
Fターム[4E002AA08]の内容
Fターム[4E002AA08]に分類される特許
101 - 120 / 308
エンボス圧延加工用ロールおよび銅条・銅箔の製造方法
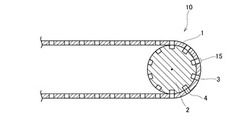
【課題】生産能率や製造歩留まりの低下を引き起こすことなく、銅条材や銅箔材の表面に所望の寸法の微細な凸状の立体パターンを常に正確かつ均一に形成することが可能なエンボス圧延加工用ロール、銅条・銅箔の製造方法を提供する。
【解決手段】エンボス凹型穴15が無限軌条状のベルト材の外周面に形成され、かつエンボス凹型穴15に連なりベルト材の厚さ方向を貫通するように伸びてその方向へと余剰な圧延油を逃がすように設定された圧延油逃し孔3が形成された金型本体ベルト1と、金型本体ベルト1の内周面に外周面が接触してその外周面の回転運動を金型本体ベルト1の内周面に伝達することで、金型本体ベルト1を無限軌条的に運動させるためのロール軸体2と、ロール軸体2と共に金型本体ベルト1に対して所定のテンションを掛け、エンボス圧延加工用ロール10を用いて、凸状の立体パターンを被加工物である銅条材の表面に形成する。
(もっと読む)
金属帯の冷間圧延方法および冷延鋼帯の製造方法並びに冷間圧延設備

【課題】
焼き付き(ヒートスクラッチ)の発生限界圧下率・圧延速度を上げて、強圧下・高速圧延の可能で、かつ効率性の良い安定した金属帯の冷間圧延方法、該方法を適用する冷延鋼帯の製造方法およびその冷間圧延設備を提供することにある。
【解決手段】
圧延ロールが鍛鋼ロールである圧延機により圧延油(エマルション圧延油あるいは圧延油単体)を供給しつつ、磁界発生装置により該鍛鋼ロールと被圧延材の金属帯との間に磁界を印加しながら金属帯を冷間圧延する。磁界発生装置として、C型ヨークと永久磁石とからなるものを使用することができる。金属帯の材質として鋼、ステンレス鋼、非鉄金属等が挙げられる。圧延機は冷間タンデム圧延機でもリバース式圧延機でもよい。
(もっと読む)
黄銅および黄銅の製造方法
【課題】従来の黄銅に比べて、高い強度と良好な延性を兼ね備えた黄銅を提供することを課題とする。
【解決手段】本発明では、亜鉛を10重量%〜40重量%含む黄銅であって、複数のラメラ状結晶と、内部に焼鈍双晶を有する複数の再結晶粒と、を含む微細組織を有することを特徴とする黄銅が提供される。
(もっと読む)
β型チタン合金板の製造方法及びβ型チタン合金板
【課題】 異方性が抑制されたβ型チタン合金板およびその製造方法を提供することを課題としている。
【解決手段】 β型チタン合金を、β変態点以下の温度及び35%以上の圧下率で1方向に1次熱間圧延した後、β変態点以下の温度及び35%以上80%以下の圧下率で1次熱間圧延方向に対して70〜90°方向に2次熱間圧延するβ型チタン合金板の製造方法などを提供する。
(もっと読む)
室温成形性に優れたマグネシウム合金板およびマグネシウム合金板の処理方法
【課題】マグネシウム合金板の室温成形性を向上させること。
【解決手段】マグネシウム合金板を450℃以上の形状を保持できる温度で前焼きなましして結晶粒を成長させた後圧延し、再び450℃以上の形状を保持できる温度で後焼きなましして迅速に再結晶させ、結晶方位分布をランダム化させることにより、室温成形性に優れたマグネシウム合金板を得ることを特徴とするマグネシウム合金板の処理方法。
(もっと読む)
連続鋳造圧延銅線の製造方法
【課題】連続鋳造圧延後の銅線の表面に形成された酸化膜の除去及び前記銅線の冷却を確実に行うことができると共に、低級アルコールに替わる新たな還元剤を添加した水溶液を使用することにより、VOCの削減もしくは著しい低減を図ることができる、連続鋳造圧延銅線の製造方法を提供すること。
【解決手段】溶銅を連続鋳造することにより得られたキャストバーを引き続いて熱間圧延し、前記熱間圧延により所定のサイズに縮径された銅線の表面に形成された酸化膜を除去すると共に前記銅線を冷却する連続鋳造圧延銅線の製造方法において、前記銅線の表面に形成された酸化膜の除去及び前記銅線の冷却方法として、炭素からなる還元剤を添加した水溶液を使用し、前記水溶液に前記銅線を接触させることを特徴とする、連続鋳造圧延銅線の製造方法。
(もっと読む)
線材用銅及びその製造方法
【課題】表面近傍に粗大な酸化銅粒子が少なく、銅線表面に欠落やクラックなどの欠陥が発生することを低減できる線材用銅、及びその製造方法を提供する。
【解決手段】線材用銅は、銅鋳塊を連続圧延して製造された線材用銅であって、任意の3箇所の断面を観察したとき、表面から100μm以内の領域に存在する最大径10μm以上の酸化銅粒子が平均15個以下である。また、線材用銅の製造方法は、銅鋳塊を連続圧延する製造方法であって、銅鋳塊が供給される上流側から圧延ロールのスタンドを多段に配列し、少なくとも1つのスタンドにおいて、圧延ロールの噛み込み部分におけるロール表面温度を60℃以下にして圧延する。
(もっと読む)
アルミニウム合金線
【課題】高靭性及び高導電率であるアルミニウム合金、アルミニウム合金線、アルミニウム合金撚り線、被覆電線、及びワイヤーハーネス、並びにアルミニウム合金線の製造方法を提供する。
【解決手段】アルミニウム合金線は、質量%で、Mgを0.2%以上1.0%以下、Siを0.1%以上1.0%以下、Cuを0.1%以上0.5%以下含有し、残部がAl及び不純物からなり、0.8≦質量比Mg/Si≦2.7を満たす。このAl合金線は、導電率が58%IACS以上であり、かつ伸びが10%以上である。このAl合金線は、鋳造→圧延→伸線→軟化処理という工程を経て製造される。軟化処理を施すことで、伸びや耐衝撃性といった靭性に優れるため、ワイヤーハーネスを組み付ける際に端子部近傍で電線が破断することを低減することができる。
(もっと読む)
摩擦低減テクスチャ表面を有する金属シート及びプレート並びにそれらの製造方法
【解決手段】
摩擦低減テクスチャ表面を有する金属シート及びプレート並びにこれらの金属シート及びプレートを製造する方法を開示する。一実施例において、少なくとも1つの表面に溝が刻設された少なくとも1つの金属製品を含む輸送容器が提供され、溝が刻設された少なくとも1つの表面を有する少なくとも1つの金属製品を含んでおり、溝が刻設された表面はリブレット形体を形成し、該リブレット形体は、複数の隣接する永久的ローリングされた長手リブレットが表面の少なくとも一部に沿って延びており、リブレット形体は、該リブレット形体を保護するために構成された少なくとも1つのコーティングでコートされている。一実施例において、複数の隣接する永久的ローリングされた長手リブレットは、摩擦低減テクスチャ表面となる。一実施例において、金属製品は航空機の少なくとも一部分を製造するのに用いられる。一実施例において、金属製品はロータブレードの少なくとも一部分を製造するのに用いられる。
(もっと読む)
アルミニウム素材の熱間圧延方法
【課題】プロフィルを低減して品質を向上させることができるアルミニウム素材の熱間圧延方法を提供する。
【解決手段】圧延ロール間にアルミニウム素材を複数回通過させながら、圧延ロール間のギャップを徐々に減少させて圧延するアルミニウム素材の熱間圧延方法において、最初の段階では例えば40mmずつロールギャップを減少させながら圧延し、そのロールギャップが75mm以下のときに、該ロールギャップの減少幅を0〜5mmと小さくした軽圧下圧延を少なくとも1回行う。
(もっと読む)
Mg板の製造方法
【課題】優れた平坦度を有するMg板の製造方法を提供する。
【解決手段】Mg帯状板をコイル状で圧延加工により薄肉化する過程において、Mg帯状板に冷間および低温における異周速圧延を施して優れた平坦度を有するMg板の製造方法であって、圧延加工における最終パスを、上下ワークロールを異なる周速度とし、周速比を1.05〜1.3の範囲で冷間および低温における圧延を総圧下率25%以下で行なう。該圧延では、材料温度を室温〜180℃、ワークロール表面温度を室温〜180℃とするのが望ましい。材料は上下方向および水平方向にせん断変形が生じ、板全面に均一な歪みが付与されて、材料加熱による特性低下を招くことなく平坦度が向上する。
(もっと読む)
マグネシウム板の製造方法
【課題】板の反り量を抑制する事ができるMg板の製造方法を提供する。
【解決手段】熱間または温間圧延する工程に際し、リバース圧延または圧延されて巻き取られたマグネシウム板コイルを巻き出し側に配置変えして上下圧延面を変えずに次パスに供する圧延を複数パス繰り返すともに、上下ワークロールの周速比が1.05〜1.3で、かつ上下ワークロール間での周速の大小関係を次パス毎に逆転した異周速圧延を少なくとも最後の2パス以上連続して行う。もしくは圧延されたマグネシウム板コイルを巻き出し側に配置変えして上下圧延面を次パス毎に変えて次パスに供する圧延を複数パス繰り返すとともに、上下ワークロールの周速比が1.05〜1.3で、かつ上下ワークロール間での周速の大小関係を維持した異周速圧延を少なくとも最後の2パス以上連続して行う。
(もっと読む)
異形条材の製造方法及び異形条材
【課題】スリットカッタの幅方向位置の変動がなく厚板部や薄板部の幅方向長さ、位置が長手方向で安定した異形条材を製出できるとともに、スリット加工時に発生する残留応力を抑えることができる異形条材の製造方法及び異形条材を提供する。
【解決手段】長手方向に直交する断面において板厚が互いに異なる厚板部11と薄板部12とを備えた異形条材10の製造方法であって、厚板部11及び薄板部12を有する製品部16と、製品部16の幅方向端部に連設された非製品部17と、を成形する成形工程と、成形された製品部16と非製品部17とを長手方向に切断分離するスリット工程と、を有し、前記成形工程では、非製品部17を、隣接する製品部16よりも板厚が薄くなるように成形し、製品部16の幅方向端面に段差壁部18を形成し、前記スリット工程では、段差壁部18によって一組のスリットカッタ20の幅方向位置が案内されることを特徴とする。
(もっと読む)
連続鋳造圧延装置及び金属部材の製造方法
【課題】冷却速度の高速化と鋳造時の圧下荷重の増加とを両立し、金属組織の微細化を図ることが可能な連続鋳造圧延装置及び金属部材の製造方法を提供すること。
【解決手段】溶融されたAl合金Mはるつぼ6からノズル7を介して、下側ロール1上に設置された桶8に移動後、第1ロール2と第2ロール3により圧下荷重を付加され、ガイドローラ9に案内されて次工程に進む。銅製の第1ロール2による第1ニップ4で、溶融されたAl合金Mが急冷凝固され鋳造組織微細化が行われる。また、鋼製の第2ロール3による第2ニップ5での圧延により、凝固したAl合金M内部に加工歪が導入され、後述する熱処理工程時に再結晶粒の微細化が行われる。
(もっと読む)
太陽電池用インターコネクタ材及びその製造方法、並びに、太陽電池用インターコネクタ
【課題】半田接合時に生じる熱応力を均一に吸収し、セルの反りの発生を防止することが可能な太陽電池用インターコネクタ材及び太陽電池用インターコネクタ材の製造方法、並びに、この太陽電池用インターコネクタ材によって構成された太陽電池用インターコネクタを提供する。
【解決手段】太陽電池モジュール30においてセル31間同士を接続する太陽電池用インターコネクタ32として使用される太陽電池用インターコネクタ材であって、質量百万分率で、Zr及びMgのうち少なくとも1種を3〜20ppm、Oを5ppm以下、を含み、残部がCu及び不可避不純物からなり、平均結晶粒径が300μm以上とされていることを特徴とする。
(もっと読む)
高成形性圧延材の製造方法及びその圧延材
【課題】金属材料圧延材の異方性を減少することでプレス成形(張出し成形・深絞り成形等)に好適な圧延板材を製造するための高成形性圧延材の製造方法、圧延材及び圧延成形体製品を提供する。
【解決手段】圧延材を挟んで相対する一対の圧延ロールを、同一形状のテーパーロールに構成すると共に、一方のロールのロール直径が左端から右端に向い連続的に増加又は減少し、他方のロールのロール直径が左端から右端に向い連続的に減少又は増加している圧延ロールを、同ロールの回転軸を同ロールが上下で点対称になるように平行に設置して、上下ロール端部のロール直径の比を1.3以上とし、試料の板材にせん断変形を付与しつつ圧延を実施する高成形性圧延材の製造方法、その圧延材及び圧延成形体。
【効果】せん断付与圧延を実施することが可能であり、低コストで高成形性圧延材及び圧延成形体を作製し、提供することができる。
(もっと読む)
固体高分子型燃料電池用セパレータ製造装置
【課題】低コスト・高耐久型の固体高分子型燃料電池に適用でき、加工後の捻れやうねりが極めて少ない密閉性に優れた燃料電池用セパレータの製造装置を提供する。
【解決手段】上下一対のロールの軸方向中央部に、第1凹凸部(11a、11b)と、前記第1凹凸部(11a、11b)より外側で、前記第1凹凸部(11a、11b)のコーナー部近傍の4箇所のみに、それぞれエンボス状凹凸部(12a−1、12a−2、12a−3、12a−4、12b−1、12b−2、12b−3、12b−4)を有する1段目の圧下ロールと、上下一対のロール軸方向中央部に前記第1凹凸部と対応する第2凹凸部を有する2段目の圧下ロールからなるロール列を有する。
(もっと読む)
圧延銅箔及びその製造方法
【課題】優れた屈曲特性を有し、同時に良好なマイクロエッチング特性を持った圧延銅箔及びその製造方法を提供する。
【解決手段】屈曲寿命が1.0×106回以上である圧延銅箔を作製し、その圧延銅箔の表面に機械研磨を施すものである。
(もっと読む)
圧延材の製造方法
【課題】自動で口割れを修正させて、自動圧延の継続、オペレーターの操作ミスを防止することができる圧延材の製造方法を提供する。
【解決手段】圧延ロール2間に素材Aを複数回通過させながら、圧延ロール2間のギャップを徐々に減少させて圧延する圧延材の製造方法において、少なくとも1回の素材端部矯正工程を有するとともに、該素材端部矯正工程は、圧延ロール2間のギャップを前回パス時の実績ギャップ値の90〜110%の範囲に設定して、両圧延ロール2間に素材Aの端部を噛み込ませて所定長さ送り込んだ後に、素材Aの移動方向を逆転させるとともに両圧延ロール2間のギャップを次回パス時の設定ギャップより狭いギャップとなるまで減少させながら素材Aを圧延ロール2間から引き抜き、その後、次回パス時の設定ギャップとされた両圧延ロール2間に素材Aを送り込んで圧延する。
(もっと読む)
圧延材の製造方法
【課題】圧延ロールとバックアップロールとの間のスリップを回避して、圧延ロールの表面が傷つくことを防止し、それによって圧延材の品質を高く維持しつつ生産性を向上することができる圧延材の製造方法を提供する。
【解決手段】圧延ロール2間に素材Aを複数回通過させながら、圧延ロール2間のギャップを徐々に減少させて圧延する圧延材の製造方法において、圧延ロール2間に挟持されて送られる素材Aの後端部が圧延ロール2から抜け出るときの素材Aの速度を100m/分以下とした。
(もっと読む)
101 - 120 / 308
[ Back to top ]