
Fターム[4E002AA08]の内容
Fターム[4E002AA08]に分類される特許
301 - 308 / 308
コイルとその製造方法

【課題】 容易に占積率を高めることができるモータコイルとその製造方法を提供する。
【解決手段】 本発明コイルは、断面が扁平の長尺材3をエッジワイズ巻きにて螺旋状に巻いたコイルである。この長尺材3は、その一端側よりも他端側の方が、幅が大きく厚みが小さくなっている。そして、長尺材3の断面積は長手方向にわたって実質的に一定である。この構成により、モータ回転軸の周方向への長尺材の積層をなくして単層とし、占積率を高くできる。
(もっと読む)
純モリブデンまたはモリブデン合金薄帯の製造方法

【課題】 材料を使用する際の作業効率が高く、できるだけ安価な長尺の純モリブデンまたはモリブデン合金薄帯を提供する。
【解決手段】 純モリブデンまたはモリブデン合金薄帯の製造方法において、厚さ0.5〜5.0mmの純モリブデンまたはモリブデン合金板を素材とし、該素材同士を溶接後、250〜600℃に加熱して総圧下率10〜90%の温間圧延を行う工程を含む純モリブデンまたはモリブデン合金薄帯の製造方法である。好ましくは、温間圧延後に700〜1100℃での軟化焼鈍を行う純モリブデンまたはモリブデン合金薄帯の製造方法である。
(もっと読む)
インラインで熱処理及び焼鈍を行なうアルミニウム合金板材の製造方法
インラインの連続的プロセスでアルミニウム合金板材を製造する方法である。連続鋳造されたアルミニウム合金ストリップを、選択的にクエンチングし、熱間又は冷間で圧延し、焼鈍又は熱処理をインラインで行ない、選択的にクエンチングし、望ましくはコイリングし、所望のゲージに達するまで、追加の熱間、温間又は冷間の圧延工程を施す。この方法を用いることにより、所望の特性を有するT質別又はO質別のアルミニウム合金板材を、これまでよりはるかに短い時間で製造することができる。 (もっと読む)
高伝導性フィンストック合金、製造方法及び得られた製品
高伝導性フィンストック合金は、ろう付けアルミニウム熱交換器に用いられる。フィンストックを構成するアルミニウム合金は、Si約0.7〜1.2%、Fe約1.9〜2.4%、Mn約0.6〜1.0%、Mg約0.5%以下、Zn約2.5%以下、Ti約0.10%以下、In約0.05%以下を含有し、残部Al及び許容不純物である。前記アルミニウム合金からフィンストックを製造する方法は、合金を、約300℃/秒を越える平均冷却速度で厚さ約2〜10mmのストリップに連続鋳造することを含んでいる。次に、約300〜450℃の温度で中間の1又は複数回の部分焼鈍を行ない、複数パスによる冷間圧延をストリップに施す。また、前記フィンストックから作られたフィンストックを開示する。さらに、前記フィンストックから作られた冷却フィンを有するろう付けアルミニウム熱交換器を開示する。 (もっと読む)
高い完全度のスパッタリングターゲット材料及びそれを大量に製造する方法
金属プレート、並びにスパッタリングターゲット、を作る方法が記載される。さらに、本発明のプロセスで作られた製品がさらに記述される。本発明は好ましくは、金属製品の表面の大理石模様を減少させた又は最小にしたいろいろな利点がある製品を提供する。  (もっと読む)
(もっと読む)
金属、特にアルミニウムを熱間圧延するための圧延機並びに熱間圧延方法
粗圧延ライン(4)と仕上げ圧延ライン(5)とを有する熱間ストリップライン(3)によって金属、特にアルミニウムを熱間圧延するための圧延機(1)を、設備のサイズをコンパクトにしたり、既にコンパクトに構成された設備を生産的にするように改善するため、粗圧延ライン(4)は、相前後して配設される少なくとも2つの粗圧延スタンド(8,9)が共に関与する場合にタンデムモードで被圧延物を圧延するタンデムラインとして形成されている。選択的又は同時に、粗圧延ライン(4)は、仕上げライン(5)と共にタンデムラインとして作動し、粗圧延ライン及び仕上げ圧延ラインのロールスタンドが共に関与する場合にタンデムモードで圧延が行なわれる。加えて、仕上げ圧延ラインでは、同様に好ましくは可逆的にタンデムモードで圧延が行なわれる。  (もっと読む)
(もっと読む)
均一な熱伝導率特性を有する接着された金属部材およびその製造方法
断面全体にわたって改善された均一な熱移動特性を有する調理器具であって、該調理器具は、多層複合体金属(20)から形成され、多層複合体金属(20)は、チタンの層(40)または他の金属を有し、該チタンまたは他の金属は、隣接する層もしくは複合体のコアの近くの層の熱伝導率係数よりも低い熱伝導率係数を有する。このチタン層は、アルミニウムの層(60)および(60’)に圧延接着され、そのアルミニウムの層(60)および(60’)は、ステンレス鋼の層(70)および(70’)に圧延接着されている。もし、誘導タイプの加熱が望まれるのであれば、クッキングレンジに隣接するステンレス鋼の層は、フェライト系ステンレス鋼であり得る。多層複合体はまた、アイロンのソールプレートを製造するのに適している。調理器具およびソールプレートの両方とも、そこに付与する非付着表面(90)を含み得る。  (もっと読む)
(もっと読む)
多方向変形によってスパッタリング物品を形成する方法
複数のスパッタターゲットを形成するよう分割するのに十分な寸法を有するバルブ金属のミル成形体を製造する方法が記載される。本方法は、約100μm以下の好ましい平均粒度及び/又は組織バンドの実質的にない組織を有するミル成形体を形成するためのインゴットの多方向変形を含む。 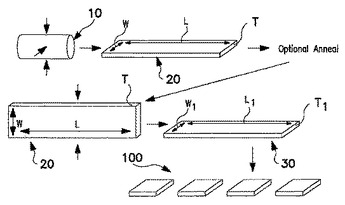 (もっと読む)
(もっと読む)
301 - 308 / 308
[ Back to top ]