
冷間圧延方法

【課題】圧延効率に優れた冷間圧延方法を提供する。
【解決手段】本発明の冷間圧延方法は、2以上の圧延スタンドを備える冷間タンデムミルを用い、1以上の上記圧延スタンド及び/又は被圧延材に、基油、界面活性剤及びエラストマーを含む金属圧延油組成物又はその分散物を供給し、被圧延材を冷間圧延加工する方法である。
【解決手段】本発明の冷間圧延方法は、2以上の圧延スタンドを備える冷間タンデムミルを用い、1以上の上記圧延スタンド及び/又は被圧延材に、基油、界面活性剤及びエラストマーを含む金属圧延油組成物又はその分散物を供給し、被圧延材を冷間圧延加工する方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属圧延油組成物を用いた冷間圧延方法に関する。
【背景技術】
【0002】
金属材料を冷間圧延加工する際、被圧延材(鋼板等)とワークロールとの焼付防止等の目的で、冷間圧延油組成物が使用されている。従来の冷間圧延油組成物は一般に、基油(例えば、鉱油、動植物油脂及び合成エステルの1種又は2種以上)中に、各種添加剤、例えば、脂肪酸等の油性向上剤、リン酸エステル等の極圧添加剤、防錆添加剤、酸化防止剤及び乳化剤の1種又は2種以上を含む。従来の冷間圧延油組成物は通常、水に乳化分散させた乳化分散液として使用される。
【0003】
この乳化分散液は一般にクーラントと呼ばれている。クーラントは通常、タンク内からポンプを経由して、ノズルから作業ロール及び被圧延材に噴射することにより供給される。供給されたクーラントは、回収されて再度タンクに戻される。このような方式を循環方式と言う。この循環方式で用いられる冷間圧延油組成物は、作業ロール及び被圧延材表面に展着する(プレートアウト性)ことにより、潤滑性を発揮する。
【0004】
近年、圧延技術の進歩に伴い、圧延の高速化及び圧延材の大量生産化が図られている。これに伴い、乳化安定性及びプレートアウト性に優れる金属圧延油組成物として、特許文献1〜3の金属圧延油組成物が挙げられる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平8−325588号公報
【特許文献2】特開平10−298580号公報
【特許文献3】特開2008−7544号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
冷間圧延加工では、圧延効率を高めることが求められる。特に近年では、圧延負荷の高い高張力鋼板(ハイテン材)の需要が高まると予測されていることから、圧延効率向上のためにミル負荷を低減させることが不可欠である。しかしながら、特許文献1〜3の金属圧延油組成物は、乳化安定性に対しては改善が認められるものの、従来の圧延油組成物に比較してプレートアウト性が充分に優れているとは言い難かった。
【0007】
プレートアウト性を向上させる方法として、非イオン性界面活性剤のHLB又は界面活性剤の配合量を調整し、クーラントの粒子径を大きくする方法が挙げられる。しかし、この方法では、クーラントの乳化状態が不安定となる。乳化安定性が低下すると、スカム(鉄粉、圧延油、鉄石鹸及び水の混合物で粘稠状)がミル周辺に付着・堆積し易くなる。堆積したスカムがロールと被圧延材との間で噛み込むと、ロール疵が発生する。その結果、ロールの組替が必要となり、ロールの稼働率が低下する。
【0008】
また、圧延率が高く設定された被圧延材や圧延負荷の高い高張力鋼板を、2以上の圧延スタンドを備える冷間タンデムミルを用いて冷間圧延加工する場合、従来、第1圧延スタンドの圧下率の割合が低い範囲でしか圧延ができなかった。その結果、従来の方法では、第2圧延スタンド以降の圧下率の割合が高くなり、モーター負荷が増加して圧延速度が低下するという問題があった。
【0009】
本発明は、従来の方法と比べて圧延効率に優れた冷間圧延方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、基油、界面活性剤及びエラストマーを含む金属圧延油組成物(以下、単に「組成物」という。)又はその分散物を用いて、被圧延材を冷間圧延加工する冷間圧延方法である。
【発明の効果】
【0011】
本発明の方法(以下、「本方法」という。)によれば、従来の方法と比べてモーター負荷を低減させ、圧延速度を向上させることができる。また、本方法によれば、スカムの生成を抑制し、ロール組替回数を減少させることができる。その結果、本発明の方法は、従来の方法と比べて、圧延効率に優れている。
【図面の簡単な説明】
【0012】
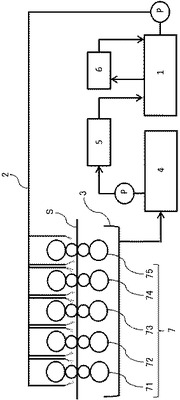
【図1】本実施例の冷間圧延方法の概略図である。
【発明を実施するための形態】
【0013】
上記基油の種類には特に限定はない。上記基油として、従来から金属圧延油組成物に使用されてきた基油を使用することができる。上記基油として具体的には、例えば、スピンドル油、マシン油、タービン油、シリンダー油等の鉱物油;鯨油、牛脂、豚油、ナタネ油、ヒマシ油、ヌカ油、パーム油、ヤシ油等の動植物油脂;牛脂、ヒマシ油、ヤシ油等から得られる脂肪酸及び/又は合成脂肪酸と炭素原子数1〜22の脂肪族1価アルコールとのモノエステル、並びに上記脂肪酸及び/又は合成脂肪酸とエチレングリコール、ネオペンチルグリコール、トリメチロールプロパン、ペンタエリスリトール等の多価アルコールとのジ、トリ、テトラエステルである合成エステルが挙げられる。上記基油は、1種単独で用いてもよく、2種以上を併用してもよい。
【0014】
上記界面活性剤の種類には特に限定はない。上記界面活性剤は、陰イオン性界面活性剤、陽イオン性界面活性剤及び非イオン性界面活性剤のいずれも使用できる。上記陰イオン性界面活性剤として具体的には、例えば、アルカンスルホン酸ナトリウム塩、ナフテン酸ナトリウム石ケン及びアルキルベンゼンスルホン酸ナトリウム塩等が挙げられる。上記陽イオン性界面活性剤として具体的には、例えば、アルキルトリメチルアンモニウム塩、ジアルキルジメチルアンモニウムクロリド及びアルキルピリジニウムクロリド等が挙げられる。上記非イオン性界面活性剤として具体的には、例えば、プロピレングリコールとエチレングリコールとのコポリマー並びに高級脂肪酸、多価脂肪酸及び重縮合したオキシ脂肪酸の少なくとも1種とポリエチレングリコール、グリセリン、ソルビトール等の多価アルコールの少なくとも1種とのモノエステル又はポリエステルを用いることができる。
【0015】
プロピレングリコールとエチレングリコールとのコポリマーの結合形式には特に限定はない。該コポリマーはブロック重合でもランダム重合でもよい。また、上記コポリマーには、更に変性ポリアルケンが共重合されていてもよい。該変性ポリアルケンとしては、例えば、マレイン化ポリブテンが挙げられる。上記高級脂肪酸として具体的には、例えば、炭素数12〜18の飽和又は不飽和一価脂肪酸(例えば、ラウリン酸、ミリスチン酸、パルミチン酸、ステアリン酸及びオレイン酸)が挙げられる。上記多価脂肪酸として具体的には、例えば、オレイン酸又はリノール酸のダイマー酸(炭素数36)及びトリマー酸(炭素数54)が挙げられる。上記重縮合したオキシ脂肪酸の炭素数は通常36〜180である。上記重縮合したオキシ脂肪酸として具体的には、例えば、オキシステアリン酸が2〜10分子つながったオキシ脂肪酸が挙げられる。
【0016】
上記ポリエチレングリコールの分子量は通常、1500〜2500である。上記ポリエステルとしてはジエステル、可能な場合にはトリ、テトラエステル等が用いられる。
【0017】
上記界面活性剤の分子量には特に限定はない。該分子量は通常、2000〜15000である。該分子量が2000以上であると、乳化安定性が高まるので好ましく、15000以下であると、油溶性に優れるので好ましい。また、上記界面活性剤のHLBにも特に限定はない。該HLBは通常、5〜9である。該HLBがこの範囲内であると、上記界面活性剤が油粒子と水との界面に安定して存在できるので好ましい。
【0018】
上記組成物中の上記界面活性剤の含有量には特に限定はない。含有量の下限値として好ましくは、上記基油100質量部に対して0.1質量部以上、より好ましくは1質量部以上、更に好ましくは2質量部以上、特に好ましくは4質量部以上である。また、上記界面活性剤の含有量が5質量部以上でも、プレートアウト性を向上させることができる。従来は、界面活性剤をこの程度加えると、乳化安定性は良好となる反面、プレートアウト性が劣っていたが、上記組成物では、これらを両立することが可能である。含有量が上記下限値以上であると、乳化分散の安定性に優れるので好ましい。一方、上記含有量の下限値には特に限定はない。含有量の上限値として通常は、上記基油100質量部に対して10質量部以下、より好ましくは7質量部以下、更に好ましくは6質量部以下である。含有量が上記上限値以下であると、優れたプレートアウト性を維持しつつ、上記界面活性剤の含有量を減らすことができるので好ましい。
【0019】
上記エラストマーは、上記基油に溶解する性質を有すると共に、ゴム状の反発弾性体であれば、その種類に特に限定はない。上記エラストマーとして具体的には、例えば、熱硬化性エラストマー及び熱可塑性エラストマーが挙げられる。上記熱硬化性エラストマーとして具体的には、例えば、天然ゴム、ウレタンゴム、シリコーンゴム及びフッ素ゴムが挙げられる。上記熱可塑性エラストマーとして一般的には、軟質相と硬質相とを備えたミクロ相分離構造を有するエラストマーが知られている。上記熱可塑性エラストマーとして具体的には、例えば、スチレン−ブタジエンブロック共重合体、イソプレン−イソブチレン共重合体、エチレン−プロピレン共重合体及びポリイソブチレンが挙げられる。
【0020】
上記エラストマーの分子量には特に限定はない。上記エラストマーの重量平均分子量の下限値として好ましくは3万以上、より好ましくは5万以上である。上記エラストマーの重量平均分子量の上限値として好ましくは600万以下、より好ましくは250万以下である。上記重量平均分子量が上記下限値以上であると、プレートアウト油膜の再洗浄を妨げる効果に優れるので好ましい。上記重量平均分子量が上記上限値以下であると、上記基油への溶解性に優れるので好ましい。
【0021】
上記エラストマーの含有量には特に限定はない。含有量の下限値として好ましくは、上記基油100質量部に対して0.05質量部以上、より好ましくは0.1質量部以上、更に好ましくは0.2質量部以上である。含有量の上限値として好ましくは、上記基油100質量部に対して20質量部以下、より好ましくは10質量部以下、更に好ましくは5質量部以下である。含有量が上記下限値以上であると、プレートアウト性向上に優れるので好ましい。含有量が上記上限値以下であると、優れたプレートアウト性向上を維持しつつ、上記エラストマーの含有量を減らすことができるので好ましい。
【0022】
上記組成物には、上記成分の他に、必要に応じて公知の各種添加剤、例えば、油性剤、極圧剤、酸化防止剤等を添加することができる。油性剤としては、ステアリン酸、オレイン酸、リノール酸、リノレン酸、アラキン酸、ベヘン酸、エルカ酸、トリメリット酸、パーム油脂肪酸、牛脂脂肪酸、豚脂脂肪酸、大豆油脂肪酸、なたね油脂肪酸、トール油脂肪酸等の脂肪酸;これら脂肪酸のエステル化物;ダイマー酸等の二塩基酸等が挙げられる。極圧剤としては、トリアルキルフォスフェート、ジアルキルフォスフェート、トリアリールフォスフェート等のりん酸エステル;トリアルキルフォスファイト、ジアルキルフォスファイト、トリアリルフォスファイト等の亜りん酸エステル等が挙げられる。酸化防止剤としては、ジ−t−ブチル−p−クレゾール等のフェノール系化合物;フェニル−α−ナフチルアミン等の芳香族アミン等が挙げられる。
【0023】
上記組成物は、そのまま用いてもよく、適宜の溶媒中に上記組成物を分散させた分散物として用いてもよい。上記組成物は通常、水中に分散させた分散物(クーラント)として用いられる。上記クーラントでは、上記組成物が水に乳化分散している。上記クーラントは通常、上記組成物と水とを混合して、該混合溶液をミキサー等により攪拌することにより調製することができる。
【0024】
上記分散物中の上記組成物の割合は、通常1〜10体積%である。上記分散物中の油成分の平均粒子径の下限値として好ましくは3μm以上、より好ましくは4μm以上、さらに好ましくは5μm以上であり、上限値として好ましくは11μm以下、より好ましくは10μm以下、更に好ましくは9μm以下、特に好ましくは8μm以下である。平均粒子径が下限値以上であると、プレートアウト性に優れるので好ましい。一方、平均粒子径が上限値以下であると、乳化安定性に優れるので好ましい。尚、上記平均粒子径は、コールターカウンターにより測定することができる。
【0025】
上記クーラントは通常、ノズルより噴射供給されて圧延ロール又は被圧延材に衝突する。その際に上記クーラントの乳化状態が破壊され、油分のみが圧延ロール又は被圧延材の表面に展着する。上記クーラントが連続供給されることにより、油分の付着と再洗浄が繰り返され、これにより、プレートアウト油膜が形成されると考えられる。上記エラストマーは水不溶性であるため、通常、油相に存在する。上記エラストマーの性状、例えば、その分子量及び架橋による分子内結合構造によって、上記油分の流動性が阻害され、プレートアウト油膜形成時の再洗浄が妨げられる。このため、プレートアウト性が向上すると考えられる。尚、上記説明は発明者の推測である。従って、上記説明は何ら本方法の内容を定義したり、あるいは本方法を限定するための説明ではない。
【0026】
上記被圧延材の形状は、冷間圧延加工することができる限り特に限定はない。通常、上記被圧延材の形状は、板状(例えば、薄板状及び帯状)である。
【0027】
上記被圧延材の種類は、冷間圧延加工することができる限り特に限定はない。上記被圧延材は通常、金属材料である。該金属材料は単一の金属材料でもよく、2種以上の金属で構成される合金材料でもよい。上記金属材料として具体的には、例えば、(1)鉄、鋳鉄,鋼(炭素鋼及びステンレス鋼等)及び鉄合金、(2)インコネル、チタン、及びチタン合金、並びに(3)アルミニウム、マグネシウム、亜鉛及び銅等の非鉄金属並びにそれらの合金が挙げられる。上記金属材料が鋼板の場合、軟質鋼板及び高張力鋼板(ハイテン材)のいずれも用いることができる。
【0028】
本方法では、上記被圧延材として、引張強度が500MPa以上、好ましくは550MPa以上の金属材料を用いることができる。本方法は、引張強度が高い高張力材料を冷間圧延加工、特に2以上の圧延スタンドを備える冷間タンデムミルを用いて冷間圧延加工する場合でも、圧延速度を高めて圧延効率を向上させることができる。
【0029】
本方法の内容は、被圧延材を冷間圧延することができる限り特に限定はない。本方法として具体的には、例えば、1以上、好ましくは2以上の圧延スタンドを備える冷間タンデムミルを用いた冷間圧延方法が挙げられる(図1参照)。図1は、5個の圧延スタンドからなる冷間圧延機(各圧延スタンドは上下ワークロール及び上下バックアップロールを有する。)を用いた冷間圧延方法を示している。
【0030】
本方法において、上記組成物又はその分散物(段落番号〔0030〕〜〔0033〕の「組成物」は、「金属圧延油組成物又はその分散物」を意味する。)の供給方法には特に限定はない。該方法としては、例えば、上記組成物を予め圧延ロールに塗布する方法及び加工中に圧延ロール又は被圧延材に対して上記組成物を噴霧又は塗布(ロールコート等)する方法が挙げられる。上記組成物の供給方法としてその他に、例えば、ノズルから液状で供給する方法、手づけ給油(ブラシ塗り及び油差し等)で供給する方法、及び噴霧により供給する方法が挙げられる。図1において、上記組成物は、クリーンタンク1に蓄積されている。上記組成物は、供給ポンプPにより圧延油供給ライン2を通じて、冷間圧延機の各圧延スタンド7へ供給されている。
【0031】
本方法として具体的には、例えば、1以上、好ましくは2以上の圧延スタンドを備える冷間タンデムミルを用い、該圧延スタンド及び/又は被圧延材に上記組成物等を供給する方法が挙げられる(図1参照)。この方法において、上記組成物は通常、圧延スタンドの入側及び出側に供給される。しかし、この方法において、上記組成物は、圧延スタンドの入側及び出側の全てに供給してもよく、いずれか一方にのみ供給してもよい。また、上記組成物は、少なくとも1以上の圧延スタンドに対して供給されればよい。よって、全圧延スタンドに供給してもよく、一部の圧延スタンドにのみ供給してもよい。
【0032】
本方法では、供給された上記組成物を回収して、再度供給することができる(循環供給方式)。回収された上記組成物は、そのまま再度供給してもよく、異物除去等の適宜の再処理工程を経た後で再度供給してもよい。上記循環供給方式の具体例を図1に示す。各圧延スタンド7に供給された上記組成物はオイルパン3で回収され、ダーティータンク4へ送られる。次いで、上記組成物は、異物除去フィルター5及び鉄粉除去フィルター6を介して異物及び鉄粉を除去した後、クリーンタンク1へ戻される。クリーンタンク1へ戻された上記組成物は、再度圧延油供給ライン2を通じて各圧延スタンド7へ供給される。
【0033】
本方法において、上記組成物の供給条件には特に限定はない。通常、上記組成物の温度は30〜100℃、好ましくは40〜80℃、更に好ましくは50〜70℃である。本方法では、上記組成物の供給時の温度が上記範囲であれば好ましい。一方、図1のようにクリーンタンク1に蓄積させる場合、クリーンタンク1内での上記組成物の温度を上記範囲とすることができる。また、上記組成物の供給量は、必要に応じて適宜の範囲とすることができる。上記組成物の供給量として通常、1000〜8000L/min、好ましくは2000〜7000L/min、更に好ましくは3000〜5000L/minである。上記組成物の温度及び供給量が上記範囲であると、潤滑性に優れ、ヒートマーク等の欠陥の発生を抑制することができるので好ましい。また、上記組成物の温度及び供給量が上記範囲であると、圧延荷重の増大を抑制し、圧延速度及び圧延効率を向上させることができるので好ましい。
【0034】
本方法において、圧延条件には特に限定はない。本方法は、圧延率が大きい場合又は強度の高い材料を圧延する場合等、圧延負荷の大きい条件での冷間圧延に好ましい。本方法では、圧延率を80%以上とすることができる。また、本方法では、高速で圧延してもヒートマーク等の欠陥の発生を抑制し、安定して冷間圧延加工をすることができる。本方法では、圧延速度を500mpm(m/分)以上、好ましくは1000mpm以上とすることができる。圧延速度の上限値には特に限定はないが、通常は1500mpm以下であり、モーター負荷の観点から1300mpm以下が好ましい。
【0035】
今日、高圧下率材(例えば、合計圧下率80%以上)及び高張力金属材料(例えば、引張強度が500MPa以上又は550MPa以上)を、2以上の圧延スタンドを備える冷間タンデムミルを用いて冷間圧延加工することが行われている。この場合、通常、第1圧延スタンド(被圧延材が最初に通過する圧延スタンド)の圧下率の割合が低く、第2圧延スタンド以降の圧下率の割合が高くなり、モーター負荷が増加して圧延速度を向上させるのが困難であった。しかし、本方法によれば、第1圧延スタンドの圧下率の割合を向上させ、第2圧延スタンド以降の圧下率の割合を軽減することができる。例えば、本方法では、第1圧延スタンドの圧下率の割合に対する第2圧延スタンドの圧下率の割合(第2圧延スタンドの圧下率の割合(%)/第1圧延スタンドの圧下率の割合(%))を1.00〜1.20、好ましくは1.00〜1.18の範囲とすることができる。上記割合が上記範囲内であると、ヒートマーク及び絞り等の欠陥の発生を抑制すると共に、モーター負荷を低下させて圧延速度を高めることができるので好ましい。
【0036】
図1に示す5個の圧延スタンドを備える冷間タンデムミルを用いて、冷間圧延加工により合計圧下率80%以上の高圧下率材を得る場合、従来、潤滑性不足によりモーター負荷が高くなり、通常、第1圧延スタンドの圧下率の割合が15〜17%の範囲でしか圧延ができなかった。しかし、上記のように、本方法によれば、第1圧延スタンドの圧下率の割合を向上させ、第2圧延スタンド以降の圧下率の割合を軽減することができる。図1に示す5個の圧延スタンドを備える冷間タンデムミルを用いて冷間圧延加工する場合、第1圧延スタンドの圧下率の割合を19%以上とすることができる。第1圧延スタンドの圧下率の割合の上限には特に限定はないが、通常は22%である。第1圧延スタンドの圧下率の割合が上記範囲内であると、ヒートマーク及び絞り等の欠陥の発生を抑制すると共に、モーター負荷を低下させて圧延速度を高めることができるので好ましい。
【0037】
高張力金属材料(例えば、引張強度が500MPa以上又は550MPa以上)を、図1に示す5スタンドを備える冷間タンデムミルを用いて冷間圧延加工する場合も同様に、従来、潤滑性不足によりモーター負荷が高くなり、通常、第1圧延スタンドの圧下率の割合が10〜11%の範囲でしか圧延ができなかった。しかし、本方法によれば、第1圧延スタンドの圧下率の割合を向上させ、第2圧延スタンド以降の圧下率の割合を軽減することができる。図1に示す5個の圧延スタンドを備える冷間タンデムミルを用いて冷間圧延加工する場合、第1圧延スタンドの圧下率の割合を12%以上とすることができる。第1圧延スタンドの圧下率の割合の上限には特に限定はないが、通常は14%である。第1圧延スタンドの圧下率の割合が上記範囲内であると、ヒートマーク及び絞り等の欠陥の発生を抑制すると共に、第2圧延スタンド以降の圧下率の割合を軽減し、モーター負荷を低下させて圧延速度を高めることができるので好ましい。
【実施例】
【0038】
以下、本発明について、実施例を挙げて具体的に説明する。尚、本発明は、これらの実施例に何ら制約されるものではない。
【0039】
<クーラントの調製>
下記の各成分を所定量で配合して、実施例の金属圧延油組成物を調整した。比較例の金属圧延油組成物として、ユシロ化学工業株式会社製「ユシローブル100TF−2」を用いた。各成分の内容及び配合量を以下に示す。配合量の「%」は「質量%」である。
【0040】
合成エステル(96.9%):商品名「ユニスターH−381R」、日油株式会社、トリメチロールプロパントリオレート
界面活性剤A(1.0%):商品名「イオネットS−80」、三洋化成工業株式会社、ソルビタン脂肪酸エステル系界面活性剤
界面活性剤B(0.3%):商品名「イオネットDO−1000」、三洋化成工業株式会社、ポリオキシエチレン脂肪酸ジエステル
界面活性剤C(0.5%):商品名「ハイパーマーA60」、クローダジャパン株式会社、マレイン化ポリブテン、ポリアルキレングリコール、及びグリセリンの共重合物
酸化防止剤(1.0%):商品名「スミライザーBHT」、住友化学株式会社
防食剤(0.1%):商品名「BT−120」 城北化学工業株式会社、1,2,3−ベンゾトリアゾール
エラストマーA(0.2%):天然ゴム(cis−1,4−ポリイソプレン主体、重量平均分子量10万〜250万)
【0041】
上記各金属圧延油組成物を1〜2体積%となるように水にて希釈した後、ポンプによる循環と共に攪拌機を用いて、上記金属圧延油組成物の平均粒子径を7.2μmに調製して、クーラントを調製した(液量:18万〜20万L、液温:50〜70℃)。尚、上記平均粒子径(調製時平均粒子径)は、コールターカウンター(ベックマン・コールター社製)を用いた細孔電気抵抗法により測定した。
【0042】
<冷間圧延加工(I)>
冷間圧延加工の概略を図1に示す。図1の冷間圧延機は、5個の圧延スタンド7(第1スタンド71〜第5スタンド75)からなり、各圧延スタンド7は上下ワークロール及び上下バックアップロールを有する。循環圧延油供給方式にて、各圧延スタンド7の入側圧延ロール(ロールバイト及びワークロール表面)及び出側圧延ロール表面に上記で調製した各クーラントを供給して冷間圧延加工を行った。金属材料として、軟質鋼板A〜C(板厚:3.8mm(入側)、0.715mm(出側)、圧下率81%、板幅:1780mm)を用いた。上記クーラントの温度は50〜70度である。上記クーラントの供給量は、各圧延スタンドで約3000〜5000L/minである。各圧延スタンドの圧下率割合、合計圧下率及び圧延速度を表1に示す。
【0043】
【表1】

【0044】
表1より、合計圧下率80%以上の高圧下率材において、比較例では第1圧延スタンドの圧下率の割合が15〜17%の範囲と低く、そのため、第2圧延スタンドの圧下率の割合が22%以上と高いのに対し、実施例では第1圧延スタンドの圧下率の割合が19〜21%と高く、これにより、第2圧延スタンドの圧下率を21.5%以下と軽減することができた。その結果、比較例と比べて、実施例ではモーター負荷を低減され、圧延速度を向上させることができた(比較例と比べて6%向上)。
【0045】
また、圧延鋼板の生産量と実働時間から圧延能率(1時間当たりの生産量)を算出した結果、圧延能率は比較例と比べて3%向上した。
【0046】
上記軟質鋼板A〜Cに替えて、鋼板D〜F(引張強度;590MPa)を用いる他は、上記と同様の方法により冷間圧延加工を行った。その結果を表2に示す。
【0047】
【表2】
【0048】
表2より、引張強度が590MPaの高張力鋼板において、比較例では第1圧延スタンドの圧下率の割合が10〜11%の範囲と低く、そのため、第2圧延スタンドの圧下率の割合が15%以上と高いのに対し、実施例では第1圧延スタンドの圧下率の割合が12〜13%と高く、これにより、第2圧延スタンドの圧下率を14%以下と軽減することができた。その結果、比較例と比べて、実施例ではモーター負荷を低減され、圧延速度を向上させることができた(比較例と比べて5%向上)。
【0049】
<冷間圧延加工(II)>
図1の冷間圧延機を用いて、上記各クーラントを用いて鋼板の冷間圧延加工を半年間(稼働期間)行った。その後、加工鋼板の生産量と金属圧延油組成物の使用量から、稼働期間中の原単位(鋼板の生産量1t当たりに使用した金属圧延油組成物の使用量;kg/ton)を算出した。また、稼働期間中の異常組替比率(鋼板の生産量1000t当たりについて、ロール疵の発生のため圧延ロールの組替を行った回数;回/1000t)及び稼働率(実働時間/(勤務時間−休止時間))を算出した。
【0050】
その結果、比較例と比べて、実施例では原単位が7%向上した。この結果より、本実施例では、金属圧延油組成物の使用量を低減してコストダウンを図ることができることが分かる。また、比較例と比べて、実施例では異常組替比率が35%低減され、稼働率が0.8%向上した。この結果より、本実施例ではスカム生成を抑制することによりロール疵の発生を抑制でき、これにより、圧延ロールの組替回数を削減して稼働率を向上させることができることが分かる。
【符号の説明】
【0051】
1;クリーンタンク、2;圧延油供給ライン、3;オイルパン、4;ダーティータンク、5;異物除去フィルター、6;鉄粉除去フィルター、7;圧延スタンド、71;第1スタンド、72;第2スタンド、73;第3スタンド、74;第4スタンド、75;第5スタンド、P;ポンプ、S;金属材料。
【技術分野】
【0001】
本発明は、金属圧延油組成物を用いた冷間圧延方法に関する。
【背景技術】
【0002】
金属材料を冷間圧延加工する際、被圧延材(鋼板等)とワークロールとの焼付防止等の目的で、冷間圧延油組成物が使用されている。従来の冷間圧延油組成物は一般に、基油(例えば、鉱油、動植物油脂及び合成エステルの1種又は2種以上)中に、各種添加剤、例えば、脂肪酸等の油性向上剤、リン酸エステル等の極圧添加剤、防錆添加剤、酸化防止剤及び乳化剤の1種又は2種以上を含む。従来の冷間圧延油組成物は通常、水に乳化分散させた乳化分散液として使用される。
【0003】
この乳化分散液は一般にクーラントと呼ばれている。クーラントは通常、タンク内からポンプを経由して、ノズルから作業ロール及び被圧延材に噴射することにより供給される。供給されたクーラントは、回収されて再度タンクに戻される。このような方式を循環方式と言う。この循環方式で用いられる冷間圧延油組成物は、作業ロール及び被圧延材表面に展着する(プレートアウト性)ことにより、潤滑性を発揮する。
【0004】
近年、圧延技術の進歩に伴い、圧延の高速化及び圧延材の大量生産化が図られている。これに伴い、乳化安定性及びプレートアウト性に優れる金属圧延油組成物として、特許文献1〜3の金属圧延油組成物が挙げられる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平8−325588号公報
【特許文献2】特開平10−298580号公報
【特許文献3】特開2008−7544号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
冷間圧延加工では、圧延効率を高めることが求められる。特に近年では、圧延負荷の高い高張力鋼板(ハイテン材)の需要が高まると予測されていることから、圧延効率向上のためにミル負荷を低減させることが不可欠である。しかしながら、特許文献1〜3の金属圧延油組成物は、乳化安定性に対しては改善が認められるものの、従来の圧延油組成物に比較してプレートアウト性が充分に優れているとは言い難かった。
【0007】
プレートアウト性を向上させる方法として、非イオン性界面活性剤のHLB又は界面活性剤の配合量を調整し、クーラントの粒子径を大きくする方法が挙げられる。しかし、この方法では、クーラントの乳化状態が不安定となる。乳化安定性が低下すると、スカム(鉄粉、圧延油、鉄石鹸及び水の混合物で粘稠状)がミル周辺に付着・堆積し易くなる。堆積したスカムがロールと被圧延材との間で噛み込むと、ロール疵が発生する。その結果、ロールの組替が必要となり、ロールの稼働率が低下する。
【0008】
また、圧延率が高く設定された被圧延材や圧延負荷の高い高張力鋼板を、2以上の圧延スタンドを備える冷間タンデムミルを用いて冷間圧延加工する場合、従来、第1圧延スタンドの圧下率の割合が低い範囲でしか圧延ができなかった。その結果、従来の方法では、第2圧延スタンド以降の圧下率の割合が高くなり、モーター負荷が増加して圧延速度が低下するという問題があった。
【0009】
本発明は、従来の方法と比べて圧延効率に優れた冷間圧延方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、基油、界面活性剤及びエラストマーを含む金属圧延油組成物(以下、単に「組成物」という。)又はその分散物を用いて、被圧延材を冷間圧延加工する冷間圧延方法である。
【発明の効果】
【0011】
本発明の方法(以下、「本方法」という。)によれば、従来の方法と比べてモーター負荷を低減させ、圧延速度を向上させることができる。また、本方法によれば、スカムの生成を抑制し、ロール組替回数を減少させることができる。その結果、本発明の方法は、従来の方法と比べて、圧延効率に優れている。
【図面の簡単な説明】
【0012】
【図1】本実施例の冷間圧延方法の概略図である。
【発明を実施するための形態】
【0013】
上記基油の種類には特に限定はない。上記基油として、従来から金属圧延油組成物に使用されてきた基油を使用することができる。上記基油として具体的には、例えば、スピンドル油、マシン油、タービン油、シリンダー油等の鉱物油;鯨油、牛脂、豚油、ナタネ油、ヒマシ油、ヌカ油、パーム油、ヤシ油等の動植物油脂;牛脂、ヒマシ油、ヤシ油等から得られる脂肪酸及び/又は合成脂肪酸と炭素原子数1〜22の脂肪族1価アルコールとのモノエステル、並びに上記脂肪酸及び/又は合成脂肪酸とエチレングリコール、ネオペンチルグリコール、トリメチロールプロパン、ペンタエリスリトール等の多価アルコールとのジ、トリ、テトラエステルである合成エステルが挙げられる。上記基油は、1種単独で用いてもよく、2種以上を併用してもよい。
【0014】
上記界面活性剤の種類には特に限定はない。上記界面活性剤は、陰イオン性界面活性剤、陽イオン性界面活性剤及び非イオン性界面活性剤のいずれも使用できる。上記陰イオン性界面活性剤として具体的には、例えば、アルカンスルホン酸ナトリウム塩、ナフテン酸ナトリウム石ケン及びアルキルベンゼンスルホン酸ナトリウム塩等が挙げられる。上記陽イオン性界面活性剤として具体的には、例えば、アルキルトリメチルアンモニウム塩、ジアルキルジメチルアンモニウムクロリド及びアルキルピリジニウムクロリド等が挙げられる。上記非イオン性界面活性剤として具体的には、例えば、プロピレングリコールとエチレングリコールとのコポリマー並びに高級脂肪酸、多価脂肪酸及び重縮合したオキシ脂肪酸の少なくとも1種とポリエチレングリコール、グリセリン、ソルビトール等の多価アルコールの少なくとも1種とのモノエステル又はポリエステルを用いることができる。
【0015】
プロピレングリコールとエチレングリコールとのコポリマーの結合形式には特に限定はない。該コポリマーはブロック重合でもランダム重合でもよい。また、上記コポリマーには、更に変性ポリアルケンが共重合されていてもよい。該変性ポリアルケンとしては、例えば、マレイン化ポリブテンが挙げられる。上記高級脂肪酸として具体的には、例えば、炭素数12〜18の飽和又は不飽和一価脂肪酸(例えば、ラウリン酸、ミリスチン酸、パルミチン酸、ステアリン酸及びオレイン酸)が挙げられる。上記多価脂肪酸として具体的には、例えば、オレイン酸又はリノール酸のダイマー酸(炭素数36)及びトリマー酸(炭素数54)が挙げられる。上記重縮合したオキシ脂肪酸の炭素数は通常36〜180である。上記重縮合したオキシ脂肪酸として具体的には、例えば、オキシステアリン酸が2〜10分子つながったオキシ脂肪酸が挙げられる。
【0016】
上記ポリエチレングリコールの分子量は通常、1500〜2500である。上記ポリエステルとしてはジエステル、可能な場合にはトリ、テトラエステル等が用いられる。
【0017】
上記界面活性剤の分子量には特に限定はない。該分子量は通常、2000〜15000である。該分子量が2000以上であると、乳化安定性が高まるので好ましく、15000以下であると、油溶性に優れるので好ましい。また、上記界面活性剤のHLBにも特に限定はない。該HLBは通常、5〜9である。該HLBがこの範囲内であると、上記界面活性剤が油粒子と水との界面に安定して存在できるので好ましい。
【0018】
上記組成物中の上記界面活性剤の含有量には特に限定はない。含有量の下限値として好ましくは、上記基油100質量部に対して0.1質量部以上、より好ましくは1質量部以上、更に好ましくは2質量部以上、特に好ましくは4質量部以上である。また、上記界面活性剤の含有量が5質量部以上でも、プレートアウト性を向上させることができる。従来は、界面活性剤をこの程度加えると、乳化安定性は良好となる反面、プレートアウト性が劣っていたが、上記組成物では、これらを両立することが可能である。含有量が上記下限値以上であると、乳化分散の安定性に優れるので好ましい。一方、上記含有量の下限値には特に限定はない。含有量の上限値として通常は、上記基油100質量部に対して10質量部以下、より好ましくは7質量部以下、更に好ましくは6質量部以下である。含有量が上記上限値以下であると、優れたプレートアウト性を維持しつつ、上記界面活性剤の含有量を減らすことができるので好ましい。
【0019】
上記エラストマーは、上記基油に溶解する性質を有すると共に、ゴム状の反発弾性体であれば、その種類に特に限定はない。上記エラストマーとして具体的には、例えば、熱硬化性エラストマー及び熱可塑性エラストマーが挙げられる。上記熱硬化性エラストマーとして具体的には、例えば、天然ゴム、ウレタンゴム、シリコーンゴム及びフッ素ゴムが挙げられる。上記熱可塑性エラストマーとして一般的には、軟質相と硬質相とを備えたミクロ相分離構造を有するエラストマーが知られている。上記熱可塑性エラストマーとして具体的には、例えば、スチレン−ブタジエンブロック共重合体、イソプレン−イソブチレン共重合体、エチレン−プロピレン共重合体及びポリイソブチレンが挙げられる。
【0020】
上記エラストマーの分子量には特に限定はない。上記エラストマーの重量平均分子量の下限値として好ましくは3万以上、より好ましくは5万以上である。上記エラストマーの重量平均分子量の上限値として好ましくは600万以下、より好ましくは250万以下である。上記重量平均分子量が上記下限値以上であると、プレートアウト油膜の再洗浄を妨げる効果に優れるので好ましい。上記重量平均分子量が上記上限値以下であると、上記基油への溶解性に優れるので好ましい。
【0021】
上記エラストマーの含有量には特に限定はない。含有量の下限値として好ましくは、上記基油100質量部に対して0.05質量部以上、より好ましくは0.1質量部以上、更に好ましくは0.2質量部以上である。含有量の上限値として好ましくは、上記基油100質量部に対して20質量部以下、より好ましくは10質量部以下、更に好ましくは5質量部以下である。含有量が上記下限値以上であると、プレートアウト性向上に優れるので好ましい。含有量が上記上限値以下であると、優れたプレートアウト性向上を維持しつつ、上記エラストマーの含有量を減らすことができるので好ましい。
【0022】
上記組成物には、上記成分の他に、必要に応じて公知の各種添加剤、例えば、油性剤、極圧剤、酸化防止剤等を添加することができる。油性剤としては、ステアリン酸、オレイン酸、リノール酸、リノレン酸、アラキン酸、ベヘン酸、エルカ酸、トリメリット酸、パーム油脂肪酸、牛脂脂肪酸、豚脂脂肪酸、大豆油脂肪酸、なたね油脂肪酸、トール油脂肪酸等の脂肪酸;これら脂肪酸のエステル化物;ダイマー酸等の二塩基酸等が挙げられる。極圧剤としては、トリアルキルフォスフェート、ジアルキルフォスフェート、トリアリールフォスフェート等のりん酸エステル;トリアルキルフォスファイト、ジアルキルフォスファイト、トリアリルフォスファイト等の亜りん酸エステル等が挙げられる。酸化防止剤としては、ジ−t−ブチル−p−クレゾール等のフェノール系化合物;フェニル−α−ナフチルアミン等の芳香族アミン等が挙げられる。
【0023】
上記組成物は、そのまま用いてもよく、適宜の溶媒中に上記組成物を分散させた分散物として用いてもよい。上記組成物は通常、水中に分散させた分散物(クーラント)として用いられる。上記クーラントでは、上記組成物が水に乳化分散している。上記クーラントは通常、上記組成物と水とを混合して、該混合溶液をミキサー等により攪拌することにより調製することができる。
【0024】
上記分散物中の上記組成物の割合は、通常1〜10体積%である。上記分散物中の油成分の平均粒子径の下限値として好ましくは3μm以上、より好ましくは4μm以上、さらに好ましくは5μm以上であり、上限値として好ましくは11μm以下、より好ましくは10μm以下、更に好ましくは9μm以下、特に好ましくは8μm以下である。平均粒子径が下限値以上であると、プレートアウト性に優れるので好ましい。一方、平均粒子径が上限値以下であると、乳化安定性に優れるので好ましい。尚、上記平均粒子径は、コールターカウンターにより測定することができる。
【0025】
上記クーラントは通常、ノズルより噴射供給されて圧延ロール又は被圧延材に衝突する。その際に上記クーラントの乳化状態が破壊され、油分のみが圧延ロール又は被圧延材の表面に展着する。上記クーラントが連続供給されることにより、油分の付着と再洗浄が繰り返され、これにより、プレートアウト油膜が形成されると考えられる。上記エラストマーは水不溶性であるため、通常、油相に存在する。上記エラストマーの性状、例えば、その分子量及び架橋による分子内結合構造によって、上記油分の流動性が阻害され、プレートアウト油膜形成時の再洗浄が妨げられる。このため、プレートアウト性が向上すると考えられる。尚、上記説明は発明者の推測である。従って、上記説明は何ら本方法の内容を定義したり、あるいは本方法を限定するための説明ではない。
【0026】
上記被圧延材の形状は、冷間圧延加工することができる限り特に限定はない。通常、上記被圧延材の形状は、板状(例えば、薄板状及び帯状)である。
【0027】
上記被圧延材の種類は、冷間圧延加工することができる限り特に限定はない。上記被圧延材は通常、金属材料である。該金属材料は単一の金属材料でもよく、2種以上の金属で構成される合金材料でもよい。上記金属材料として具体的には、例えば、(1)鉄、鋳鉄,鋼(炭素鋼及びステンレス鋼等)及び鉄合金、(2)インコネル、チタン、及びチタン合金、並びに(3)アルミニウム、マグネシウム、亜鉛及び銅等の非鉄金属並びにそれらの合金が挙げられる。上記金属材料が鋼板の場合、軟質鋼板及び高張力鋼板(ハイテン材)のいずれも用いることができる。
【0028】
本方法では、上記被圧延材として、引張強度が500MPa以上、好ましくは550MPa以上の金属材料を用いることができる。本方法は、引張強度が高い高張力材料を冷間圧延加工、特に2以上の圧延スタンドを備える冷間タンデムミルを用いて冷間圧延加工する場合でも、圧延速度を高めて圧延効率を向上させることができる。
【0029】
本方法の内容は、被圧延材を冷間圧延することができる限り特に限定はない。本方法として具体的には、例えば、1以上、好ましくは2以上の圧延スタンドを備える冷間タンデムミルを用いた冷間圧延方法が挙げられる(図1参照)。図1は、5個の圧延スタンドからなる冷間圧延機(各圧延スタンドは上下ワークロール及び上下バックアップロールを有する。)を用いた冷間圧延方法を示している。
【0030】
本方法において、上記組成物又はその分散物(段落番号〔0030〕〜〔0033〕の「組成物」は、「金属圧延油組成物又はその分散物」を意味する。)の供給方法には特に限定はない。該方法としては、例えば、上記組成物を予め圧延ロールに塗布する方法及び加工中に圧延ロール又は被圧延材に対して上記組成物を噴霧又は塗布(ロールコート等)する方法が挙げられる。上記組成物の供給方法としてその他に、例えば、ノズルから液状で供給する方法、手づけ給油(ブラシ塗り及び油差し等)で供給する方法、及び噴霧により供給する方法が挙げられる。図1において、上記組成物は、クリーンタンク1に蓄積されている。上記組成物は、供給ポンプPにより圧延油供給ライン2を通じて、冷間圧延機の各圧延スタンド7へ供給されている。
【0031】
本方法として具体的には、例えば、1以上、好ましくは2以上の圧延スタンドを備える冷間タンデムミルを用い、該圧延スタンド及び/又は被圧延材に上記組成物等を供給する方法が挙げられる(図1参照)。この方法において、上記組成物は通常、圧延スタンドの入側及び出側に供給される。しかし、この方法において、上記組成物は、圧延スタンドの入側及び出側の全てに供給してもよく、いずれか一方にのみ供給してもよい。また、上記組成物は、少なくとも1以上の圧延スタンドに対して供給されればよい。よって、全圧延スタンドに供給してもよく、一部の圧延スタンドにのみ供給してもよい。
【0032】
本方法では、供給された上記組成物を回収して、再度供給することができる(循環供給方式)。回収された上記組成物は、そのまま再度供給してもよく、異物除去等の適宜の再処理工程を経た後で再度供給してもよい。上記循環供給方式の具体例を図1に示す。各圧延スタンド7に供給された上記組成物はオイルパン3で回収され、ダーティータンク4へ送られる。次いで、上記組成物は、異物除去フィルター5及び鉄粉除去フィルター6を介して異物及び鉄粉を除去した後、クリーンタンク1へ戻される。クリーンタンク1へ戻された上記組成物は、再度圧延油供給ライン2を通じて各圧延スタンド7へ供給される。
【0033】
本方法において、上記組成物の供給条件には特に限定はない。通常、上記組成物の温度は30〜100℃、好ましくは40〜80℃、更に好ましくは50〜70℃である。本方法では、上記組成物の供給時の温度が上記範囲であれば好ましい。一方、図1のようにクリーンタンク1に蓄積させる場合、クリーンタンク1内での上記組成物の温度を上記範囲とすることができる。また、上記組成物の供給量は、必要に応じて適宜の範囲とすることができる。上記組成物の供給量として通常、1000〜8000L/min、好ましくは2000〜7000L/min、更に好ましくは3000〜5000L/minである。上記組成物の温度及び供給量が上記範囲であると、潤滑性に優れ、ヒートマーク等の欠陥の発生を抑制することができるので好ましい。また、上記組成物の温度及び供給量が上記範囲であると、圧延荷重の増大を抑制し、圧延速度及び圧延効率を向上させることができるので好ましい。
【0034】
本方法において、圧延条件には特に限定はない。本方法は、圧延率が大きい場合又は強度の高い材料を圧延する場合等、圧延負荷の大きい条件での冷間圧延に好ましい。本方法では、圧延率を80%以上とすることができる。また、本方法では、高速で圧延してもヒートマーク等の欠陥の発生を抑制し、安定して冷間圧延加工をすることができる。本方法では、圧延速度を500mpm(m/分)以上、好ましくは1000mpm以上とすることができる。圧延速度の上限値には特に限定はないが、通常は1500mpm以下であり、モーター負荷の観点から1300mpm以下が好ましい。
【0035】
今日、高圧下率材(例えば、合計圧下率80%以上)及び高張力金属材料(例えば、引張強度が500MPa以上又は550MPa以上)を、2以上の圧延スタンドを備える冷間タンデムミルを用いて冷間圧延加工することが行われている。この場合、通常、第1圧延スタンド(被圧延材が最初に通過する圧延スタンド)の圧下率の割合が低く、第2圧延スタンド以降の圧下率の割合が高くなり、モーター負荷が増加して圧延速度を向上させるのが困難であった。しかし、本方法によれば、第1圧延スタンドの圧下率の割合を向上させ、第2圧延スタンド以降の圧下率の割合を軽減することができる。例えば、本方法では、第1圧延スタンドの圧下率の割合に対する第2圧延スタンドの圧下率の割合(第2圧延スタンドの圧下率の割合(%)/第1圧延スタンドの圧下率の割合(%))を1.00〜1.20、好ましくは1.00〜1.18の範囲とすることができる。上記割合が上記範囲内であると、ヒートマーク及び絞り等の欠陥の発生を抑制すると共に、モーター負荷を低下させて圧延速度を高めることができるので好ましい。
【0036】
図1に示す5個の圧延スタンドを備える冷間タンデムミルを用いて、冷間圧延加工により合計圧下率80%以上の高圧下率材を得る場合、従来、潤滑性不足によりモーター負荷が高くなり、通常、第1圧延スタンドの圧下率の割合が15〜17%の範囲でしか圧延ができなかった。しかし、上記のように、本方法によれば、第1圧延スタンドの圧下率の割合を向上させ、第2圧延スタンド以降の圧下率の割合を軽減することができる。図1に示す5個の圧延スタンドを備える冷間タンデムミルを用いて冷間圧延加工する場合、第1圧延スタンドの圧下率の割合を19%以上とすることができる。第1圧延スタンドの圧下率の割合の上限には特に限定はないが、通常は22%である。第1圧延スタンドの圧下率の割合が上記範囲内であると、ヒートマーク及び絞り等の欠陥の発生を抑制すると共に、モーター負荷を低下させて圧延速度を高めることができるので好ましい。
【0037】
高張力金属材料(例えば、引張強度が500MPa以上又は550MPa以上)を、図1に示す5スタンドを備える冷間タンデムミルを用いて冷間圧延加工する場合も同様に、従来、潤滑性不足によりモーター負荷が高くなり、通常、第1圧延スタンドの圧下率の割合が10〜11%の範囲でしか圧延ができなかった。しかし、本方法によれば、第1圧延スタンドの圧下率の割合を向上させ、第2圧延スタンド以降の圧下率の割合を軽減することができる。図1に示す5個の圧延スタンドを備える冷間タンデムミルを用いて冷間圧延加工する場合、第1圧延スタンドの圧下率の割合を12%以上とすることができる。第1圧延スタンドの圧下率の割合の上限には特に限定はないが、通常は14%である。第1圧延スタンドの圧下率の割合が上記範囲内であると、ヒートマーク及び絞り等の欠陥の発生を抑制すると共に、第2圧延スタンド以降の圧下率の割合を軽減し、モーター負荷を低下させて圧延速度を高めることができるので好ましい。
【実施例】
【0038】
以下、本発明について、実施例を挙げて具体的に説明する。尚、本発明は、これらの実施例に何ら制約されるものではない。
【0039】
<クーラントの調製>
下記の各成分を所定量で配合して、実施例の金属圧延油組成物を調整した。比較例の金属圧延油組成物として、ユシロ化学工業株式会社製「ユシローブル100TF−2」を用いた。各成分の内容及び配合量を以下に示す。配合量の「%」は「質量%」である。
【0040】
合成エステル(96.9%):商品名「ユニスターH−381R」、日油株式会社、トリメチロールプロパントリオレート
界面活性剤A(1.0%):商品名「イオネットS−80」、三洋化成工業株式会社、ソルビタン脂肪酸エステル系界面活性剤
界面活性剤B(0.3%):商品名「イオネットDO−1000」、三洋化成工業株式会社、ポリオキシエチレン脂肪酸ジエステル
界面活性剤C(0.5%):商品名「ハイパーマーA60」、クローダジャパン株式会社、マレイン化ポリブテン、ポリアルキレングリコール、及びグリセリンの共重合物
酸化防止剤(1.0%):商品名「スミライザーBHT」、住友化学株式会社
防食剤(0.1%):商品名「BT−120」 城北化学工業株式会社、1,2,3−ベンゾトリアゾール
エラストマーA(0.2%):天然ゴム(cis−1,4−ポリイソプレン主体、重量平均分子量10万〜250万)
【0041】
上記各金属圧延油組成物を1〜2体積%となるように水にて希釈した後、ポンプによる循環と共に攪拌機を用いて、上記金属圧延油組成物の平均粒子径を7.2μmに調製して、クーラントを調製した(液量:18万〜20万L、液温:50〜70℃)。尚、上記平均粒子径(調製時平均粒子径)は、コールターカウンター(ベックマン・コールター社製)を用いた細孔電気抵抗法により測定した。
【0042】
<冷間圧延加工(I)>
冷間圧延加工の概略を図1に示す。図1の冷間圧延機は、5個の圧延スタンド7(第1スタンド71〜第5スタンド75)からなり、各圧延スタンド7は上下ワークロール及び上下バックアップロールを有する。循環圧延油供給方式にて、各圧延スタンド7の入側圧延ロール(ロールバイト及びワークロール表面)及び出側圧延ロール表面に上記で調製した各クーラントを供給して冷間圧延加工を行った。金属材料として、軟質鋼板A〜C(板厚:3.8mm(入側)、0.715mm(出側)、圧下率81%、板幅:1780mm)を用いた。上記クーラントの温度は50〜70度である。上記クーラントの供給量は、各圧延スタンドで約3000〜5000L/minである。各圧延スタンドの圧下率割合、合計圧下率及び圧延速度を表1に示す。
【0043】
【表1】
【0044】
表1より、合計圧下率80%以上の高圧下率材において、比較例では第1圧延スタンドの圧下率の割合が15〜17%の範囲と低く、そのため、第2圧延スタンドの圧下率の割合が22%以上と高いのに対し、実施例では第1圧延スタンドの圧下率の割合が19〜21%と高く、これにより、第2圧延スタンドの圧下率を21.5%以下と軽減することができた。その結果、比較例と比べて、実施例ではモーター負荷を低減され、圧延速度を向上させることができた(比較例と比べて6%向上)。
【0045】
また、圧延鋼板の生産量と実働時間から圧延能率(1時間当たりの生産量)を算出した結果、圧延能率は比較例と比べて3%向上した。
【0046】
上記軟質鋼板A〜Cに替えて、鋼板D〜F(引張強度;590MPa)を用いる他は、上記と同様の方法により冷間圧延加工を行った。その結果を表2に示す。
【0047】
【表2】
【0048】
表2より、引張強度が590MPaの高張力鋼板において、比較例では第1圧延スタンドの圧下率の割合が10〜11%の範囲と低く、そのため、第2圧延スタンドの圧下率の割合が15%以上と高いのに対し、実施例では第1圧延スタンドの圧下率の割合が12〜13%と高く、これにより、第2圧延スタンドの圧下率を14%以下と軽減することができた。その結果、比較例と比べて、実施例ではモーター負荷を低減され、圧延速度を向上させることができた(比較例と比べて5%向上)。
【0049】
<冷間圧延加工(II)>
図1の冷間圧延機を用いて、上記各クーラントを用いて鋼板の冷間圧延加工を半年間(稼働期間)行った。その後、加工鋼板の生産量と金属圧延油組成物の使用量から、稼働期間中の原単位(鋼板の生産量1t当たりに使用した金属圧延油組成物の使用量;kg/ton)を算出した。また、稼働期間中の異常組替比率(鋼板の生産量1000t当たりについて、ロール疵の発生のため圧延ロールの組替を行った回数;回/1000t)及び稼働率(実働時間/(勤務時間−休止時間))を算出した。
【0050】
その結果、比較例と比べて、実施例では原単位が7%向上した。この結果より、本実施例では、金属圧延油組成物の使用量を低減してコストダウンを図ることができることが分かる。また、比較例と比べて、実施例では異常組替比率が35%低減され、稼働率が0.8%向上した。この結果より、本実施例ではスカム生成を抑制することによりロール疵の発生を抑制でき、これにより、圧延ロールの組替回数を削減して稼働率を向上させることができることが分かる。
【符号の説明】
【0051】
1;クリーンタンク、2;圧延油供給ライン、3;オイルパン、4;ダーティータンク、5;異物除去フィルター、6;鉄粉除去フィルター、7;圧延スタンド、71;第1スタンド、72;第2スタンド、73;第3スタンド、74;第4スタンド、75;第5スタンド、P;ポンプ、S;金属材料。
【特許請求の範囲】
【請求項1】
基油、界面活性剤及びエラストマーを含む金属圧延油組成物又はその分散物を用いて、被圧延材を冷間圧延加工する冷間圧延方法。
【請求項2】
2以上の圧延スタンドを備える冷間タンデムミルを用い、1以上の上記圧延スタンド及び/又は被圧延材に、上記金属圧延油組成物又はその分散物を供給する請求項1記載の冷間圧延方法。
【請求項3】
上記基油100質量部に対して、上記界面活性剤の含有量が0.1〜10質量部であり、上記エラストマーの含有量が0.05〜20質量部である請求項1又は2記載の冷間圧延方法。
【請求項4】
上記被圧延材は、引張強度が500MPa以上の金属材料である請求項1乃至3のいずれかに記載の冷間圧延方法。
【請求項5】
圧延率が80%以上である請求項1乃至4のいずれかに記載の冷間圧延方法。
【請求項6】
第1圧延スタンドの圧下率の割合に対する第2圧延スタンドの圧下率の割合が1.00〜1.20である請求項2乃至5のいずれかに記載の冷間圧延方法。
【請求項1】
基油、界面活性剤及びエラストマーを含む金属圧延油組成物又はその分散物を用いて、被圧延材を冷間圧延加工する冷間圧延方法。
【請求項2】
2以上の圧延スタンドを備える冷間タンデムミルを用い、1以上の上記圧延スタンド及び/又は被圧延材に、上記金属圧延油組成物又はその分散物を供給する請求項1記載の冷間圧延方法。
【請求項3】
上記基油100質量部に対して、上記界面活性剤の含有量が0.1〜10質量部であり、上記エラストマーの含有量が0.05〜20質量部である請求項1又は2記載の冷間圧延方法。
【請求項4】
上記被圧延材は、引張強度が500MPa以上の金属材料である請求項1乃至3のいずれかに記載の冷間圧延方法。
【請求項5】
圧延率が80%以上である請求項1乃至4のいずれかに記載の冷間圧延方法。
【請求項6】
第1圧延スタンドの圧下率の割合に対する第2圧延スタンドの圧下率の割合が1.00〜1.20である請求項2乃至5のいずれかに記載の冷間圧延方法。
【図1】

【公開番号】特開2012−117023(P2012−117023A)
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願番号】特願2010−270827(P2010−270827)
【出願日】平成22年12月3日(2010.12.3)
【出願人】(000115083)ユシロ化学工業株式会社 (69)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願日】平成22年12月3日(2010.12.3)
【出願人】(000115083)ユシロ化学工業株式会社 (69)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]