
Fターム[4E002BD04]の内容
金属圧延一般 (9,037) | 圧延付帯及び関連設備 (1,845) | アキュムレータ(ループカー) (12)
Fターム[4E002BD04]に分類される特許
1 - 12 / 12
複合ライン及び複合ラインの制御方法。
【課題】冷間圧延機を含む複合ラインを効率的に稼動させつつ、複合ラインを構成する機械数を低減し、又は設備が小型化する。
【解決手段】この発明の複合ラインは、圧延加工に供される金属板を、巻き取り、巻き戻す巻取巻戻機と、巻取巻戻機の下流に設置され、巻取巻戻機から新たに供給された金属板を、先に供給された金属板に溶接する溶接機と、溶接機の下流に設置され、通過する金属板を圧延する可逆式冷間圧延機と、可逆式冷間圧延機の下流に設定され、金属板を蓄積する中間ルーパと、中間ルーパの下流側に配置され、中間ルーパを通過した金属板に、所定の処理を施す連続処理設備と、を備える。
(もっと読む)
鋼帯の連続処理設備及びフリーループ設備における通板方法

【課題】鋼帯の破断を抑制することが可能な、鋼帯の連続処理設備及びフリーループ設備における通板方法を提供する。
【解決手段】未溶接鋼帯22の長手方向の端部同士を溶接して連続した鋼帯24を形成する溶接機と、溶接機よりも下流側に配置され、連続して通板される鋼帯24を自重により垂れ下がった状態で支持しながら移動させるフリーループ設備を備える連続処理設備であって、フリーループ設備の上流側に、鋼帯24における溶接部分30近傍の少なくとも一部の断面積を減少させる断面積減少部形成設備を備える。
(もっと読む)
金属から成るストリップを製造するための方法とこの方法を実施するための生産装置
鋳造されたストリップが、粗ストリップとして、まず、保護ガス下にある組織を均質化するための第1のプロセスを通過し、次いで、粗ストリップが、その後に肉厚リダクションのための圧延プロセスを受ける前に、少なくとも1つの別の熱処理を受ける、熱間圧延された金属から成るストリップを製造するための方法及び生産装置において、肉厚リダクションの後、粗ストリップが、最後に分離装置を通過し、仕上げ圧延された熱間ストリップとして後続の粗ストリップから分離される前に、均質化もしくは組織構造の再結晶化をするための第2のプロセスを通過する。 (もっと読む)
連続式酸洗冷間圧延設備及び冷間圧延材の製造方法
【課題】連続式酸洗冷間圧延設備の入側サイクルタイムを削減し、ライン全体の生産能率の向上が可能になる。
【解決手段】先行鋼帯の端部と後行鋼帯の端部とを切断し、切断後の前記先行鋼帯と前記後行鋼帯とを突き合わせ、該突き合わせ部をレーザ溶接して溶接鋼帯を得る溶接工程と、
前記溶接鋼帯を酸洗して酸洗鋼帯を得る酸先工程と、前記酸洗鋼帯を冷間圧延して冷間圧延材を得る冷間圧延工程と
を備える冷間圧延材の製造方法であって、更に、前記溶接工程と前記酸先工程との間で前記溶接鋼帯の接合部のエッジに切り欠き部を形成する第1工程、および、酸洗工程と冷間圧延工程との間で酸洗鋼帯の接合部のエッジに切り欠きを形成する第2の工程とを備え、先行鋼帯と後行鋼帯との板幅差と酸洗工程と冷間圧延工程との間での板幅変更の有無の情報に基づき、第1の工程、第2の工程または第1の工程と第2の工程との組み合わせのいずれかを選択することによって、冷間圧延材を製造する。
(もっと読む)
金属ストリップの変形抵抗予測方法および冷間タンデム圧延機のセットアップ方法
【課題】冷間タンデム圧延機で圧延する材料の変形抵抗を高精度かつ簡単に予測することができる金属ストリップの変形抵抗予測方法、および予測した変形抵抗を用いた冷間タンデム圧延機セットアップ修正方法を提供する。
【解決手段】冷間タンデム圧延前に、熱間圧延後の金属ストリップコイル又は熱間圧延・酸洗後の金属ストリップコイルを全板幅にわたってせん断すると同時にせん断荷重を測定し、板厚、板幅、及びせん断荷重から前記金属ストリップの変形抵抗を求める。また、求めた変形抵抗により修正セットアップ荷重を求め、この修正セットアップ荷重に基づいて各圧延スタンドのプリセット値を修正する。
(もっと読む)
圧延方法および圧延機
【課題】特に薄い金属板の圧延に対し、簡単な構成の特に4段圧延機で安定して、すなわち板張力を圧延荷重との関係を考慮して適切に付与することができ、以って従来製造困難であった極薄板を生産できる圧延機を提供する。
【解決手段】両作業ロールは異周速駆動装置によって異周速で駆動され、作業ロール間(A)通過前に、低速側作業ロールと他方の補強ロール間(B1)を通るように圧延材料を掛け回し、作業ロール間(A)を通過後、高速側作業ロールと一方の補強ロール間(B2)を通るように圧延材料を掛け回し、圧下装置によって圧延荷重をA,B1,B2点にかけ、A点では異速圧延、B1,B2点では摩擦力により入口側の圧延材料速度は低速側作業ロールの周速に、出口側の圧延材料速度は高速側作業ロールの周速に同調させ、かつ圧延材料速度と作業ロールの周速がA点における中立点の存在を消滅させる速度に設定されて圧延に対する摩擦の影響を消失させる。
(もっと読む)
多数排出圧延機
【課題】多数の異なる圧延機排出部を同時に作動させるための手段を設けることを目的とする。
【解決手段】高い第1生産速度を有する圧延機導入部IMSと低い第2生産速度を有する複数の異なる圧延機排出部OMSの各々との間に蓄積装置48が設けられる。各蓄積装置48は、高い第1生産速度で圧延機導入部IMSから中間品16を受け取って、それぞれの低い第2生産速度で中間品16を関連の圧延機排出部OMSへ送出するような構造と構成を持つ。第1および第2生産速度の間の差から生じる余剰中間品は、蓄積装置48に一時的に保管される。包装された完成品26となるように同時に処理するため、スイッチ18は、連続する一定長の中間品16を圧延機導入部IMSから選択された圧延機排出部OMSへそれぞれの蓄積装置48を介して案内する。
(もっと読む)
下流の圧延スタンドに設定された速度よりも高い速度で上流の圧延スタンドから排出された製品を連続圧延する方法
下流の圧延スタンドRS2で設定された速度V3よりも高い速度V1で上流の圧延スタンドRS1から排出された製品を連続圧延する方法が開示される。このV1及びV3の速度の差から生じる余剰な製品は圧延スタンド間に一時的に蓄積される。  (もっと読む)
(もっと読む)
連続焼鈍及び溶融めっき兼用設備並びにそれを用いた鋼帯の調質圧延方法
【課題】溶接部のあるハイテン材鋼帯を連続焼鈍・連続溶融めっきする際に、調質圧延での定常圧延の高圧下操業と溶接部通過時の軽圧下操業との間の操業移行を円滑に行い、調質圧延ロールへの疵入り、溶接部近傍での板破断を防止し、連続操業を円滑に、かつ安定的に行うことができる連続溶融めっき設備又は連続焼鈍・連続溶融めっき設備および鋼帯の調質圧延方法を提供する。
【解決手段】ハイテン材鋼帯1は入側ルーパ5を経て連続焼鈍炉で連続焼鈍後、溶融亜鉛めっき設備7で溶融亜鉛めっき処理され、めっき鋼帯1aとなった後、ミルルーパー8を経て、調質圧延機9でMax15000kNの圧延荷重で調質圧延され、出側ルーパー10を経て検査室11で検査後、テンションリールで巻き取られ、製品化される。
(もっと読む)
鋼帯の冷間圧延設備および鋼帯の冷間圧延方法
【要 約】
【課 題】 タンデム圧延機の高生産性を維持しつつ、パス間で十分静的時効処理を行うことができ、特に鋼帯長さ方向における磁気特性の変動を抑制した電磁鋼板を製造することが可能な鋼帯の冷間圧延設備および鋼帯の冷間圧延方法を提供する提供する。
【解決手段】 鋼帯を複数の圧延スタンドからなるタンデム圧延機で連続して冷間圧延を行う鋼帯の冷間圧延設備であって、少なくとも1つのスタンド間に、所定の長さの鋼帯を貯留する鋼帯貯留装置を設置してなる鋼帯の冷間圧延設備、およびその冷間圧延設備により、冷間圧延を行うに際し、鋼帯貯留装置が設置されたスタンド間を鋼帯が通過するときのパス間で鋼帯の静的時効処理を行いつつ、冷間圧延を行う鋼帯の冷間圧延方法。
(もっと読む)
金属のストリップを圧延するための圧延機
少なくとも1つのロールスタンド(2)と、前に配設された巻上げ装置(3)と、後に配設された巻上げ装置(4)とを備え、前に配設された巻上げ装置(3)とロールスタンド(2)間及び/又はロールスタンド(2)と後に配設された巻上げ装置(4)間に、ストリップ(1)をS字形に案内する2つのローラ(7,8;9,10)を備えるS字ローラユニット(5,6)が配設されている、金属のストリップ(1)、特にスチールストリップを圧延するための圧延機において、S字ローラユニット(5,6)の第1のローラ(7,9)が位置不動に配設されており、S字ローラユニット(5,6)の第2のローラ(8,10)が、第1のローラ(7,9)に対して相対的に可動に配設されている。  (もっと読む)
(もっと読む)
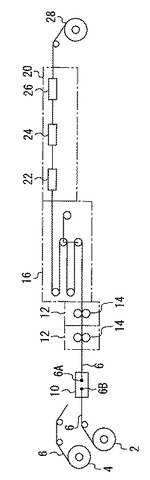
圧延品を圧延するための方法と設備
この発明は、金属板(3)を、巻き戻しリール(1,6)でコイル(2,7)から巻き戻して、可逆式圧延機(8)に通して、圧延し、巻き取りリール(9)でコイル(10)に巻き取り、その場合に、金属板(3)を、目標の厚さに達するまで、巻き戻しリール(1,6)と巻き取りリール(9)の間を可逆的に動かして、可逆式圧延機(8)の各パスによって、厚さを低減して、その場合に、第一のコイルの金属板(3)の終端を、第二のコイルの金属板(3)の始端と溶接するとともに、この溶接プロセスの間に、第一のコイルの金属板(3)を、板貯留機に一時的に溜め置く、板形状の圧延品、特に金属板(3)の圧延方法に関し、それに続いて、二つの長さ分から成る圧延品を仕上げのサイズにまで可逆方式で圧延し、最後のパスの前に、圧延品の終端に別の長さ分の金属板を溶接するものである。更に、この発明は、この方法を実施するための設備に関し、その設備では、逆転したパスに対して、巻き戻しリール(1,6)を板貯留機として使用する。  (もっと読む)
(もっと読む)
1 - 12 / 12
[ Back to top ]