
Fターム[4E004NB05]の内容
Fターム[4E004NB05]に分類される特許
1 - 11 / 11
スパッタリングターゲット及びその製造方法
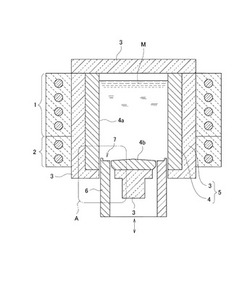
【課題】円筒形状のCu−Ga合金からなる高品質で量産が可能なスパッタリングターゲット及びその製造方法を提供する。
【解決手段】溶解容器5内のCuとGaを加熱手段で溶解して溶湯Mを形成し、前記溶解容器の底部に形成された円環状の開口7を開閉自在に覆うことができる引下部材6を所定の速度で引き下げることにより、前記開口を開放すると共に前記溶解容器内の前記溶湯を凝固させながら連続的に円筒形状のスパッタリングターゲットとなる凝固材を抜き出すに際して、前記溶解容器内の前記開口付近の前記溶湯を流動可能な半凝固状態とし、且つ前記溶解容器の前記開口から外部に出た直後に流動性のない凝固状態となるように、前記加熱手段によって温度制御を行う。
(もっと読む)
管用中空鋼片の製造方法

【課題】 継目無し鋼管用の中空鋼片を連続鋳造によって製造するに当たり、凝固殻内面性状(平坦・空隙・内部割れ等)の改良を図る。
【解決手段】 湾曲式の連続鋳造方法において鋳片を3/4周点まで引き上げる過程で、溶融芯を分離させて真空の空洞を持つ中空鋳片を形成する。該鋳片を伸直し、次いで切断するに当たり一対の楔型歯(上流側は傾斜、下流側は垂直)を鋳片に圧入して噛み切るように切断する。上流側端部は圧下・圧接・閉鎖し、下流側は開口状態になり、片端開口の中空鋼片が得られる。凝固殻内面の空隙防止のため、溶融芯が分離される部位で電磁撹拌する。内部割れを圧着して無害化するため、伸直後の鋳片を圧延機で圧下し、且つ切断後の鋼片を軸方向圧縮加工する。製管に該鋼片を供すれば旋孔圧延が省略される。
(もっと読む)
金属溶製用溶解炉
【課題】ハースを有する金属溶製用溶解炉を用いた活性金属の製造において、複数のインゴットを効率よくかつ高品質を維持しながら生産できる装置構成を提供する。
【解決手段】原料を溶解して生成された溶湯を保持するハースと、溶湯を装入する鋳型と、鋳型下方に設けられ冷却固化したインゴットを下方に引き抜く引き抜き治具と、インゴットを冷却する冷却部材と、これらを大気から隔離する外筒とから構成された金属溶製用溶解炉であって、外筒内に複数の鋳型および複数の引き抜き治具が配設され、冷却部材は、複数の鋳型から抜き出される複数のインゴットの間、および/または、外筒と前記インゴットとの間に配設されている。
(もっと読む)
連続鋳造方法および連続鋳造装置
【課題】凝固膜の上昇による鋳片の表面の品質の低下を防止できるとともに、中空状の鋳片を鋳造する場合における鋳造設備の稼動停止を防止できる連続鋳造装置を提供する。
【解決手段】連続鋳造装置1は、鋳片12の鋳造時に、溶湯11の流れ方向における、溶湯11と鋳片12との境界部に形成される凝固膜12aの位置を検出する検出機構60と、検出した凝固膜12aの溶湯11の流れ方向の位置に応じて鋳造条件を変更し、凝固膜12aの溶湯11の流れ方向の位置を制御する制御機構70とを具備する。
(もっと読む)
大断面鋼材の製造方法
【課題】
大断面丸鋼の製造において、1)連続鋳造スラブを素材とし、2)水圧プレスにより低コストで成形する。3)ESR鋼塊に代替可能とする。
【解決手段】
スラブ側面を熱間で水圧プレスにより圧下して断面を円に成形する際、該スラブを延伸拘束枠内で圧下することにより圧下歪みを全量拡幅歪みに移行させ、断面減少の無い加工を施す。圧下に伴う圧下方向の挫屈、軸方向の挫屈を防止するため該枠内に挫屈拘束ガードを設ける。スラブの製造には凝固組織が主に柱状晶から成る真空中空鋳片を圧接圧延して中実材とする連続鋳造方法を採用するとESR鋼塊と同様の均質性があり且つ該鋼塊よりも大断面の鋼材が製造可能になる。
(もっと読む)
中空インゴットの半連続鋳造方法および装置
中空インゴットの半連続鋳造方法および関連装置について説明する。一実施形態では、金属中空インゴットの半連続鋳造方法を提供する。この方法は、冷媒用の環状空間を形成するよう配置した内パイプおよび外パイプを有する鋳型中心と外鋳型とからなる鋳型を提供するステップと、環状空間に冷媒を循環させるステップと、原材料を鋳型に供給するステップと、原材料を加熱して溶融材料を生成するステップと、鋳型中心を外鋳型に対して徐々に下方へ移動させるステップと、溶融材料を凝固させて中空インゴットを形成するステップと、を含む。中空インゴットの半連続鋳造装置、および中空インゴットの半連続鋳造方法から得られる製品に関連する実施形態についても説明する。  (もっと読む)
(もっと読む)
アルミニウム合金連続鋳造棒の製造方法、およびアルミニウム合金連続鋳造棒の製造設備
【課題】鋳肌部分を効率よく除去して品質の優れたアルミニウム合金連続鋳造棒を製造でき、また欠陥の発生を容易に抑えることができるようにする。
【解決手段】この発明は、アルミニウム合金溶湯を得る溶解工程101と、溶湯処理工程201と、連続鋳造工程301と、熱処理工程701と、連続鋳造棒の曲がりを矯正する第1矯正工程1001と、外周部分を除去する外周除去工程1101と、曲がりを矯正する第2矯正工程1301と、表面部分および内部を検査する非破壊検査工程1401と、選別工程1501と、梱包工程1701とを有し、少なくとも第1矯正工程以降を連続して行い、非破壊検査工程は第1非破壊検査工程1410と第2非破壊検査工程1450とを有し、第1非破壊検査工程の検査結果に基づいて外周除去工程の切削条件を制御し、第2非破壊検査工程の検査結果に基づいて連続鋳造工程の鋳造条件を制御する。
(もっと読む)
多流路銅管の製造方法及び該管を製造する装置
坩堝と、該坩堝から溶融銅が供給されて多流路管が形成され、前記多流路管の外形と相似した内面を有する中空部を有するダイセットと、該中空部の入口端から該中空部に挿入され、前記中空部の内面との間に空間が画定されるパンチと、前記坩堝と前記空間との間に配置され、前記溶融銅を坩堝から空間へ供給するように構成された供給流路と、を有し、溶融銅は、前記ダイセット内で前記坩堝から前記空間に対して前記供給通路を経て供給され、前記中空部を通過する際に固化する、複数の平行な流路を備えた多流路管の製造装置が提供される。  (もっと読む)
(もっと読む)
急冷凝固金属製の中空体の製造方法および急冷凝固金属製の中空体の製造装置
【課題】中子を容易に取り出すことができ、複雑な形状の金属ガラスなどの中空体を製造することができる急冷凝固金属製の中空体の製造方法および急冷凝固金属製の中空体の製造装置を提供する。
【解決手段】熱源が、金属材料1を溶融可能である。鋳型11が、中空部21を有する。中子12が、黒鉛製で粉砕可能であり、鋳型11の中空部21に、中空部21の内面との間に空隙24を有するよう配置されている。溶融金属注入手段13が、熱源により溶融された金属材料1を、空隙24に注入可能に設けられている。冷却手段が、空隙24に注入された金属材料1を臨界冷却速度以上で急冷可能である。粒子噴射装置14が、中子12に高速の粒子を吹き付け可能に設けられ、これにより中子12を粉砕可能になっている。
(もっと読む)
希土類―鉄−ボロン系磁石用合金及びその製造方法、製造装置
【課題】磁気特性バラツキの少ない希土類−鉄−ボロン系磁石用合金を提供する。
【解決手段】真空中または不活性ガス雰囲気において合金原料を第1の容器20内で溶解する工程と、第1の容器20から貫通孔54及び貫通孔54の中心に心棒40が設けられた第2の容器50内に出湯する工程と、貫通孔54と心棒40により形成された隙間を通して溶湯を流し所定形状の磁石用合金を形成する工程とにより磁石用合金を製造し、その断面形状が一側面から他側面に渡ってほぼ一定の肉厚を有し、合金の結晶が一側面から他側面に向けて一方向に成長した柱状晶である。
(もっと読む)
アルミニウム又はアルミニウム合金長尺材の連続製造方法と、それに使用される凝固ロールと連続製造装置
【課題】従来の棒材製作プロセスは複雑であるため、製造される棒材がコスト高であった。
【解決手段】溝がロール外周面周方向にリング状に形成された一つの凝固ロールを、その外周面を受け材に対向させて又は対向させずに回転させ、回転中にその溝内にアルミニウムの溶湯を連続供給して溝内で急冷凝固し、そのアルミニウムを当該溝から連続的に送り出して長尺材を製造するようにした。溝が周方向にリング状に形成された二つの凝固ロールを、それら溝を対向させて回転させ、回転中に夫々の溝にアルミニウムの溶湯を連続供給して夫々の溝内で急冷凝固し、そのアルミニウムを夫々の溝から連続的に送り出しながらそれらの半凝固状態の自由凝固部同士を突合せ接合させて長尺材を製造するようにした。突合せ接合されるアルミニウムの自由凝固部内でネジ形成軸を回転させてネジ付き長尺材を製造するようにした。
(もっと読む)
1 - 11 / 11
[ Back to top ]