
Fターム[4E004NB04]の内容
Fターム[4E004NB04]に分類される特許
1 - 20 / 91
金属製品製造装置及び金属製品製造方法、並びに攪拌用の回転磁場発生装置
円形断面鋳片の連続鋳造方法
【課題】センターポロシティやザク、引け巣の生成が抑制された内質が良好な鋳片を、円形大断面を有する鋳片であっても低い設備コストで安定して連続鋳造できる方法を提供する。
【解決手段】垂直型の連続鋳造機を用い、直径が300mm以上の横断面を有する鋳片を連続鋳造する方法であって、鋳造を完了した後、内部に未凝固部を有する鋳片を、鉛直方向に移動可能な圧下装置によって鋳片の下方から上方に向けて圧下する際に、圧下しない状態で引け巣が形成される鋳片トップ部以外の部分において、圧下量r1と圧下開始時の未凝固部の直径d1の比の値r1/d1を0.8以上1.5以下とすることを特徴とする円形断面鋳片の連続鋳造方法。鋳片トップ部において、圧下量r1と圧下開始時の未凝固部の直径d1の比の値r1/d1を0.8以上1.5以下とすることが好ましい。
(もっと読む)
多結晶シリコンの連続鋳造方法および連続鋳造装置

【課題】シリコン原料の初期溶解時において溶融シリコンの差し込みを発生させることなく、多結晶シリコンインゴットの円滑な引き下げを可能とする多結晶シリコンの連続鋳造方法および連続鋳造装置を提供する。
【解決手段】シリコン原料の初期溶解時に、無底冷却ルツボ内のダミーブロックと前記無底冷却ルツボ側壁とで形成される隙間に不燃性部材を装入する。前記不燃性部材を石英ウールとすれば、不燃性部材による溶融シリコン中への汚染を最小限にすることができる。この方法は、前記ダミーブロックと前記無底ルツボとで形成される隙間に、不燃性部材が装入されていることを特徴とする本発明の多結晶シリコンの連続鋳造装置により容易に実施することができる。
(もっと読む)
金属ビレットを水平鋳造及び切断する装置と方法
【課題】改良されたビレット品質が得られるように、鋳造されたビレットを水平に取扱い及び切断をする改良されたシステムを提供する
【解決手段】入口端と出口端を有する水平鋳造型11を備えて、金属ビレットを連続鋳造する装置に関する。それは溶融金属を鋳型入口端に供給する供給トラフと10、鋳造されたビレットを鋳型出口端から受承する水平コンベヤー13とを含む。移動自在の切断のこ15が、コンベヤーと同期して移動して、コンベヤー上に支持されつつ連続ビレットを所定長さに切断するように操作される。ビレットが弾性的に支持される一方、のこ機構は、切断及び搬送作業から鋳型への低周波及び高周波振動の伝達を最小化するように、隔離される。
(もっと読む)
13Cr継目無鋼管用丸鋳片の連続鋳造方法
【課題】一文字割れの発生を抑制するとともに、軸心部割れ、特に凝固末期に発生する収縮孔とそれに起因するAタイプ割れの発生を実用レベルで十分抑制し得る13Cr継目無鋼管製管用丸鋳片の連続鋳造方法を提供する。
【解決手段】13Cr継目無鋼管用丸鋳片を連続鋳造するに当たり、水冷による二次冷却を、前記ストランド軸心部から半径方向に15mm離れた位置の固相率が0.03〜0.1となる箇所で停止し、その後、放射伝熱による冷却のみを継続してストランド内部を完全凝固に至らしめることとする。
(もっと読む)
大断面鋳片の連続鋳造方法
【課題】表面品質および内質に優れた円形大断面を有する鋳片を、バルジングを発生させることなく、低い設備コストで連続鋳造する方法を提供する。
【解決手段】垂直型の連続鋳造装置を用い、直径が0.5m以上で鋳込み長さが15m以下の円柱状の大断面鋳片の連続鋳造方法であって、鋳型から引き抜かれた直後の鋳片の直径に対するバルジングによる鋳片の直径の拡大率が4%以下となるように鋳造速度と鋳込み長さを設定して、連続鋳造を行うことを特徴とする大断面鋳片の連続鋳造方法。鋳型から引き抜かれた直後の鋳片の直径D0(m)、鋳造速度V(m/min)、および鋳込み長さL(m)が、下記(1)式を満足することが好ましい。
D04×V2×L1.6≦10.5 …(1)
(もっと読む)
管用中空鋼片の製造方法
【課題】 継目無し鋼管用の中空鋼片を連続鋳造によって製造するに当たり、凝固殻内面性状(平坦・空隙・内部割れ等)の改良を図る。
【解決手段】 湾曲式の連続鋳造方法において鋳片を3/4周点まで引き上げる過程で、溶融芯を分離させて真空の空洞を持つ中空鋳片を形成する。該鋳片を伸直し、次いで切断するに当たり一対の楔型歯(上流側は傾斜、下流側は垂直)を鋳片に圧入して噛み切るように切断する。上流側端部は圧下・圧接・閉鎖し、下流側は開口状態になり、片端開口の中空鋼片が得られる。凝固殻内面の空隙防止のため、溶融芯が分離される部位で電磁撹拌する。内部割れを圧着して無害化するため、伸直後の鋳片を圧延機で圧下し、且つ切断後の鋼片を軸方向圧縮加工する。製管に該鋼片を供すれば旋孔圧延が省略される。
(もっと読む)
金属溶製用溶解炉
【課題】ハースを有する金属溶製用溶解炉を用いた活性金属の製造において、複数のインゴットを効率よくかつ高品質を維持しながら生産できる装置構成を提供する。
【解決手段】原料を溶解して生成された溶湯を保持するハースと、溶湯を装入する鋳型と、鋳型下方に設けられ冷却固化したインゴットを下方に引き抜く引き抜き治具と、インゴットを冷却する冷却部材と、これらを大気から隔離する外筒とから構成された金属溶製用溶解炉であって、外筒内に複数の鋳型および複数の引き抜き治具が配設され、冷却部材は、複数の鋳型から抜き出される複数のインゴットの間、および/または、外筒と前記インゴットとの間に配設されている。
(もっと読む)
高Cr鋼継目無鋼管製管用丸鋼片の製造方法
【課題】高Cr鋼継目無鋼管製管用丸鋼片の内質を向上させ、マンネスマン穿孔法を経て製造される高Cr鋼継目無鋼管の内面疵の発生率を実質的に0(ゼロ)に低減できるようにすることができる高Cr鋼継目無鋼管製管用丸鋼片の製造方法を提供する。
【解決手段】質量比でCrを12〜14%含有する高Cr溶鋼に対し、連続鋳造段階において、未凝固溶鋼を含む断面円形のストランドに対し、圧縮応力を付加する強制冷却を行って軸心部割れを低減するともに、得られた軸心部割れが低減された連続鋳造丸鋳片に対して再加熱後、圧下比:1.5以上3.0以下の縮径圧延を施すことを行う。
(もっと読む)
連続鋳造装置
【課題】潤滑材を低減しても高速鋳造を安定して円滑に行うことができ、ブレークアウトや潤滑材反応生成物の発生も抑制し、鋳塊不良を大幅に減らす。
【解決手段】溶湯受部250内の合金溶湯255を鋳型201の一端から鋳型201内に供給してアルミニウム合金鋳造棒を製造する連続鋳造装置を、溶湯受部250と鋳型201の一端との間に配置され、溶湯受部250と鋳型201とを連通する注湯用通路211を有する断熱部材2(2a,2b)と、その断熱部材2(2a,2b)に沿って設けられ、注湯用通路211と一体の通孔を有する仕切り層2cとからなる耐火断熱性を有する耐火物製板状体210を備えて構成し、鋳型201を水平状に配置し、仕切り層2cは、潤滑材および気化した潤滑材を通さない材料とする。
(もっと読む)
金属溶製用溶解炉およびこれを用いた合金インゴットの溶製方法
【課題】ハースに金属原料と合金原料の比を精度よく制御しつつ供給することができる金属溶製用溶解炉を提供する。
【解決手段】原料供給装置と、原料の溶湯を保持するハースと、溶湯を装入する鋳型と、鋳型下方からインゴットを引き抜く治具とを備え、ハースは秤量器に載置され、原料供給装置は金属原料フィーダーおよび合金原料フィーダーより構成されている金属溶製用溶解炉。また、この金属溶製用溶解炉を用いた合金インゴットの溶製方法において、金属原料フィーダーのみを連続的に稼動させて所定量の金属原料をハースに供給した後、次いで、合金原料フィーダーを間歇的に稼動させてハースに投入された金属原料の重量に見合った合金原料を供給する合金インゴットの溶製方法。
(もっと読む)
金属溶製用溶解炉およびこれを用いた金属の溶製方法
【課題】インゴットの熱変形を抑制しつつ高速で生成させることにより高い生産性を有し、かつ設備コストの点でも経済性に優れた金属溶製用溶解炉を提供する。
【解決手段】ハース、鋳型およびインゴット引き抜き部を備えた金属溶製用溶解炉であって、鋳型の引き抜き方向の長さが、引き抜き方向に垂直な鋳型断面積基準の相当径(断面積基準の相当径とは、円形の場合はその径を、非円形の場合は断面積に相当する円の面積と仮定して計算される径を意味する)に対して1〜3倍の範囲に設定されており、鋳型内プールに照射される加熱源のエネルギー密度が0.05〜0.10KW/cm2であり、溶製されるインゴットの溶製速度が、0.1〜3.0Kg/hr・cm2の範囲で使用される鋳型を具備したことを特徴とする金属溶製用溶解炉。また、この金属溶製用溶解炉を使用したインゴットの溶製方法。
(もっと読む)
継目無鋼管製管用丸鋳片の連続鋳造設備
【課題】継目無鋼管製管用丸鋳片の連続鋳造に当たり、製品丸鋳片に発生する軸心部割れの発生領域に対応して適切な水量密度で水冷することができる強制冷却帯を有する連続鋳造を提案する。
【解決手段】前記連続鋳造設備の連続鋳造鋳型内メニスカスからの距離が10mの位置から20mの位置に至る範囲内にストランド外周面に対し少なくとも10〜50L/min/m2の水量密度で冷却水を供給する偏析抑制強制冷却帯、少なくとも10〜100L/min/m2の水量密度で冷却水を供給する第1次圧縮応力付加強制冷却帯及び少なくとも0L/min/m2超60L/min/m2以下であってかつ、前記第1次圧縮応力付加強制冷却帯よりも少ない水量密度で冷却水を供給する第2次圧縮応力付加強制冷却帯を順次備える。
(もっと読む)
13Cr継目無鋼管製管用丸鋳片の連続鋳造方法
【課題】前記軸心部割れ、特に凝固末期に発生する収縮孔とそれに起因するAタイプ割れを、Cタイプ割れとともに実用レベルで抑制できる13Cr継目無鋼管製管用丸鋳片の連続鋳造方法を提供する。
【解決手段】連続鋳造の過程における内部に未凝固溶鋼を含む断面円形のストランドに対し、該ストランドの軸心部の固相率fsが0.5となる位置から前記軸心部の温度が(Ts−145)℃となる位置までの間を下記(1)式による水量密度Q1により第1次圧縮応力付加強制冷却する。なお、前記第1次圧縮応力付加強制冷却の完了後、ストランドの軸心部の温度が(Ts−255)℃となるまで下記(2)式により与えられるQ2により第2次圧縮応力付加強制冷却を行うのが一層望ましい。
10≦Q1≦100・・・(1)、0<Q2≦60,但しQ1>Q2・・・(2)
(もっと読む)
連続鋳造設備
【課題】鋳片の中心線をストランド中心線に一致させ、かつ、多種の断面サイズの鋳片にも対応可能な鋳片センタリング装置を備える連続鋳造設備を提供する。
【解決手段】引抜矯正装置2の上流側と下流側の近傍に鋳片センタリング装置A,Bが設置され、鋳片センタリング装置A,Bは、鋳片Sの両側を挟む一対のロール23a,23bと、一対のロール23a,23bをストランド中心線Cを挟んで対称に開閉動作させるロール間隔調整手段30とを備えている。鋳片Sの両側を一対のロール23a,23bで挟んで加圧することで、鋳片Sの中心線をストランド中心線Cに一致させることができる。多種の断面サイズの鋳片Sにも対応することができる。短時間で効率的にセンタリングすることができ、鋳片Sに加わる力を小さくでき、装置の機械的強度を頑強にしなくてもよい。
(もっと読む)
連続あるいは半連続鋳造装置の湯面レベル制御装置及び湯面高さ制御方法
【課題】樋内及び鋳型内の材料やセンサの構造,種類等に起因する影響を受けることなく、正確かつ高信頼に湯面レベル制御を行うことのできる連続及び半連続鋳造における湯面レベル制御装置及び湯面レベル制御方法を提供する。
【解決手段】炉体と樋との間に設けられた出湯調節手段と樋にかかる重量を検出することによって樋内溶湯量を計測する樋内溶湯量測定器と、この樋内溶湯量測定器で計測された樋内溶湯量に基づいて、出湯調節手段を調節して樋内溶湯量を一定に保つための炉体からの出湯量制御信号を生成する出湯制御手段と、を備える。
(もっと読む)
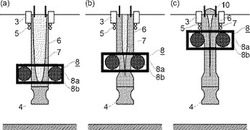
攪拌装置付き連続鋳造用鋳型装置
【課題】発熱量を抑え、メンテナンスも容易で、安価な攪拌装置付き連続鋳造用鋳型装置の提供。
【解決手段】導電性材料の溶湯の攪拌装置付連続鋳造用鋳型装置であって、上方に位置する第1電極32Aとそれよりも下方に位置する第2電極32Bとを有する電極部と、液相状態にある前記溶湯に磁場をかけるための永久磁石を有する磁場発生装置31と、を備え、前記第1電極は液相状態にある前記溶湯と電気的に導通可能に設けられ、前記第2電極は固相状態にある前記鋳造品と電気的に導通可能に設けられ、前記第1電極及び前記第2電極はこれらの間に前記溶湯及び前記鋳造品を介して上下方向に通電可能に構成され、前記磁場発生装置は鋳型2の外部に設けられ、横向きに磁力線を発生させ、前記磁力線を前記鋳型を貫通してその内部に達して前記溶湯に前記電流と交差する横向きの磁力線を与える。
(もっと読む)
シリコンインゴットの電磁鋳造装置
【課題】電磁鋳造法による連続鋳造の際に、チャンバー内で自然対流する雰囲気ガスに起因して、溶融シリコンが金属不純物で汚染されることを防止できるシリコンインゴットの電磁鋳造装置を提供する。
【解決手段】チャンバー1内に配置した無底冷却ルツボ7にシリコン原料11を装入し、誘導コイル8からの電磁誘導加熱によりシリコン原料11を融解させ、この溶融シリコン12を冷却ルツボ7から引き下げながら凝固させてシリコンインゴット3を連続鋳造する電磁鋳造装置において、チャンバー1の側壁の上部と下部に連結され、冷却ルツボ7の上方の雰囲気ガスを導入して冷却ルツボ7の下方に送り出す通気管15を備え、この通気管15の経路に集塵機20および磁選機21を設ける。
(もっと読む)
連続鋳造用鋳型装置
【課題】鋳片の横断面サイズ毎に鋳型フレームを保持しなくても良くする。
【解決手段】上部フランジ5a及び下部フランジ5bを介して鋳型フレーム3に取付けられる筒状銅板鋳型2と、銅板鋳型2の外周側に、この銅板鋳型2と一定の間隔を維持して冷却水通路6を形成する内筒7を配置し、内筒7は仕切り板8により、鋳型フレーム3内に固定されると同時に鋳型フレーム3内における内筒7の外周側を鋳造方向の上下に区切って給排水用空間4a,4bを有する構造となし、冷却水通路6を反鋳造方向へ通水することにより銅板鋳型2の背面を冷却し、鋳片を連続鋳造する鋳型装置1である。銅板鋳型2の一方の内壁面2aが連続鋳造機の下側パスラインと合致するように、銅板鋳型2及び内筒7を鋳型フレーム3に偏芯して配置する。
【効果】横断面形状に関係なく同じ鋳型フレームが利用できる。
(もっと読む)
連続鋳造装置並びにこれを用いて製造された鋳造棒及びその製造方法
【課題】溶湯中の有害な介在物を除去して高品質な鋳造棒を得ることができる連続鋳造装置並びにこれを用いて製造された鋳造棒及びその製造方法を提供すること。
【解決手段】連続鋳造装置1は、溶湯Mが貯溜される保持炉3と、保持炉3に貯溜された溶湯Mが供給されるタンディッシュ7と、一端部側が保持炉3に取り付けられ、他端部側がタンディッシュ7に取り付けられて、保持炉3内の溶湯Mをタンディッシュ7に供給する給湯管6と、を備え、溶湯Mから鋳塊を連続鋳造する。保持炉3とタンディッシュ7と給湯管6とは、溶湯Mが流れる溶湯経路11を形成する。溶湯経路11は、その溶湯経路11中に溶湯Mを濾過するフィルタFを有している。保持炉3には、保持炉3内の溶湯Mを加圧する加圧装置2が設けられている。
(もっと読む)
1 - 20 / 91
[ Back to top ]