
Fターム[3H017GA05]の内容
流体を締め切る継手・ホース継手 (1,027) | カシメ継手 (163) | 外側部品の収縮 (161) | 内側部品+外側部品 (111) | 内側部品とホース間 (25)
Fターム[3H017GA05]に分類される特許
1 - 20 / 25
液圧配管用ホース、ブレーキホース、及びホース用口金具
口金具とホースの締結構造

【課題】自動車等の車両用エアコンの冷媒回路等に用いられ、長期に渡る高温と低温の冷熱サイクル環境下における加圧インパルスの繰り返し試験に耐え得る口金具と高圧ホースの締結構造を提供する。
【解決手段】口金具2とこの口金具2のニップル4に差し込まれた高圧ホース5とを加締めて締結された締結構造において、前記高圧ホース5が、ゴム層単層、樹脂層単層または樹脂層の外周にゴム層を設けたものからなる内管5aと、この内管5aの外周に設けられた複数のゴム層5cと、この複数のゴム層5c間に介在する補強層5bとからなる高圧ホース5であって、前記ニップル4の先端側外周に矩形溝が形成され、この矩形溝にゴム製帯状リング9が装着されると共に、前記ニップル4の後端側外周に溝部が形成され、この溝部に接着剤8が塗布されてなる。
(もっと読む)
管継手及び管継手構造

【課題】簡単な構造で管体の内周面の切れと抜けを同時に防止する。
【解決手段】第1環状凹部1b1と、それを挟んで配置される第1環状突部1a1及び第2環状突部1a2との段差が浅くなって、管体Bの内周面Biに対する第1環状突部1a1及び第2環状突部1a2の食い込みが軽減され、管体Bの引き抜きや屈曲に伴って第1環状凹部1b1と圧接する管体Bの内周面Biがその軸線方向へ伸縮変形しても、第1環状突部1a1及び第2環状突部1a2の食い込みで管体Bの内周面Biに切れ目が発生せず、それと同時に管体Bの内周面Biに対する環状突部1aの食い込みと、その他の環状凹部1b2との圧接で、管体Bの抜け方向への移動が阻止される。
(もっと読む)
配管継手
【課題】配管継手の耐久性を損なうことなく小型化を図る。
【解決手段】配管継手1は、ゴム製のホース2と、金属製のパイプ3と、金属製のスリーブ4とを備える。パイプ3のインサート部32は、ホース2内に挿入されている。インサート部32の外側面には、基部円柱面34と、凹凸面35と、端部円柱面38とが設けられている。スリーブ4には、2つだけの小径部43、44が形成されている。第1小径部43は、凹凸面35の径方向外側に位置付けられている。第2小径部44は、端部円柱面38の径方向外側にだけ位置づけられている。第2小径部44と端部円柱面38とは、ホース2に加えられる応力を抑制しながら、ホース2を拘束する。さらに、第1小径部43と凹凸面35とがホース2を強固に拘束し、しかも高いシール性を与える。この構成により、耐久性を損なうことなく、スリーブ4の軸方向の長さを小型化することができる。
(もっと読む)
ホース用口金具の製造方法
【課題】切削加工を可及的に少なくして切削加工にかかる加工時間を抑制する。
【解決手段】突起部11、ソケット部41、頭部33及び首部32が同一材料で一体成形されてなる中間成形品を素材とし、突起部11に冷間塑性加工を施して管状のニップル部12を成形した後、ニップル部の軸孔13を頭部側まで延長する。ニップル部の成形及び軸孔の延長成形に伴う余肉により、頭部がソケット部から離間する方向に首部が伸びるように変形するのは許容し、それ以外の方向への変形は抑制し、変形後にホース用口金具として必要な寸法となるように、成形前の中間成形品の寸法は変形量だけ小さくされる。軸孔はソケット部よりも外径を細くされた首部に開けられるため、塑性加工による孔開けが可能となり、ニップル部12が成形され、且つ軸孔13が開けられるのに伴って生じる余肉を頭部33の偏倚に利用することにより、上記課題を達成できる。
(もっと読む)
ホース用口金具の製造方法
【課題】実質的にホース用口金具の成形の全てを塑性加工により行い、生産性を向上する。
【解決手段】球状頭部に塑性加工により孔開け等の加工を施して頭部34〜37を所定形状に成形し、突起部11に塑性加工を施して管状のニップル部12を形成すると共に、ニップル部の軸孔13を頭部の孔36aまで貫通させ、ニップル部の成形及び軸孔の成形時、頭部がソケット部から離間する方向に首部が伸びる変形は許容し、それ以外の変形は抑制するように中間成形品を型内に保持する。ニップル部12から続く軸孔13がソケット部41に比べて小径とされた首部32を貫通して成形され、このとき首部32の材料を押し出しながら孔開けが行われるため、ソケット部41から頭部まで貫通する孔開けが塑性加工により可能となる。しかも、頭部を成形後にニップル部及び軸孔を成形し、後者の成形時、頭部が変形しないようにする。
(もっと読む)
ホース口金具及びその製造方法
【課題】接続体とニップルを備えるソケットが一体的に形成されたホース口金具を静止めっきにより防錆めっきする際、ソケット内の空気溜まりに起因する非めっき箇所をなくし、防錆能力の高いめっき層を形成し得るホース口金具及びその製造方法を提供することを目的とする。
【解決手段】接続体3とニップル2を備えるソケット1が一体的に形成された後、先ず銅めっきが施され、次いで銅よりも高融点の高融点金属めっきが施された後に、前記銅の融点を越えかつ前記高融点金属の融点未満の温度にて熱処理されて、前記銅めっき層が再溶融され、その後全体的に防錆めっきが施されてなるホース口金具及びその製造方法。
(もっと読む)
衛生設備用のホース継手
本発明は、衛生設備用のホース継手(1)であって、管状の継手・ベース体(2)を備え、継手・ベース体は、少なくとも1つのベース体・端部領域に、フレキシブルな送水ホース(4)の被せ嵌めのための、少なくとも部分領域に成形部を備えるホースコネクタ(3)を有し、更にフェルール(6)を備え、フェルールは、変形状態で、送水ホースの、フェルールにより取り囲まれたホース端部(5)をホースコネクタ(3)上に固定する形式のものに関し、本発明により、送水ホースの、フェルールにより取り囲まれたホース端部は、ホースコネクタ(3)上に相対回動不能に固定され、かつ、ホース端部(5)は、ホースコネクタの周方向で非円形の成形区分(7)に被せ嵌め可能である。本発明のホース継手により、送水ホースと継手・ベース体との間のねじり力伝達を可能にしているので、本発明のホース継手は、送水ホースの組み付け及び取り外しを、狭められたスペース状況下でも極めて容易にしている。 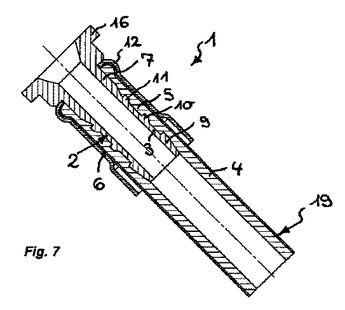 (もっと読む)
(もっと読む)
ホース接続方法と接続構成
【課題】滑らかな内部形状を有するパイプとホースの接続を提供する。
【解決手段】拡大された端部4を有するパイプ2を用いて開始する、ホースとパイプの接続を行う新規な方法。柔軟性のあるホース3の端部5内にスリーブ10を挿入する。スリーブ10は、ホース3の内径9と等しい内径11を有する。好ましくは、スリーブ10の内径は、スリーブ上にホース3の端部5を既に配置した際、増大される。スリーブ10を取付けたホースは、次に、パイプ2の拡大された端部4内に挿入される。この拡大された端部4を挟持することで、スリーブ10とホース3を固定して、流体漏れの無い、機械的にしっかりした接続を提供する。
(もっと読む)
配管用ホース組み立て体及び配管用ホース端末部材
【課題】安価であり、しかも十分な強度を有する継手体を備えた配管用ホース組み立て体を提供する。
【解決手段】接続パイプ3のインサート部7は、一定の外径及び内径を有して筒状に延びる本体部23を備えている。インサート部7の本体部23に、長さ方向中間で、金属製のサポートリング41を埋め込んで配置しておく。サポートリング41を、薄肉の環状体又は短い筒状体として形成する。インサート部7に被さっているゴムホース55の端部57を、サポートリング41と対応するソケット金具5の筒状本体19の部分をかしめることにより、インサート部7の本体部23に押し付ける。
(もっと読む)
ホース継手
【課題】流体の漏れ及びシール性の問題とかしめ切れの問題とをともに解決することのできるホース継手を提供する。
【解決手段】ホース10内部に挿入されるパイプ状のインサート金具20と、ホース10外面に嵌挿され、かしめられるスリーブ状のソケット金具22とを備えたホース継手18において、インサート金具20のホース10内部への挿入部24における挿入側端の先端X2と、反対側のホース端に対応した位置の基端X1との間の外周面の面粗さを、基端X1から中間位置X3までの範囲をa,中間位置X3から先端X2までの範囲をbとしたとき、範囲aについては面粗さを12.5S〜25S,範囲bについては面粗さを8S以下とし、且つa,bは、b/aが0.8〜1.2となるように定めておく。
(もっと読む)
口金具とホースの締結構造
【課題】自動車等の車両用エアコンの冷媒回路等に用いられ、長期に渡る高温と低温の冷熱サイクル環境下における加圧インパルスの繰り返し試験に耐え得る口金具と高圧ホースの締結構造を提供する。
【解決手段】口金具2とこの口金具2のニップル4に差し込まれた高圧ホース5とを加締めて締結された締結構造において、前記高圧ホース5が、ゴム層単層、樹脂層単層または樹脂層の外周にゴム層を設けたものからなる内管5aと、この内管5aの外周に設けられた複数のゴム層5cと、この複数のゴム層5c間に介在する補強層5bとからなる高圧ホース5であって、前記ニップル4の先端側外周に矩形溝が形成され、この矩形溝にゴム製帯状リング9が装着されると共に、前記ニップル4の後端側外周に溝部が形成され、この溝部に接着剤8が塗布されてなる。
(もっと読む)
差し込み容易でかつ抜け出しにくいホ−ス及びその接続構造
【課題】接続金具のニップルへの挿入がしやすく、かつ、他の部品を用いることなくニップルから抜けにくいというホ−ス及びその接続構造を提供する。
【解決手段】内層ゴム2と、内層ゴム2の表面に編組された補強層3と、外層ゴム4と、を備え、補強層3の編組角度がホ−スの静止角度よりも小さく、かつ、ニップルに挿入された際には静止角度よりも大きい角度に広げられるホ−ス1であって、接続金具のニップル11の表面に複数の環状凸部Aを備え、当該ニップルの表面に、挿入されるホ−スの最先端側に環状フラット部B1を形成し、次いで、環状凸部Aと環状フラット部B2とを交互に形成し、かつ、ニップルの軸線方向で環状フラット部B1の幅W1を他の環状凹フラット部B2の幅W2よりも大きくしたことを特徴とするホ−ス接続構造。
(もっと読む)
内面樹脂層を有するホースと継手金具の加締め構造
【課題】継手金具のニップル形状と加締め位置との関係を最適化し、特に内層樹脂付きホースの加締め部の繰り返し加圧による早期亀裂発生を抑え、ホ−スの耐久性を向上させることを目的とする。
【解決手段】最内層に樹脂層1を有する樹脂とゴムとの複合ホース10と継手金具の接続にあって、継手金具から伸び、外周に複数段の突起6を形成した内筒金具5を前記ホ−ス10内に差し込み、内筒金具5に対応して外筒金具7を覆い、加締めダイスにて複数段の加締め部8を形成してなる加締め構造であって、ホ−ス10先端より最も遠い位置にある突起6bが、ホ−ス10先端より最も遠い位置にある加締め部8aよりもホ−ス10先端側にある内面樹脂層1を有するホースと継手金具の加締め構造。
(もっと読む)
冷媒用ホース配管、およびその製造方法
【課題】冷凍サイクル用の冷媒ホース83と端部金具81とを確実に固着させ、冷媒の透過、漏洩を著しく低減する。
【解決手段】端部金具81の外周面とホース83の内面との間をエポキシ系接着剤84で接着する。エポキシ系接着剤84は、より具体的には住友3M社の構造用接着剤EW2010という一液性のエポキシ系接着剤であり、基本性状は高粘度の液体である。但し、硬化剤などを混合させる多液性のエポキシ系接着剤であっても良い。これによれば、エポキシ系接着剤84を用いることで熱硬化後に硬質樹脂となって冷媒透過強度や耐熱性などに優れるため、超臨界状態に加圧される冷媒(例えば、CO2)を用いた冷凍サイクル用の冷媒ホース83と端部金具81とを確実に固着させて冷媒の透過、漏洩を著しく低減することができる。
(もっと読む)
配管継手
【課題】配管の引き回しをコンパクトにすることができ、したがってエンジンルーム内の搭載機器の増加に十分対応できる配管継手を提供する。
【解決手段】この配管継手21は、ホース35の端部に挿入されるインサートパイプ23と、ホース35の端部の外周を覆い前記インサートパイプ23との間でホース35を端部をかしめて固定するスリーブ37とを有し、蒸気圧縮式冷凍装置に使用される配管継手であって、インサートパイプ23の外周に周方向に断面鋸刃状の第1の溝31を複数形成するとともに、この第1の溝31のホース本体側に鈍角の断面形状を有する第2の溝33を周方向に形成している。
(もっと読む)
ホース接続構造
【課題】 ニップル内面の不動態皮膜の破壊を防止しながらホースの抜け強度を高める。
【解決手段】 ニップル1の少なくとも内周面1bに不動態化処理を施し、このニップル1の外周面1aとスリーブ内筒部2aの重ね合わせ部分Dを、該スリーブ内筒部2aの押圧で縮径して、該スリーブ2をホース抜け方向へ後退不能に係止させることにより、ホースHにその抜け方向へ力が作用してもスリーブ2と共に後退しない。
(もっと読む)
ホース金具の接続構造
【課題】ホース金具の接続に際してカバーゴム層を削り取る必要がなく、少ない工程で金具接続を行い得るとともに、接続後において高い耐久性を確保することのできるノンスカイブ方式のホース金具の接続構造を提供する。
【解決手段】高圧用のゴムホース10に対して、ニップル部24を備えたインサート金具26と、複数の環状突起40を備えたスリーブ金具28とを有するホース金具22を、スリーブ金具28の縮径方向のかしめ付けによってホース10端部に固定し接続するホース金具22の接続構造において、かしめ付け状態でカバーゴム層20を径方向内方に押え付けるカバー押え46をスリーブ金具28に設けるとともに、インサート金具26のニップル部24の外周面に且つカバー押え46に対して径方向に対向する位置に環状溝52を設けておく。
(もっと読む)
フレキシブルチューブ
【課題】耐圧性のゴムホースを用いる構造においても、部品点数の低減及び生産性の向上を図ることのできるフレキシブルチューブを提供する。
【解決手段】一端側に配管接続部3aを有する継手部材3の他端側をチューブ本体1の端部に直接接合するとともに、チューブ本体1及び継手部材3の一部を耐圧性のゴムホース2の内側に配置し、ゴムホース2の端部を固定部材4によって継手部材3にカシメ固定するようにしたので、ゴムホース2によって内部流体の圧力による変形や外面側の損傷を防止することができる。この場合、カシメ固定用のニップルを用いる必要がないので、部品点数を少なくすることができるとともに、ニップルの内側に挿入される直管部をチューブ本体1の先端側に設ける必要もないので、直管部を形成するための複雑な加工工程が不要であり、生産性の向上を図ることができる。
(もっと読む)
給水・給湯用ホース口金具構造
【課題】本発明は、ホース内面層を比較的硬い樹脂層にて構成した場合でも、口金具の引き抜き力とシール性を高いレベルで確保できる口金具構造を提供する。
【解決手段】給水・給湯用ホースの内側へ挿入されるニップルと、このニップルとホースが重なり合う部分でホースの外周側に配置され、外周側から軸心方向及び周方向に沿って加締められる締め具とを備えたホース口金具であって、前記ニップルの外周面に4〜12箇所の周溝部を形成し、その周溝部を形成する凸部と凹部の幅の比が、1:1〜3であり、更に、ニップルの外周面にOリング溝部を形成し、当該Oリング溝部内にOリングを配設してなるホース口金具。11‥ニップル、12‥周溝部、12a‥Oリング溝部、13‥凸部、14‥凹部、15‥突起、16‥締め具、20‥ホース、21‥Oリング。
(もっと読む)
1 - 20 / 25
[ Back to top ]