
Fターム[4E016AA09]の内容
圧延ロール、圧延スタンド、圧延機の駆動 (1,476) | 圧延後の製品形状 (272) | 管 (39)
Fターム[4E016AA09]に分類される特許
1 - 20 / 39
球状黒鉛鋳鉄製鋼管成形用ロール及びその素材の製造方法
【課題】成形面に耐摩耗性が付与され、かつ、機械加工して成形面とするときの切削性にも優れる球状黒鉛鋳鉄製鋼管成形用ロールを提供する。
【解決手段】鋼板から鋼管を成形する少なくとも1つの成形面を有する球状黒鉛鋳鉄製鋼管成形用ロールであって、質量%で、C:3.2〜3.6%、Si:1.0〜1.8%、Mn:0.4〜0.6%、P:0.08%未満、S:0.08%未満、Ni:1.5〜2.8%、Cr:0.85〜1.9%、Mo:0.4〜0.8%、及び、Mg:0.03〜0.09%を含有させ、残部はFe及び不可避的不純物の組成とし、前記成形面からの深さが20mmまでの部位で、マルテンサイト及びベイナイトを基地として、セメンタイトを、面積率で15〜25%含有させ、ショア硬さを、55〜65にする。
(もっと読む)
継目無鋼管の縮径圧延方法

【課題】高合金鋼の管材に対して倒れ込み疵の発生を有効に防止する方法を提供する。
【解決手段】3ロール圧延スタンドを複数スタンド直列配置したストレッチレデューサーを用いる継目無鋼管の縮径圧延方法であって、単スタンド当りの縮径率をYとされたスタンドに対し、エッジ逃がし量xが次式(1)を満たすロールを用いる。0.80Y−4.44≦x≦1.22Y−6.81‥‥(1)Y:単スタンド当りの縮径率(%)、x:エッジ逃がし量(mm)。
(もっと読む)
高Cr−高Ni基合金からなる継目無管の製造方法
【課題】穿孔圧延時に溶融被れ疵の発生を防止できる高Cr−高Ni基合金継目無管の製造方法の提供。
【解決手段】質量%で、Crを20〜30%、Niを30〜50%、並びにMoおよびWの1種以上をMo+0.5Wで1.5%以上含有する継目無管を製造する際、(1)式を満足する条件でビレットを加熱して穿孔圧延する。
T≦1475.5−1.564×D/Bd−15.951×Vf−178.088×Φr−105.983×Φθ…(1)
同式中のΦr:径方向対数歪、Φθ:周方向対数歪は(2)式、(3)式で示され、各式中の記号の意味は下記の通り。
Φr=−ln(2×th/Bd)…(2)
Φθ=ln(2×(Sd−th)/Bd)…(3)
T:ビレットの加熱温度[℃]、D:ロールゴージ部の直径[mm]、Bd:ビレットの直径[mm]、Vf:ロールゴージ部での周速[m/sec]、th:中空素管の肉厚[mm]、Sd:中空素管の外径[mm]。
(もっと読む)
孔型圧延ロールの基準位置決定方法
【課題】圧延スタンドに配設された孔型圧延ロールの圧下位置調整のための基準位置を容易に決定でき、容易に圧下位置のキャリブレーションを行い得る孔型圧延ロールの基準位置決定方法を提供する。
【解決手段】圧延スタンド200には、圧下方向Yに垂直な方向Xに位置調整可能な2つの孔型圧延ロールR11,R12が配設されている。本発明に係る孔型圧延ロールの基準位置決定方法は、第3直線部L3を具備する孔型圧延ロールR11の第3直線部L3が、第4直線部L4を具備する孔型圧延ロールR12の第4直線部L4に一定の荷重下で接触するまで、第3直線部L3を具備する孔型圧延ロールR11又は第4直線部L4を具備する孔型圧延ロールR12を圧下方向Xに垂直な方向Yに移動させることを特徴とする。
(もっと読む)
継目無鋼管の製造方法
【課題】ガイド設置、孔型形状変更の何れの手段も適用困難であったプラグミルを用いた延伸圧延において、被圧延管のねじれを大幅に軽減することができる継目無鋼管の製造方法を提供する。
【解決手段】断面が円形乃至楕円形である中空鋼管を出発素材とし、被圧延管の外面側を加工するカリバー形状が略円弧形状である一対の孔型ロール1と、内面側を加工する断面が円形状のプラグ2とを有するプラグミルにて熱間で複数パスの延伸圧延を行い、その際、各パスとその次パスとで被圧延管のカリバー底当接位置を90度ずらす圧下位置90度変更を行う、継目無鋼管の製造方法において、各パスで、式(1)を満たすように圧延を行う。Hc=2×t+Dp>2×R1…(1)Hc:カリバー底孔型高さ[mm]、t:出側目標肉厚[mm]、Dp:ロールバイト下死点におけるプラグ径[mm]、R1:カリバー底部孔半径
(もっと読む)
絞り圧延用ロールの製造方法、及び、絞り圧延用ロール
【課題】噛み出し疵及びエッジ疵の発生を抑制できる絞り圧延用ロールの製造方法を提供する。
【解決手段】3ロール式絞り圧延機に用いられる絞り圧延用ロールを準備する。次に、絞り圧延用ロールをロール軸まわりに回転し、カリバ部とフランジ部との隣接部分に形成される稜部52を切削して稜部52に丸みをもたせる。稜部52に丸みをもたせる工程では、稜部52の頂上を中心としたロール軸方向に3.0mmの範囲の稜部領域RA52において、0.5mmピッチで測定された曲率半径の平均を2.5mm〜3.0mmとし、かつ、曲率半径の最大値と最小値との差分を1.0mm以下にする。
(もっと読む)
高強度管の製造方法
【課題】孔型ロールを用いて高強度の素管を高加工度で冷間圧延するピルガー圧延において、孔型ロールの工具寿命を長寿命化することが可能な高強度管の製造方法を提供する。
【解決手段】1対の孔型ロールと、その孔型ロールの間にマンドレルを備えたピルガー圧延により、引張降伏応力が700MPa以上の素管を、断面減少率が70%以上で冷間圧延する高強度管の製造方法であって、HRCで57〜61の硬度を有する低合金高速度鋼からなる孔型ロールを用いることを特徴とする。低合金高速度鋼は、質量%で、C:0.50〜0.75%、Si:0.02〜2.00%、Mn:0.1〜3.0%、P:0.05%以下、S:0.01%以下、Cr:5.0〜6.0%、Mo:1.5〜4.0%、W:0.5〜2.0%、V:0.70〜1.25%およびAl:0.1%以下を含有し、残部がFeおよび不純物からなる化学組成を有するのが好ましい。
(もっと読む)
アッセルミルロール
【課題】中空素管の必要な肉厚圧下量を確保しつつ偏肉の発生を抑制しうるアッセルミルロールの提供。
【解決手段】段部であるハンプ部6を介して、小径の第一周面7と大径の第二周面8とが形成されたアッセルミルロール1であって、その中心軸を含む面による縦断面において、第一周面7とハンプ部6とが、第一曲率半径R1を有する第一円弧9で連結されており、ハンプ部6と第二周面8とが、第二曲率半径R2を有する第二円弧10で連結されており、上記第一曲率半径R1が、6.5mmを超えて9.0mm未満の範囲から選択され、上記第二曲率半径R2が、上記第一曲率半径R1の1.66倍以上で1.76倍以下の範囲から選択される。
(もっと読む)
多ロールマンドレルミルおよび継目無管の製造方法
【課題】 マンドレルミルにおけるアンダーフィルおよびオーバーフィルを効率的に防止する多ロールマンドレルミルおよびこれを用いた継目無管の製造方法を提供。
【解決手段】小径管の製管段取において、ロールチョック部の干渉をなくし、孔型ロール間の隙間調整できる範囲を広げるため、「段取別ロールチョック部等の設計適正化」を図った多ロールマンドレルミルは、管材を圧下するロール孔型として複数の孔型ロール本体を具備し、これらを駆動するロール軸およびロールチョック部がそれぞれ配置された圧延スタンドを複数基備えるマンドレルミルであって、マンドレルミルの製管段取に応じて、孔型ロール本体に加えて、ロール軸およびロールチョック部のいずれか一以上を異なる形状の部品に交換することを特徴とする。アンダーフィル、オーバーフィルの防止に有効な延伸圧延装置である。
(もっと読む)
駆動シャフト及びローラリングを備えるローラ並びにこのようなローラを組立てる方法
一方では一定の外径と一定の長さとを有する円筒形の外表面(6)を有する駆動シャフト(1)と、他方ではより短いローラリング(2)とを具備するタイプのローラであって、ローラリングが、硬い材料から作成される外部リング(4)と、外部リングと同軸であると共により延性のある材料から作成される内部リング(3)とを含み、内部リングが、一定の内径を有する円筒形の内面を含み、かつ一方では冶金的なやり方で外部リングに永続的に結合され、他方では、駆動シャフトから外部リングにトルクを伝達するために、駆動シャフトと回転方向に固く接続されるローラに関する。本発明によれば、駆動シャフトとローラリングとの間における、回転方向に固い結合作用は、締りばめ接合のみからなり、この締りばめ接合は、駆動シャフトの外表面と内部リングの内面との間で行われ、駆動シャフトの外径の少なくとも0.01%の締めしろを有する。  (もっと読む)
(もっと読む)
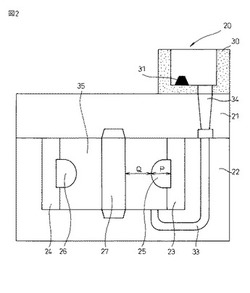
圧延機用ロール
本発明は、長い半完成物品(18)を圧延するためのロール(26)に関する。ロールは、回転の軸(r)の周りに回転可能であり、および:半完成物品の外側の輪郭の公称の弧(h)を再現することができる溝(44);および回転の軸に関して垂直に、そのより小さい部分に沿ったロールに交差する溝平面(π)を含む。ロールは、溝平面(π)に関して非対称性である。また、本発明は、複数のそのようなロールを含む圧延ステーション(22)および連続圧延機(20)に関する。最終的に、本発明は、これらのロールを再調整するための方法に関する。 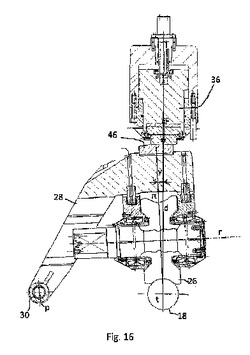 (もっと読む)
(もっと読む)
3ロール式のマンドレル圧延機によって継目無管を製造する方法
本発明は、金属、特に鋼から継目無管を製造するための方法であって、事前に製造された高温中空素材が3ロールマンドレル圧延機によってマンドレルバーで延伸して母管とされ、前記マンドレル圧延機に進入する前に前記中空素材が上流側スタンドを介して、直径を均一化する圧延ステップを施されるものに関する。前記上流側スタンドのロールが前記マンドレル圧延機の成形スタンドと同じ程度に離反接近され、前記上流側スタンドのロールの孔型底部半径が60°にわたって延び、前記孔型底部半径に、接線方向移行部を有する側面半径が追従し、前記側面半径はロール最大送り時にも側面の領域で中空素材予想最大直径の直径低減が殆ど起きないように設計されている。 (もっと読む)
継目無管の製造方法
【課題】マンドレルミルによる延伸圧延工程で管の外面に生じ易い焼き付きを効果的に防止することができる継目無管の製造方法を提供する。
【解決手段】本発明に係る継目無管の製造方法は、下記の式(1)〜式(3)をそれぞれ満足する第1〜第3圧延スタンドで管を延伸圧延する工程を含むことを特徴とする。
第1圧延スタンドの孔型周長/第1圧延スタンド入側の管外周長≧0.92・・(1)
第2圧延スタンドの孔型周長/第1圧延スタンドの孔型周長≧0.95・・(2)
第3圧延スタンドの孔型周長/第2圧延スタンドの孔型周長≧0.95・・(3)
(もっと読む)
高合金継目無鋼管の製造方法
【課題】高合金継目無鋼管の穿孔時に発生する噛出しを防止する高合金継目無鋼管の製造方法を提供する。
【解決手段】900〜1250℃の温度域に加熱した高合金鋼ビレットを、表面粗さRmaxを150〜500μmの範囲に調整した主ロールを配したピアサで穿孔圧延する。比(ガイドロールの開度WG/主ロールの開度WR)は1.10〜1.20の範囲に調整するのが好ましい。また、主ロールの出口面とパスラインとがなす半角θRおよび穿孔プラグの圧延面とパスラインとがなす半角θPの差(θP−θR)は0〜3.0°の範囲に調整するのが好ましい。
(もっと読む)
アッセルミルロールのハンプ
【課題】 アッセルミルロールの後端部の面取り形状を変更して製品外面状のうねりを低減させることが出来るアッセルミルロールのハンプを提供する。
【解決手段】 アッセルミルロールにおいて、ロール中におけるハンプ部の面取り形状の曲率Rを30〜34とすることにより製品外面状のうねり発生を防止することを特徴とするアッセルミルロールのハンプ。また、上記の面取り形状の曲率Rを32〜34としたアッセルミルロールのハンプ。
(もっと読む)
マンドレルミル及び継目無管の製造方法
【課題】管の延伸比を高めることができると同時に穴あき欠陥の発生を抑止可能なマンドレルミル等を提供する。
【解決手段】本発明の第1の手段は、2つの孔型ロールR11、R12がそれぞれ配設された複数の圧延スタンドを備えるマンドレルミルであって、第1圧延スタンド及び第2圧延スタンドのロール径比DR/DCが4.6以上に設定されていることを特徴とする。本発明の第2の手段は、3つの孔型ロールR21〜R23がそれぞれ配設された複数の圧延スタンドを備えるマンドレルミルであって、第1圧延スタンド及び第2圧延スタンドのロール径比DR/DCが2.8以上に設定されていることを特徴とする。
(もっと読む)
継目無管の製造方法
【課題】マンドレルミルによる延伸圧延工程で管端部に割れが発生することを効果的に防止可能な継目無管の製造方法を提供する。
【解決手段】本発明に係る継目無管の製造方法は、配設された孔型ロールによって決定される孔型楕円度が下記の式(1)の条件を満足する第1圧延スタンドで管を延伸圧延する工程と、配設された孔型ロールによって決定されるオフセット量Sと溝底曲率半径R1との比S/R1が下記の式(2)の条件を満足する第2圧延スタンドで管を延伸圧延する工程と、を含むことを特徴とする。
1.2≦孔型楕円度≦1.4 ・・・(1)
S/R1≦−0.35・Ln(X)+1.43 ・・・(2)
ここで、上記式(2)のXは、第2圧延スタンドにおける溝底圧下率(%)を意味する。
(もっと読む)
継目無鋼管の製造方法
【課題】マンネスマン−マンドレルミル製管法で圧延される鋼管の内表面に発生するしわ疵を効率よく抑制し、内圧疲労に優れた継目無鋼管の製造方法を提供する。
【解決手段】マンネスマン製管法によって継目無鋼管を熱間加工する際に、マンネスマン穿孔圧延しマンドレル延伸圧延した後の再加熱条件を800〜1050℃とし、ストレッチレデューサーによる定径圧延の仕上寸法t/Dに応じて、孔型ロールの平均楕円率Yが下記(1)式を満足した条件で仕上圧延することを特徴とする継目無鋼管の製造方法である。但し、(1)式のLnは自然対数、(2)式のΣは、i=1〜Nで、孔型長径Ai(mm)および孔型短径Bi(mm)を示す。
Y(%)≦−2.56Ln(t/D×100)+10.29 ・・・ (1)
Y(%)=(Σ(Ai−Bi)/Ai×100)/N ・・・ (2)
熱間仕上げされた鋼管を、さらに肉厚加工度が10%以上で冷間引抜するのが望ましい。
(もっと読む)
圧延スタンド
【課題】圧延スタンドに配設された孔型圧延ロールの圧下位置調整のための基準位置を容易に決定でき、容易に圧下位置のキャリブレーションを行い得る圧延スタンドを提供する。
【解決手段】本発明に係る圧延スタンド100は、管状又は棒状の被圧延材を圧延するための孔型圧延ロールを備えた圧延スタンドであって、各孔型圧延ロールの圧下方向の成す角が120°となるように3つの孔型圧延ロールR21〜R23が配設されている。各孔型圧延ロールを該孔型圧延ロールの回転軸の中心線を含み被圧延材のパスラインに直交する平面で切断してできる各孔型圧延ロールR21〜R23の断面形状に関して、何れか1つの孔型圧延ロールR21が、圧下方向に垂直に延びる第1直線部L1を両側のフランジ部に具備し、他の2つの孔型圧延ロールR22、R23が、第1直線部L1に対向し、第1直線部L1に平行に延びる第2直線部L2をフランジ部に具備することを特徴とする。
(もっと読む)
継目無鋼管の製造方法
【課題】樽型圧延ロールの噛み込み性を損なうことなく、肌荒れの悪化を抑止できる継目無鋼管の製造方法を提案する。
【解決手段】樽型圧延ロールのロール表面へ供給するロール冷却水の水量分布を、ゴージ部周辺の冷却能力がその入・出両側の冷却能力よりも高くなる分布としたとしたことを特徴とする継目無鋼管の製造方法。さらに、前記ゴージ部周辺の冷却能力がその入・出両側の冷却能力の1.3倍以上、1.5倍以下であることを特徴とする継目無鋼管の製造方法。
(もっと読む)
1 - 20 / 39
[ Back to top ]