
Fターム[4E004AA04]の内容
連続鋳造 (7,741) | 鋳型本体及びその付属部 (443) | 形式 (81) | 組立式鋳型 (50)
Fターム[4E004AA04]に分類される特許
1 - 20 / 50
連続鋳造鋳型
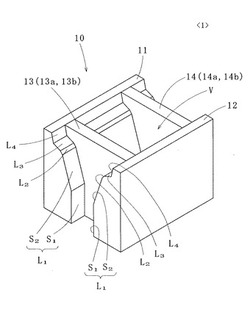
【課題】厚さの異なる複数形状の鋳片の鋳造を行うことが可能な連続鋳造鋳型を提供する。
【解決手段】対向配置された長辺11、12の間に、鋳造する鋳片の厚さに対応した幅を有するN種類の短辺13a、14a、13b、14bを交換可能に対向配置して、上下方向に貫通状態で形成された鋳型空間部Vに溶鋼を入れて、N種類の厚さの鋳片の鋳造が可能な連続鋳造鋳型10であって、対向する長辺11、12に、最上部を除いて上下に連通するN個の分割勾配領域L1、L2、L3を形成し、最下部に形成される分割勾配領域L1を、最小幅の短辺13、14によって形成される鋳片の凝固収縮プロフィールに一致又は近似させ、最下部の分割勾配領域L1の上位置に順次形成される分割勾配領域L2、L3は、順次幅広の短辺13a、14a、13b、14bによって形成される鋳片の凝固開始側の凝固収縮プロフィールに一致又は近似させて、段階的に形成される。
(もっと読む)
連続鋳造方法

【課題】鋳片の厚さに応じた幅を有する短辺に交換することで、共通の長辺を用いて厚さの異なる複数形状の鋳片の鋳造を行うことが可能な連続鋳造方法を提供する。
【解決手段】対向配置された長辺11、12の間に、鋳造する鋳片の厚さに対応した幅を有するN種類の短辺13、14、13a、14a、13b、14bを交換可能に対向配置して、上下方向に貫通状態で形成される鋳型空間部Vに溶鋼を入れて、N種類の厚さの鋳片の鋳造が可能な連続鋳造方法であって、対向する長辺11、12に、最上部を除いて上から下に連通するN個の分割勾配領域L1、L2、L3を、順次幅を狭くした短辺13b、14b、13a、14a、13、14の幅によって決定される鋳片の凝固開始側の凝固収縮プロフィールにそれぞれ近似させて形成し、選択された短辺13、14、13a、14a、13b、14bによって決定される鋳片の幅に対応する分割勾配領域L1、L2、L3内に、溶鋼の湯面高さ位置を設定する。
(もっと読む)
鋳型材及び連続鋳造用鋳型
【課題】溶湯の凝固速度が均一となるような熱伝導率が得られ、強固な固定が可能な優れた機械的強度を有する鋳型材及びこの鋳型材を用いた連続鋳造用鋳型を得る。
【解決手段】連続鋳造用鋳型の溶湯と接する部分に用いられる鋳型材であって、鋳型材は、銅粉末を焼結した焼結金属から成り、鋳型材に用いられる銅粉末の粒度は、鋳型材の溶湯側の方が、溶湯側とは反対側よりも大きい。
(もっと読む)
連続鋳造鋳型
【課題】対向配置された長辺の間に対向配置される短辺の内側角部の欠け及び磨耗を防止することが可能な連続鋳造鋳型を提供する。
【解決手段】対向配置される長辺11、12と、長辺11、12の間に対向配置される短辺13、14とを有する連続鋳造鋳型10において、長辺11、12の内側表面に当接する短辺13、14の内側角部、又は短辺13、14のメニスカス部を含む下側領域であって長辺11、12の内側表面に当接する内側角部に面取りを施し、内側角部と長辺11、12の内側表面との間に空間部19を形成し、短辺13、14の内側角部の損傷を防止した。
(もっと読む)
連続鋳造鋳型
【課題】対向配置される長辺の間に短辺を横移動可能に対向配置した際に、長辺側の鋳型コーナー部となる長辺の短辺移動領域における早期の母材露出を防止することが可能な連続鋳造鋳型を提供する。
【解決手段】連続鋳造鋳型10は、対向配置される長辺12、13と、長辺12、13の間に横移動可能に対向配置される短辺14、15とを有し、対向する長辺12、13の内幅が鋳片の鋳造方向に狭まるマルチテーパが長辺12、13の内側に形成され、かつ長辺12、13の内側には耐磨耗性の補強皮膜が形成され、しかも、長辺12、13に短辺14、15が当接する短辺移動領域の補強皮膜18、19の厚みを、長辺12、13の中央領域に形成された補強皮膜20の厚みより厚くした。
(もっと読む)
連続鋳造用鋳型及びその施工方法
【課題】銅合金の連続鋳造用鋳型、特にカーボン鋳型において、2分割スリーブ鋳型のシンプルな構造を生かしつつスリーブと水冷プロテクターの密着性を向上させるための鋳型構造及びその施工方法を提供する。
【解決手段】水冷プロテクター11の内壁に、短辺側で2分割したコ字状のスリーブ13を配した連続鋳造用鋳型において、水冷プロテクターの長辺側内壁に圧縮復元性を有する伝熱シート14を設け、短辺側の2分割スリーブ間に、その両スリーブを伝熱シートを介して水冷プロテクターの長辺側内壁に押し付ける拡幅手段18を設けたものである。
(もっと読む)
連続鋳造用鋳型
【課題】鋳片の凝固遅れを抑制して、良好な品質の鋳片を製造可能な連続鋳造用鋳型を提供する。
【解決手段】連続鋳造用鋳型10の冷却部材12の溶鋼接触面21側に、溶鋼20の湯面位置を上位置P1とし、上位置から下方へ300mm以上を下位置P2とする膨出部22を設け、膨出部の縦断面を上位置から下位置まで3つ以上8つ以下の連続する直線部L1〜L3で構成し、隣り合う直線部のなす角θ1、θ2を、174度以上179.97度以下の範囲内とし、上位置と下位置を結ぶ直線L4を底辺とする膨出部の最大高さhを0.2mm以上5mm以下の範囲内として、冷却部材の裏面側の上下方向に隣り合う締結手段15間の導水溝17〜19は幅広に形成され、締結手段の側方部分の導水溝17、19の平断面積を、上下方向の締結手段間の導水溝の平断面積の−20%〜+20%の範囲内とした。
(もっと読む)
連続鋳造用鋳型のパウダー付着防止方法
【課題】2枚の短辺鋳型板1を2枚の長辺鋳型板4で挟み込む連続鋳造用鋳型を用いた連続鋳造において、短辺鋳型板背面へのパウダー堆積を防止し、短辺鋳型板のオッシレーション同調不良を防止することのできる連続鋳造用鋳型のパウダー付着防止方法を提供する。
【解決手段】短辺フレーム3の背面側、特に短辺フレーム表面、短辺駆動装置7、冷却水配管8などで形成される構造物に液体を散布又は気体を吹き付ける。これにより、短辺鋳型板背面へのパウダー堆積を防止し、短辺鋳型板のオッシレーション同調不良の発生を防止することができる。
(もっと読む)
連続鋳造用鋳型、連続鋳造用鋳型のテ―パ調整方法及び連続鋳造方法
【課題】左右方向の連結無しで鋳型長辺のテーパ形状の最適化を図ることができ、また四点独立制御方式に比較してシンプルな駆動機構とすることができる連続鋳造用鋳型を提供する。
【解決手段】固定鋳型長辺1aの上下方向に配置された第一の駆動機構7a及び第三の駆動機構7cを第一の連結軸22aで連動可能に連結する。固定鋳型長辺1aの上下方向に配置された第二の駆動機構7b及び第四の駆動機構7dを第二の連結軸22bで連動可能に連結する。第一及び第二の連結軸22a,22bをその軸線の回りに回転させることによって、第一ないし第四の駆動機構7a〜7dが連動して動作すると共に、第一ないし第四の駆動機構7a〜7dが可動鋳型長辺1bの傾斜角度を変化させる。
(もっと読む)
鋼の連続鋳造装置及び連続鋳造方法
【課題】電磁攪拌を伴う鋼の連続鋳造において、鋳型内の上部の溶鋼を所望の流速の範囲内で攪拌し、鋳片の品質を向上させる。
【解決手段】連続鋳造装置1は、一対の長辺壁2aと一対の短辺壁2bを備えた鋳型2と、鋳型2内に溶鋼8を吐出する浸漬ノズル6とを有している。長辺壁2aにおける銅板3aの内側面の上部中央には、ステンレス製ボックス4a側に湾曲した湾曲部5が、浸漬ノズル6に対向して形成されている。長辺壁2aの外側には、鋳型2内の上部の溶鋼8の旋回流を形成する電磁攪拌装置21〜26が長辺壁2aに沿って並べて配置されている。第2の電磁攪拌装置22、25と第3の電磁攪拌装置23、26は、第1の電磁攪拌装置21、24に隣り合い、かつ長辺壁2aにおいて旋回流の上流側と下流側にそれぞれ配置されている。電磁攪拌装置21〜26に供給される電流の電流値及び/又は周波数は、制御装置によって独立に制御される。
(もっと読む)
鋼の連続鋳造装置及び連続鋳造方法
【課題】鋼の連続鋳造において、鋳片の品質を向上させつつ、鋳片の歩留まりの低下を抑制する。
【解決手段】連続鋳造装置1は、一対の長辺壁10、11と一対の短辺壁12、12を備えた鋳型3と、鋳型3内に溶鋼4を吐出する浸漬ノズル5とを有している。長辺壁10、11には、当該長辺壁10、11の外側面に沿って配置され、鋳型3内の上部の溶鋼4を攪拌する電磁攪拌装置20、20がそれぞれ設けられている。長辺壁10には、少なくとも浸漬ノズル5に対向する位置に内側面10bから外側面10a側に窪んだ窪み部21と、当該窪み部21に適合する形状を有し、且つ鋳型3の厚み方向に移動自在の長辺壁可動部22とを備えている。一対の短辺壁12、12は、長辺壁可動部22が窪み部21に収容された際、鋳型3の幅方向に移動自在にそれぞれ構成されている。
(もっと読む)
連続鋳造用鋳型の補修方法及び補修された連続鋳造用鋳型
【課題】補修に伴う鋳型の冷却効率の上昇を抑制し、良好な品質の鋳片の製造が可能な連続鋳造用鋳型の補修方法及び補修された連続鋳造用鋳型を提供する。
【解決手段】上下方向に貫通し溶鋼を受入れて冷却する空間部11を内側に形成する冷却部材12の内面側に、溶鋼湯面位置を上位置とし、上位置から下方へ300mm以上を下位置として空間部11側へ張り出す膨出部21が設けられ、膨出部21の縦断面の内側線は、上位置から下位置までを3〜8の連続する直線部で構成され、隣り合う直線部のなす角は、174〜179.97度であり、上位置と下位置を結ぶ直線を底辺とする膨出部21の最大高さhは0.2〜5mmである連続鋳造用鋳型10の補修方法であって、冷却部材12の内面側を改削して膨出部21の形状を復元し、改削後の冷却部材12の外面、又は内面と外面の双方に、冷却部材12より熱伝導率が小さい金属の熱抵抗層29を形成する。
(もっと読む)
金属の連続鋳造方法
【課題】旋回流による長辺モールド板の局部損耗を抑制し、長辺モールド板の使用寿命の延長を図ることが可能な金属の連続鋳造方法を提供する。
【解決手段】電磁力により鋳型内の溶融金属に旋回流を付与する鋳型内電磁攪拌を行いながら鋳造鋳片を製出する金属の連続鋳造方法であって、前記鋳型は、一対の長辺モールド板と一対の短辺モールド板と、を備え、これら長辺モールド板及び短辺モールド板とによって断面矩形状をなす鋳造空間が画成され、前記長辺モールド板に沿って電磁攪拌コイルが配設された構成とされており、前記一対の長辺モールド板の使用チャージ数を記録しておき、この使用チャージ数が、設定チャージ数を超える毎に、前記旋回流の回転方向を反転させることを特徴とする。
(もっと読む)
連続鋳造用鋳型
【課題】冷却部材と凝固シェルとの接触状態を監視して、ブレークアウトや鋳片割れの発生のない安定した鋳造作業を行うことが可能な連続鋳造用鋳型を提供する。
【解決手段】対向配置された対となる冷却部材12と、各冷却部材12の裏面側にそれぞれ配置され、冷却部材12が複数の締結ボルト14を介して固定された支持部材と、支持部材の裏面側に連結し、支持部材を介して冷却部材12を保持する保持機構16とを有する連続鋳造用鋳型において、鋳造中に冷却部材12に発生する応力を検出する荷重センサを、支持部材又は保持機構16に取付けた。
(もっと読む)
連続鋳造用鋳型の製造方法及び連続鋳造用鋳型
【課題】鋳片の凝固プロフィールを考慮した水冷銅板の性能を十分に得ることができ、良好な品質の鋳片を製造可能な連続鋳造用鋳型の製造方法及び連続鋳造用鋳型を提供する。
【解決手段】対向する長辺11とその間に挟まれて対向する短辺12とを有し、長辺11と短辺12によって形成される鋳型内部13がテーパ状となった連続鋳造用鋳型10とその製造方法であり、長辺11及び短辺12の一方又は双方を構成する水冷銅板の裏側に配置されているバックプレート15、16の背部に配置された距離計21〜23、26〜28により、バックプレート15、16の移動距離a、a´を測定し、この移動距離a、a´から水冷銅板の熱膨張の分布を予め求め、水冷銅板の内側部に、水冷銅板の内側中央部の熱膨張に対応した凹部19、20を形成して、連続鋳造の際に熱膨張した水冷銅板の内側形状を、製造する鋳片の凝固形状に合わせる。
(もっと読む)
連続鋳造鋳型
【課題】銅板の背面に冷却水を流すスリットが設けられた連続鋳造鋳型において、銅板内に先部が配置された熱電対により正確に銅板の温度を計測できる連続鋳造鋳型を提供する。
【解決手段】連続鋳造鋳型10は、背面に冷却水を流すスリット16が設けられた銅板11の背面側に複数の雌ねじ12を形成し、雌ねじ12に螺合する雄ねじ13の中央に形成された貫通孔15には、先部が銅板11内部に形成された収納部17に配置されるように熱電対18が装着され、更に、銅板11の雌ねじ12の形成領域の背面側にストレート孔部19を設けるとともに、雄ねじ13にストレート孔部19へ僅少の隙間を有して嵌入するストレート棒部22を形成し、しかも、ストレート孔部19に形成されたOリング収納部21と、Oリング収納部21に装着されたOリング23によって収納部17へ冷却水が浸入するのを防止するシール機構26を形成する。
(もっと読む)
連続鋳造鋳型の短辺構造
【課題】短辺の厚みが小さい連続鋳造鋳型において、鋳造幅変更のために短辺を摺動する際に生じる摺動疵を抑制できる連続鋳造鋳型の短辺端部構造を提供する。
【解決手段】一対の長辺10、11が対向して配置され、また、長辺10、11の間には摺動可能な一対の短辺12、13が対向して配置され、更に、長辺10、11、短辺12、13の背面にはそれぞれ長辺バックプレート14、15、短辺バックプレート16、17が配置されると共に、短辺12、13の両側端部30と各側端部30に対応した短辺バックプレート16、17の各側端部31に跨って、側端部30、31の上端から下部に渡るあり溝32が形成され、しかも、あり溝32には潤滑性を有する耐熱性緩衝材33が長辺10、11から挟持力を受ける状態で短辺12、13の側面38から突出するように取付けられている。
(もっと読む)
連続鋳造用鋳型
【課題】電磁力を付与して連続鋳造する際、鋳型の絶縁低下を防止し、長期にわたり良質な鋳片を製造するための連続鋳造用鋳型を提供する。
【解決手段】鋳型21の外側に設置された電磁コイル16によって発生させた電磁力を、鋳型21内の溶融金属に作用させて連続鋳造を行う鋳型21において、鋳型21を周回する誘導電流を妨げるために、短辺側に配置される第一の冷却銅板1の側面、すなわち長辺側に配置される第二の冷却銅板2との突合せ面に、鋳造方向に延びる凹溝5を形成し、凹溝5が形成されていない部分に第一の電気的絶縁物6を設け、さらに凹溝5内に、第一の電気的絶縁物6の表面より突出する第二の電気的絶縁物7を設ける。
(もっと読む)
連続鋳造用鋳型
【課題】溶鋼の熱影響による熱変形を抑制し、これにより鋳型コーナー部での鋳片の凝固遅れを抑制して、良好な品質の鋳片を製造可能な連続鋳造用鋳型を提供する。
【解決手段】間隔を有して対向配置された一対の短辺10と、これを幅方向両側から挟み込んだ状態で対向配置された一対の長辺と、これらの裏面側に複数の締結手段11によってそれぞれ固定された支持部材とを有し、短辺及び長辺で囲まれ上下方向に貫通した空間部に溶鋼を供給して冷却しながら鋳片を製造する連続鋳造用鋳型であり、一対の短辺10及び一対の長辺のいずれか一方又は双方に、空間部へ供給した溶鋼の湯面位置の上方へ50mm以上を上位置とし、湯面位置の下方へ100mm以上を下位置とする規定領域R内に設けられる締結手段11の幅方向の締結ピッチR1を、短辺10の幅方向の寸法Wの15%以上50%以下の範囲内とした冷却板を使用した。
(もっと読む)
連続鋳造用組立鋳型の鋳片厚さ変更機構
【課題】短辺交換作業を、係合部のがたつきの発生を防止しながら、極めて簡単に行うことができる連続鋳造用モールドの鋳片厚さ変更機構を提供する。
【解決手段】連続鋳造鋳型の短辺移動用ステッピングシリンダ4先端部に該ステッピングシリンダから直角方向に突出してボス7を設け、該ボスに対して、前記連続鋳造鋳型の短辺フレーム3の背面に取り付けられた跨座部を結合・離間させて連続鋳造鋳型の短辺を短辺フレームとともに交換する連続鋳造用モールドの鋳片厚さ変更機構において、前記短辺フレームの背面側にボス−跨座部間遊び取り機構10を設けてなる。
(もっと読む)
1 - 20 / 50
[ Back to top ]