
Fターム[4E002BC08]の内容
Fターム[4E002BC08]に分類される特許
1 - 20 / 122
調質圧延装置および調質圧延方法
冷延鋼板の圧延方法および極薄鋼板の製造方法
【課題】調質圧延による形状矯正を行うことなく、二回目の冷間圧延の段階で形状の良好な板厚0.1mm以下の極薄鋼板が得られ、また、コイルとして潰れてしまうことを防止することができること。
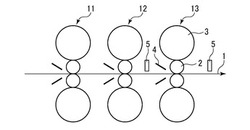
【解決手段】複数の4段以上の多段圧延スタンドを有する冷間タンデム圧延機を用いて二度の冷間圧延を行い、板厚0.1mm以下の極薄鋼板を得るにあたり、二回目の冷間圧延は、最終スタンドのワークロールを、軸方向と円周方向に測定した表面粗さパラメータである粗さ曲線要素の平均長さRsmが、25μm≦Rsm≦55μmを満たすダルロールとし、最終スタンドの伸び率を0.3%以下とする。
(もっと読む)
冷間圧延方法及び金属板の製造方法

【課題】ハイブリッド潤滑システムが設けられた冷間タンデム圧延において、高速圧延に対応可能な冷間圧延の技術を提供する。
【解決手段】隣接圧延スタンドにおける圧延実績と当該圧延スタンド入側に設けられた第2圧延油供給系統より供給されたエマルション圧延油の供給量から隣接する圧延スタンドでの摩擦係数と圧延後の鋼板表面粗さを逆算して、圧延後の鋼板表面粗さを最終圧延スタンド入側に供給される第2のエマルション圧延油の供給条件として予測する。また、予め設定された最終圧延スタンド及び隣接する圧延スタンドとの摩擦係数差の絶対値より最終圧延スタンドでの目標摩擦係数を設定する。最終圧延スタンドでの摩擦係数が目標摩擦係数となるように、最終圧延スタンド入側の第2圧延油供給系統から供給される第2のエマルション圧延油を供給する条件としての鋼板1表面粗さに基づき第2のエマルション圧延油の供給量をフィードフォワード制御する。
(もっと読む)
圧延銅箔
【課題】銅箔表面を適度に粗くして取り扱い性を向上し、さらに屈曲性に優れるとともに、銅箔の取り扱い時に表面にキズが生じ難く、表面エッチング特性が良好な圧延銅箔を提供する。
【解決手段】表面粗さRaと、銅箔の厚みtとの比率Ra/tが0.004以上0.007以下であり、集束イオンビームを用い、銅箔の圧延平行方向に沿う長さ25μmの断面を作製し、該断面の走査イオン顕微鏡像を観察したとき、銅箔の厚み方向へのせん断帯の到達深さのLsの平均値Lsaが、銅箔の厚みtに対し、0.01≦Lsa/t≦0.4の関係を満たす圧延銅箔である。
(もっと読む)
銅箔及びそれを用いた銅張積層板
【課題】銅張積層板に用いたときに曲げ性に優れた銅箔及びそれを用いた銅張積層板を提供する。
【解決手段】厚み5〜30μm、350℃で0.5時間焼鈍後のI(220)/I(200)が0.11以下で、かつ350℃で0.5時間焼鈍後の加工硬化指数が0.3以上0.45以下の銅箔である。
(もっと読む)
銅箔及びそれを用いた二次電池
【課題】二次電池の集電体に用いた場合に充放電によるクラックや破断の発生を防止した銅箔及びそれを用いた二次電池を提供する。
【解決手段】厚み5〜30μmであり、350℃で0.5時間焼鈍後に、加工硬化指数が0.3以上0.45以下となり、かつI(220)/I(200)が0.11以下となる銅箔である。
(もっと読む)
グラフェン製造用銅箔及びそれを用いたグラフェンの製造方法
【課題】大面積のグラフェンを低コストで生産可能なグラフェン製造用銅箔及びそれを用いたグラフェンの製造方法を提供する。
【解決手段】圧延平行方向及び圧延直角方向の60度光沢度が共に500%以上であり、水素を20体積%以上含有し残部アルゴンの雰囲気中で1000℃で1時間加熱後の平均結晶粒径が200μm以上であるグラフェン製造用銅箔である。
(もっと読む)
グラフェン製造用銅箔及びそれを用いたグラフェンの製造方法
【課題】大面積のグラフェンを低コストで生産可能なグラフェン製造用銅箔及びそれを用いたグラフェンの製造方法を提供する。
【解決手段】圧延平行方向及び圧延直角方向の60度光沢度が共に500%以上であり、1000℃で1時間加熱後の平均結晶粒径が200μm以上であるグラフェン製造用銅箔である。
(もっと読む)
金属帯の冷間圧延機および冷間圧延方法
【課題】ステンレス鋼帯あるいはステンレス箔などの金属帯Sを冷間圧延する際に金属帯Sに光沢ムラが発生するのを防止できる、あるいは圧延荷重を低減しても良好な圧延が可能となる、金属帯の冷間圧延機および冷間圧延方法を提供する。
【解決手段】金属帯Sの冷間圧延に用いる圧延機100の上ワークロール1aの軸芯Xaを下ワークロール1bの軸芯Xbに対して金属帯Sの搬送方向Aにオフセットさせて圧延する。
(もっと読む)
冷延鋼板の製造方法
【課題】表面光沢度の均一な冷延鋼板を製造することのできる冷延鋼板の製造方法を提供する。
【解決手段】鋼帯Sを冷間圧延する圧延機として圧延スタンドST1〜ST5を有するタンデム圧延機を用い、圧延スタンドST1〜ST5のうち第3圧延スタンドST3のワークロールWR1,WR2としてロール周面を円筒研磨加工された研磨ロールを用いると共に、第4圧延スタンドST3のワークロールWR1,WR2としてロール周面をダル加工されたダルロールを用い、ダルロールの平均表面粗さを0.8μm以下に設定して鋼帯を冷間圧延する。
(もっと読む)
冷間圧延方法
【課題】圧延効率に優れた冷間圧延方法を提供する。
【解決手段】本発明の冷間圧延方法は、2以上の圧延スタンドを備える冷間タンデムミルを用い、1以上の上記圧延スタンド及び/又は被圧延材に、基油、界面活性剤及びエラストマーを含む金属圧延油組成物又はその分散物を供給し、被圧延材を冷間圧延加工する方法である。
(もっと読む)
高ケイ素の帯状鋼の破損を防ぐための冷間圧延方法
高ケイ素の帯状鋼の破損を防ぐための冷間圧延方法であって、上記高ケイ素の帯状鋼は2.3重量%以上のケイ素含有量を有しており、冷間圧延の開始において、挿入する帯状鋼の温度は45℃以上であり;上記冷間圧延の処理の間において、乳化液は上記帯状鋼に散布され、上記乳化液の流量は挿入口における圧延方向において3500L/分であり、上記乳化液の流量は排出口における圧延方向において1500〜4000L/分であり、上記帯状鋼の温度は、技術的な減摩を保証するための前提条件のもとに45℃以上であることを確保されていることを特徴とする、高ケイ素の帯状鋼の破損を防ぐための冷間圧延方法。本発明の冷間圧延方法は、帯状鋼の頭部および尾部の破損を防ぎ得、完成品の割合および生産効率を上昇させ得る。 (もっと読む)
冷間圧延における圧延潤滑方法およびその装置
【課題】金属ストリップの冷間圧延において、ヒートスクラッチ及びスリップの発生を防ぐ冷間圧延における圧延潤滑方法を提供する。
【解決手段】冷間圧延における圧延潤滑方法おいて、冷間圧延機1の入側で金属ストリップSに循環供給される低濃度エマルション圧延潤滑油Lを供給しながら金属ストリップSを圧延する。低濃度エマルション圧延潤滑油Lの濃度よりも高い濃度のエマルション圧延潤滑油又は前記低濃度エマルション圧延潤滑油の原液Hを冷却媒体で冷却し、粉粒体状に固化して圧延機入側で金属ストリップSに供給する。
(もっと読む)
フレキシブルプリント配線板用銅箔及びその製造方法
【課題】屈曲部を有するFPCに好適な銅箔を提供する。
【解決手段】柔軟性樹脂基板と銅箔から形成された配線とを備え、配線の少なくとも一箇所の屈曲部における稜線が銅箔の長さ方向と2.9〜87.1°の角度を成すフレキシブルプリント配線板の配線部材として用いられる銅箔であって、360℃×6分間の熱処理を施して該銅箔を再結晶させると、厚み方向のX線回折で求めた(200)面の強度(I)が微粉末銅のX線回折で求めた(200)面の強度(I0)に対してI/I0≧25である立方体集合組織が発現し、さらに銅箔の長さ方向に対し45°方向の伸びが、銅箔の長さ方向に対し0°および90°方向の伸びの4倍以上である伸び特性が発現するフレキシブルプリント配線板用銅箔。
(もっと読む)
冷間圧延油及び冷間圧延方法
【課題】長期にわたる循環使用時の乳化安定性及び潤滑性に優れ、かつ圧延材の表面品質および作業環境の向上に寄与できる冷間圧延油を得るための冷間圧延油用添加剤を提供すること。
【解決手段】動植物油脂、鉱油及び合成エステルからなる群から選ばれる少なくとも1種類以上の基油と、窒素含有水溶性環状化合物と、油溶性脂肪族ジカルボン酸又は油溶性脂肪族ジカルボン酸誘導体と、式(a)で示される非イオン性界面活性剤を含有する鋼板用冷間圧延油。
R1−O−[(PO)x (EO)z(PO)y]−R2 - - - - - - (a)
(式中、R1及びR2は、脂肪酸残基を示し、POはオキシプロピレン基、EOはオキシエチレン基、x、yおよびzは平均付加モル数を示し、x+yは3〜30、zは10〜200、POとEOはそれぞれブロック状に付加しており、分子量が2000以上10000未満である)
(もっと読む)
熱間孔型圧延方法
【課題】 圧延材の先端部が圧延ロールに噛み込む前に潤滑油の供給を開始しても、圧延材の通材性を確保しつつ圧延ロールの肌荒れ起因による表面疵を低減させることができるようにすると共に歩留も向上できるようにする。
【解決手段】外周部にカリバー11が形成された圧延ロール9にて圧延材2を熱間圧延する熱間孔型圧延方法であって、圧延ロール9の入側で潤滑剤を供給して圧延することとし、カリバー11へ向けて潤滑油15を供給する供給領域Eを、入側の圧延材2の幅をdとしたとき、圧延ロール9の胴長方向にカリバーの中心から0.4×(d/2)離れた位置よりも外側の領域とする。
(もっと読む)
銅張積層板
【課題】銅張積層板を配線基板として機器内に組み込む際のハンドリング性に優れ、コネクタに接続される銅張積層板を提供する。
【解決手段】銅箔の片面に樹脂が積層され、樹脂と反対側の銅箔の表面の少なくとも一部にNi下地めっき層が形成され、Ni下地めっき層上であってコネクタ20を接続する部分にAuめっき層12が形成され、Auめっき層を外側として180度密着曲げを行った場合に、銅箔の導通が遮断されるまでの曲げ回数が3回以上である銅張積層板である。
(もっと読む)
冷間圧延油及び冷間圧延方法
【課題】加水分解や重合などによる劣化を十分に防止できる冷間圧延油を提供すること。
【解決手段】ネオペンチル型ポリオールの脂肪酸エステルを全量に対して40重量%以上で含有し、該脂肪酸エステルを構成する全脂肪酸成分のうちポリエン系不飽和脂肪酸の含有量が10重量%以下であることを特徴とする冷間圧延油。
(もっと読む)
タンデム仕上圧延機及びその動作制御方法、並びに、熱延鋼板の製造装置及び熱延鋼板の製造方法
【課題】超微細粒鋼製造時の板厚変更や圧延潤滑剤の使用不使用変更を行う際にも張力変動を抑制し得るタンデム仕上圧延機及びその動作制御方法、熱延鋼板の製造装置、並びに熱延鋼板の製造方法を提供する。
【解決手段】1本の被圧延材の圧延中に第mスタンドから第Nスタンドの板厚目標値を変更する際に、第mスタンドから第Nスタンドに共通する板厚目標値変更時間を定め、該変更時間と第nスタンドの板厚変更量から第nスタンドの板厚目標値の変更レートを求め、板厚変更点が第nスタンドに到達すると同時に上記変更レートで第nスタンドの板厚目標値の変更を開始し、変更時間の経過後に板厚目標値の変更を終了し、少なくとも第nスタンドの板厚目標値変更中に、第nスタンドの出側板厚が板厚目標値に一致するように、第nスタンドの圧下位置を時々刻々修正するタンデム仕上圧延機及びその動作制御方法、熱延鋼板の製造装置、並びに、熱延鋼板の製造方法とする。
(もっと読む)
調質圧延液及びそれを用いた調質圧延方法
【課題】調質圧延液としての基本性能を維持しつつも、調質圧延により鋼帯の表面に傷がつくことを有効に抑制し、ミルの清掃を容易とする調質圧延液、及び、かかる調質圧延液を用いて調質圧延された鋼帯を提供する。
【解決手段】調質圧延に用いる水溶性の調質圧延液であって、かかる調質圧延液は、2.66kPaの減圧下にて、60℃で1時間加熱した際に残存する残渣の、20℃における粘度が7000mPa・s以下である。また、金属帯を調質圧延するに際し、かかる調質圧延液を用いて調質圧延する方法である。
(もっと読む)
1 - 20 / 122
[ Back to top ]