の一部を横切るように構成された樹脂製パイプであっても、他の部材との間で溶着に必要な力をフランジ部全面に均一に与えることができるようにする。
【解決手段】 樹脂製パイプ10は、水平パイプ部11aと屈曲パイプ部11bとでなるJ字状のパイプ本体11の下端すなわち屈曲パイプ11bの下端外縁にフランジ部12が一体に形成され、フランジ部12の下面には溶着リブ12aが環状に形成される。パイプ本体11の水平パイプ部11a上半部外面の上方および下半部外面下方には、フランジ部12上面に対して垂直方向で、上端が平坦面13aとなる押圧リブ13が一体に形成される。フランジ部12の上面および押圧リブ13の平坦面13aを押圧しながら、水平方向の微振動が与えられて、フランジ部12下面の溶着リブ12aが溶融され、相手部材と溶融接合される。
(もっと読む)
配管接続方法
【課題】特に狭い相互間隔で配置される固定配管の端部同志を接続配管で容易に接続できるようにする。
【解決手段】略同芯上に間隔を有して固定された固定配管1,2の端部間を接続配管10にて接続する配管接続方法であって、固定配管1,2の端部の少なくとも一方に予め第1傾斜切口面7を形成しておき、固定配管1,2の端部間隔より長い長さを有し且つ第1傾斜切口面7に対応する第2傾斜切口面11を備えた接続配管10を、第2傾斜切口面11が第1傾斜切口面7に対向するようにして各固定配管1,2端部の嵌合部8,9に嵌合することにより固定配管1,2に支持させ、接続配管10の両端を固定配管1,2の各端部に固定する。
(もっと読む)
アルミニウム製パイプとの接続部を備えたステンレス鋼製振動吸収管
【発明が解決しようとする課題】 本発明は、強度および気密性に優れたしかも比較的容易に製作し得るステンレス鋼製振動吸収管などの、ステンレス鋼製パイプとアルミニウム製パイプの異種金属接合管を提供することを目的とする。
【課題を解決するための手段】 外周に少なくとも繊維補強層(8)が被覆されたステンレス鋼製の蛇腹管(5)と前記蛇腹管の両端部にロウ付け固定されたステンレス鋼製ニップル(7)を有する振動吸収管(1)において、この振動吸収管(1)の前記ステンレス鋼製ニップル(7)の端面とこれに接続すべきアルミニウム製パイプ(2)の端面とを固相接合の摩擦圧接により接合してなることを特徴とするアルミニウム製パイプとの接続部を備えたステンレス鋼製振動吸収管
(もっと読む)
1 - 9 / 9
[ Back to top ]