
Fターム[4E004MC08]の内容
Fターム[4E004MC08]の下位に属するFターム
切断長さの制御、測定 (12)
切断完了の検出 (4)
Fターム[4E004MC08]に分類される特許
1 - 20 / 23
金属ビレットを水平鋳造及び切断する装置と方法
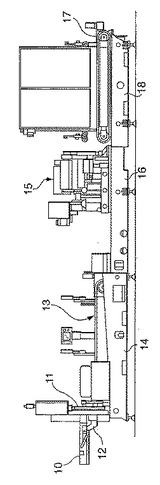
【課題】改良されたビレット品質が得られるように、鋳造されたビレットを水平に取扱い及び切断をする改良されたシステムを提供する
【解決手段】入口端と出口端を有する水平鋳造型11を備えて、金属ビレットを連続鋳造する装置に関する。それは溶融金属を鋳型入口端に供給する供給トラフと10、鋳造されたビレットを鋳型出口端から受承する水平コンベヤー13とを含む。移動自在の切断のこ15が、コンベヤーと同期して移動して、コンベヤー上に支持されつつ連続ビレットを所定長さに切断するように操作される。ビレットが弾性的に支持される一方、のこ機構は、切断及び搬送作業から鋳型への低周波及び高周波振動の伝達を最小化するように、隔離される。
(もっと読む)
鋳片の連続鋳造装置及び鋳片の連続鋳造方法

【課題】鋳片を切断する際に未凝固部が外側へ流出することを防止できるようにした鋳片の連続鋳造装置及び鋳片の連続鋳造方法を提供する。
【解決手段】鋳型15に注入された溶鋼を引き抜きながら凝固させて連続して鋳片60を製造する装置であって、鋳片引抜方向に沿って配置された複数の冷却ノズル21を有し、複数の冷却ノズル21の各々から鋳片60に向けて冷却水を噴射することによって、鋳片60に2次冷却を施す2次冷却装置20と、2次冷却が施されることにより完全に凝固した完全凝固位置61をオンラインで検出する完全凝固位置検出部51と、検出された完全凝固位置61で鋳片60を切断する切断装置40と、を備える。
(もっと読む)
連続鋳造による鋳片の製造方法および製造装置
【課題】低炭素鋼から焼入れ性の高い鋼種までの幅広い鋼種からなる連続鋳造鋳片の冷却時における表面割れの防止と曲がり防止とを図りながら、熱間圧延時に表面割れを発生し難い鋳片を製造する。
【解決手段】連続鋳造における完全凝固後の連続鋳造鋳片6の矯正完了位置であるサポートロール9−1の設置位置から連続鋳造機11の機端位置であるサポートロール9−3の設置位置までの領域であって、かつ鋳造方向へ隣り合う2組のサポートロール対の間の少なくとも1区間において、4本以上の冷却用ノズル15−1〜15−4により構成される冷却用ノズル列12から、連続鋳造鋳片6の表面全周に冷却水を噴射して、連続鋳造鋳片6を周方向へ均一に冷却し、冷却された連続鋳造鋳片6を所定の長さに切断して鋳片13を製造する
(もっと読む)
管用中空鋼片の製造方法
【課題】 継目無し鋼管用の中空鋼片を連続鋳造によって製造するに当たり、凝固殻内面性状(平坦・空隙・内部割れ等)の改良を図る。
【解決手段】 湾曲式の連続鋳造方法において鋳片を3/4周点まで引き上げる過程で、溶融芯を分離させて真空の空洞を持つ中空鋳片を形成する。該鋳片を伸直し、次いで切断するに当たり一対の楔型歯(上流側は傾斜、下流側は垂直)を鋳片に圧入して噛み切るように切断する。上流側端部は圧下・圧接・閉鎖し、下流側は開口状態になり、片端開口の中空鋼片が得られる。凝固殻内面の空隙防止のため、溶融芯が分離される部位で電磁撹拌する。内部割れを圧着して無害化するため、伸直後の鋳片を圧延機で圧下し、且つ切断後の鋼片を軸方向圧縮加工する。製管に該鋼片を供すれば旋孔圧延が省略される。
(もっと読む)
連続鋳造材の切断装置及び切断方法
【課題】搬送ロール11へのノロ地金の付着を防止し、ノロ地金塊の成長を回避する。
【解決手段】複数の搬送ロール11で搬送される連続鋳造材5と同期して移動する切断機によって、上記連続鋳造材5を幅方向に切断する。上記切断機による切断位置Sが通過する搬送ロール11を搬送位置Tから退避位置Rに退避させる退避手段と、搬送ロール11の回転不良の有無を検知する回転不良検知手段と、を備える。上記退避手段は、上記回転不良検知手段によって回転不良とされた搬送ロール11の上を切断位置Sが通過する間、上記切断機による切断動作を一時停止する。
(もっと読む)
スラブのバリ検出方法およびスラブ処理方法
【課題】スラブ断面の幅方向全長あるいは局部的に生じたバリの有無や大きさを、簡便かつ安価な方法で検出することができるバリの検出方法と、その後のスラブの処理方法を提案する。
【解決手段】連続鋳造後、所定の長さに切断され、ローラーテーブル上を搬送されるスラブの切断面下端に形成されたバリの検出方法であって、ローラーテーブルを構成するロール群のうちの1のロール上をスラブが通過するときの上下変動を接触検知センサ、光量センサおよび距離計のうちのいずれかの手段で検知し、この変動量が所定の値を超えたとき、あるいはさらに、上記スラブの上下変動量に加えて、上記上下変動の変化時間が所定値以内である場合にバリ有りと判定する。
(もっと読む)
溶鋼の連続鋳造方法
【課題】現状では鋳片切断後にしかわからないT.[O]外れに起因する、余剰材の発生および向先変更に伴う歩留ロスの双方を抑制する手段を提供する。
【解決手段】溶鋼の二次精錬終了後に溶鋼中のT.[O]を分析し、その分析値に応じて該溶鋼の連続鋳造条件を変更する溶鋼の連続鋳造方法であって、前記溶鋼中のT.[O]分析値を、該溶鋼の連続鋳造中であってその鋳片の切断開始前までに知り、そのT.[O]分析値に応じて受注内容に適合するように鋳片を切断する、または前記溶鋼中のT.[O]分析値を、該溶鋼を連続鋳造機のタンディッシュへ注入し始める前までに知り、そのT.[O]分析値に応じて受注内容に適合するように溶鋼へのCa添加量を調整する。
(もっと読む)
連続鋳造鋳片から鋼片への成形方法
【課題】 中空鋳片を中実化することによりチルと柱状晶から成る均質な鋳片が得られる連続鋳造方法において、高操業効率且つ低設備費・低操業費で、一定寸法の鋳片から種々の寸法の鋼片に造り分ける方法を提供する。
【解決手段】 湾曲式の連続鋳造方法において鋳片を3/4周点まで引き上げる過程で、溶融芯を脱落させて真空の空洞を持つ中空鋳片を形成する。該鋳片を伸直後、中実化工程を省略し、次いで噛み切り方式で切断することにより空洞を封入した粗鋼片とする。該粗鋼片を所望寸法の鋼片に成形するに当たり、空洞の残存を許容することにより圧延条件の制約を解消し、平ロールを持ち且つ迅速ローダウン機構を持つ1台の逆転式圧延機により適宜タテヨコ交互に圧延する。パススケジュールの随時迅速変更が可能で鋳片寸法未満任意の寸法の鋼片の造り分けが容易になる。
(もっと読む)
連続鋳造鋳片のガス切断方法
【課題】連続鋳造鋳片のガス切断において、切断速度(ガス吹管の移動速度)を適切に制御して、切断失敗を回避することを課題とし、該課題を解決する連続鋳造鋳片のガス切断方法を提供する。
【解決手段】鋳造後の連続鋳造鋳片を所定の長さにガス切断する方法において、(i)上記鋳片の切断位置の両側にて、該鋳片の短辺側の下端部から上端部を含む長辺中央部近傍までの温度分布を測定し、(ii)上記温度分布に基づいて、上記鋳片の短辺側から中央部へ移動するガス吹管の速度を、それぞれ、連続的に制御することを特徴とする。
(もっと読む)
水平連続鋳造用切断機
【課題】ワイヤー状のワークを切断する際に、仕上げのための再切断の工程をなくし作業の効率化を図るとともに、切断時のワークのたわみにより延性の乏しいワークが折損してしまうことを防止することができる水平連続鋳造用切断機を提供する。
【解決手段】ワイヤー状のワークWを切断する水平連続鋳造用切断機1において、パスライン4を通過するワークWを上下から挟み込んで支持する固定端ロール5と、パスライン4の上方かつ固定ロール5の下流側に位置し、パスライン4と平行な中心軸回りに回転自在な円盤であって外周に切刃13が形成された切断砥石12と、固定端ロール5と切断砥石12との間で、ワークWを持ち上げ切断砥石12に押圧するシリンダ7と、シリンダ7により持ち上げられたワークWを上方から抑えるとともに、下方に向かって弾性復元力を生じる弾性体を備えたクランプ板9とを備える。
(もっと読む)
連続鋳造スラブの充当方法
【課題】連続鋳造における操業効率を向上させる。
【解決手段】連続鋳造機1で鋳造した鋳片の幅を当該連続鋳造機1の下流側で計測し、計測値が当該鋳片に要求されるオーダ幅に熱延調整寸法を加算した設定幅の範囲内であるか否かを判定し、計測値が設定幅の範囲から外れた際には、計測値が設定幅内に収まる他の鋳片のオーダに振り替えて次工程へ搬出する。また、計測値が設定幅の範囲内であるか否かの判定を鋳片の切断前に行い、計測値が前記設定幅の範囲から外れた際には、鋳片の切断長さを計測値が設定幅内に収まる他の鋳片の長さに変更した上で、他の鋳片のオーダに振り替えて次工程へ搬出する。
(もっと読む)
鋼の連続鋳造方法
【課題】鋳片最終凝固部の切り捨て長さを適正化することにより、鋳込み末期における鋳片の品質向上を図ることのできる連続鋳造方法を提供する。
【解決手段】鋳込み末期における鋳片の内部品質を向上させる連続鋳造方法であって、タンディッシュの底部近傍に配置した温度測定装置を用いて、少なくとも、取鍋からの溶鋼の供給が終了した後鋳込みが終了するまでの間のタンディッシュ内の残鋼の温度を連続して測定するとともに、測定された残鋼の過熱度の最低値に応じて鋳片最終凝固部の切捨て長さを決定し、切除することを特徴とする鋼の連続鋳造方法である。前記温度測定装置は、タンディッシュの底部から上方に向かって挿入するか、またはタンディッシュの側壁部から水平方向に挿入することにより、温度測定装置の温度測定先端部を、タンディッシュの底面から50mm〜250mm上方の位置に配置することが好ましい。
(もっと読む)
鋳造・圧延・複合設備のための方法および装置
本発明は鋳造・圧延・複合設備において熱間圧延された製品を製造するための方法と装置に関する。その課題は、予定された製造中断の場合だけでなく、たとえば加熱区域、仕上げ圧延ライン、冷却区域あるいは貯蔵装置で起きる予定外の製造中断の場合にも中断されない連続鋳造工程を維持できる方法と設備を提供することである。この課題は、分断・搬出装置(6)に後置されている設備の一部における製造中断を切り抜けるために、以下のステップが実行される方法によって解決される。a)連続して製造される半製品(3)の鋼片(21)を第1切断機(9)によって切断するステップ、b)鋼片(21)の後尾部をリフティング装置(11)によってローラテーブル(4)から持ち上げるステップ、c)第1切断機(9)を通過する半製品(3)を第1切断機(9)によってスクラップ片(19)に細断し、それを搬出し、鋳造・圧延・複合設備の稼働準備が再び整うまで鋼片(21)を取り除くステップ。  (もっと読む)
(もっと読む)
切断異常判定方法および連続鋳造鋳片の切断方法
【課題】連続鋳造鋳片の切断異常を判定する際の演算処理の負荷を軽減するとともに、切断対象となる鋳片の幅方向のサイズが変更になっても、容易に対処する。
【解決手段】撮像装置によって撮像した撮像領域51内に,切断対象の連続鋳造鋳片1におけるガストーチ11の切断開始地点Sの端面領域に第1の判定領域Aを設定し,端面領域の下方に第2の判定領域Bを設定する。切断開始時における第1の判定領域Aと第2の判定領域Bにおける火炎またはスプラッシュの面積に基づいて、切り込みの良否を判定する。その後切断開始地点Sの端面領域の該策に第3の判定領域を設定し,第3の判定領域における火炎またはスプラッシュの面積に基づいて、切断遅れの有無を判定する。
(もっと読む)
連続鋳造材の切断装置及び方法
【課題】連続鋳造設備のガス式切断装置において、ガストーチ移動部を移動に関する異常発生時に、当該ガストーチ移動部を手動でライン外へ退避させて操業を継続する。
【解決手段】複数のガストーチ移動部それぞれを制御・駆動するための、択一的に稼動するベクトル制御方式制御部とV/f制御方式制御部とを具備する複数のインバータ装置と、複数のガストーチ移動部と複数のインバータ装置とを制御して、連続鋳造材の切断操業を制御する制御装置とを備え、該制御装置は、通常切断操業時には前記ベクトル制御方式制御部を稼動させてガストーチ移動部を移動させ、速度検出器でガストーチ移動部の移動に関する異常の発生を検出したときには、V/f制御方式制御部に切替えて稼動させることにより該ガストーチ移動部を連続鋳造材上から退避させて、他のガストーチ移動部による切断操業を実行する。
(もっと読む)
連続鋳造材のカッター装置
【課題】クランプ機構を不要にして、鋳造材の確実な切断動作を得る。
【解決手段】連続鋳造材1の繰り出し方向に沿ってモータ駆動で台車4を走行させ、トーチ5の位置を鋳造材の切断位置に合わせた走行状態で鋳造材を切断するカッター装置。
同期制御部17は、鋳造材の繰り出し速度に一致したモータ速度指令を、鋳造材の切断位置検出信号とモータの回転位置検出信号との偏差で位置補正する。速度制御部18は位置補正した速度指令とモータの速度検出信号との偏差でモータを速度制御する。この制御によって、トーチの位置を鋳造材の切断位置に合わせた同期走行状態を得、切断を行う。
トーチの位置と鋳造材の切断位置とが一致するタイミングで速度指令を発生することで、同期制御部を省いた制御も含む。
(もっと読む)
連続鋳造切断装置
【課題】鋳片の移動速度、即ち、油圧装置への移動速度制御指令と油圧シャーの移動速度との速度偏差を最小限にする連続鋳造切断装置を提供する。
【解決手段】油圧装置制御手段200に、鋳片4の走行速度に相当する油圧シャー13の移動速度制御指令に対し、所定の遅延時間で移動速度検出値との偏差を出力する不感帯補償手段30を備え、この不感帯補償手段30は、鋳片4の走行速度に相当する油圧シャー13の移動速度制御指令SPD−Rと油圧シャー13の移動速度SPD−Fとの偏差を比較部30aで生成し、この偏差を不感帯補償部30bに入力した後、比例制御する比例制御部30cを経てヒステリシス補償部30dに出力し、その出力の変化にヒステリシス補償を加え、鋳片4の移動速度と油圧シャー13の移動速度のアンマッチ量を最小限に抑える。
(もっと読む)
非晶質薄帯の巻取ロール切替装置および切替方法
【課題】表面に磁性を帯びた複数の巻取ロールを備えた巻取装置を用い、非晶質合金薄帯を巻取るに際し、巻取量に拘らず簡便でかつ安価で、しかも薄帯の破断、巻きずれ等のトラブルなく安定した巻取ロールの切替えを実現する非晶質薄帯の巻取ロール切替装置をおよび方法を提供する。
【解決手段】急冷ロールを用いて鋳造した磁性を有する非晶質薄帯を、表面に磁性を帯びた2台以上の巻取ロールで巻取る巻取装置であって、巻取ロールを切り替える際に、鋳造した非晶質薄帯を次の巻取ロールに押さえつけ接触させる押さえロールを非晶質薄帯の進行方向に複数有し、かつ前記複数の押さえロールの間に前記非晶質薄帯を切断する刃を設けたことを特徴とする磁性を有する非晶質薄帯の巻取ロール切替装置。
(もっと読む)
鋳片切断装置及び鋳片切断方法
【課題】 鋳片側端部の検出、及び鋳片の切り離しの検出精度の低下をなくし得、さらに部品数の削減を図り得てメンテナンスが容易となるようにする。
【解決手段】 鋳片切断装置1は、鋳片13を切断するために移動可能に設けられた吹管10と、鋳片13の切断方向に移動可能であって耐熱部材により構成された非接触型のセンサ11と、制御装置とを備えて構成される。制御装置は、センサ11を該鋳片の切断方向へ移動させて該鋳片13側端部を検出するとともに、センサ11により前記鋳片13の側端部を検出したことを条件に、吹管10による予熱を所定時間実行し、吹管10による予熱の実行が終了した後、吹管10を前記切断方向へ移動させて前記鋳片13を切断するようになっている。また、この制御装置は、鋳片13の切断後にセンサ11により鋳片13の切り離しの有無を検出するようになっている。
(もっと読む)
アルミニウム用竪型連続鋳造装置
【課題】溶湯漏れによる損傷が少なく、鋳造材やビレットの寸法・形状が安定すると共に、鋳造材の断面寸法の変更を少ない段取りで容易に行えるアルミニウム用竪型連続鋳造装置を提供する。
【解決手段】アルミニウムの溶湯mが注下される鋳型2と、係る鋳型2の下方に位置し且つ当該鋳型2から下降するアルミニウムの鋳造材Mを径方向からクランプする上下一対(複数)の昇降可能なクランプ20,30と、このうち下側のクランプ30の付近に配置され、下降する上記鋳造材Mを径方向に沿って切断する切断機(切断手段)40と、を含み、上記クランプ20,30は、上記鋳造材Mの下降方向に沿って互いに同期して、または個別に昇降可能に支持されると共に、クランプ20,30のうち少なくとも一方は、下降する上記鋳造材Mを常にクランプしている、アルミニウム用竪型連続鋳造装置1。
(もっと読む)
1 - 20 / 23
[ Back to top ]