
Fターム[4E024DD12]の内容
Fターム[4E024DD12]に分類される特許
1 - 12 / 12
調質圧延方法および調質圧延装置、ならびに鋼帯の製造方法
【課題】荷重一定制御のような問題が生じず、また、高価なオンライン表面粗さ計がなくても、コイル内での変動があっても表面粗さを目標値に精度よく制御することができる鋼帯の調質圧延方法を提供すること。
【解決手段】以下の式で表される粗さ転写パラメータpが一定となるように、圧延荷重および/または出側張力を調整して調質圧延する。
p=α・pp+β・f
ただし、pp:ピーク面圧(MPa)、f:先進率(%)、α、β:定数である。
(もっと読む)
生産計画方法および装置

【課題】複数の通過工程からなる製品製造プロセスにおける生産計画方法であって、製造条件同士の品質への交互作用も考慮した制約条件の定式化、ならびに品質のグレードに応じて制約条件を変化させる柔軟な生産計画の立案ができる、生産計画方法および装置を提供することを課題とする。
【解決手段】ロットを作るタイミング毎にそれまでの製造実績データと生産計画対象となる製品データとを読み込む、情報読込ステップと、読み込んだ製造実績データの内、品質を満足するデータと品質を満足しないデータとを分離する新たな制約式を求める、制約条件決定ステップと、前記新たな制約式に基いて定式化した最適化問題の解を求め生産計画とする、生産計画立案ステップと、求めた生産計画データベースに書き込む、情報書込ステップと、情報表示ステップと、調整係数の入力を受け持つ係数入力ステップとを有する。
(もっと読む)
ホットバー先端の反り制御方法
【課題】ホットバー先端が反ってテーブルローラに衝突し、その衝撃力によってテーブルローラが損傷するのを防止する。
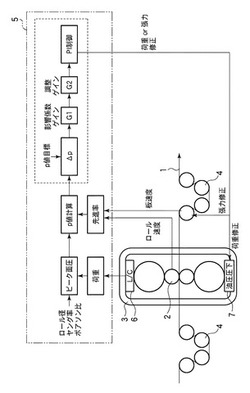
【解決手段】粗圧延機1の出側にホットバー先端の反りを検出する反りセンサー7を設けると共に、圧延機1の入り側にホットバー6の上下面の温度を計測する温度計を配置する。制御装置がホットバー先端の反り量からワークロール2に供給される圧延油の供給量を制御する。テーブルローラ5にはロードセルよりなる衝撃力センサー12が設けられ、該センサーによって検出されたホットバー先端の衝突による衝撃力が設定値を超えると、制御装置がワークロールの回転数を下げ、減速運転する。
(もっと読む)
連続的に走行する鋼ストリップのための圧延機においてロールを交換するための方法
本発明は、連続的に走行する鋼ストリップ圧延機のための少なくとも1つのワークロールを支持するためのロールスタンド(C)においてロールを交換する方法に関し、スタンドが、連続的な走行方向(D)でみて圧延機に沿って連続して配置された複数(N)のロールスタンドの一部であり、ロールの自由締付け位置におけるロールスタンバイ機能が、前記複数(N)のスタンドの内の少なくとも1つの専用のスタンド(CA)に割り当てられており、ロールの締付けに関連した調節を制御する初期設定値が、作動圧延位置にある他のスタンドに個々に割り当てられており、ロール交換を行う際に、自由締付け位置(C)へ移動する時に、前記スタンド(C)の初期設定値と、作動圧延位置にあるスタンドの初期設定値とが、専用のスタンド(CA)を含む前記スタンドのそれぞれの間で個々に再配分される。 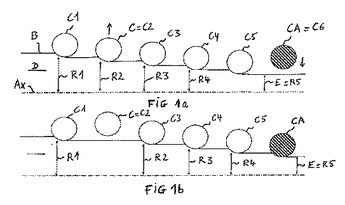 (もっと読む)
(もっと読む)
鋼帯の調質圧延方法
【課題】鋼帯を調質圧延する際に圧延荷重を短時間で設定することのできる鋼帯の調質圧延方法を提供する。
【解決手段】鋼帯に付与される圧延荷重PS(i)を計算した後、計算用初期設定荷重PR(i)と前記圧延荷重PS(i)との差が予め設定された許容範囲内に収まるように前記計算用初期設定荷重PR(i)に基づいて再設定し、再設定された計算用初期設定荷重PR(i+1)を基に圧延荷重PS(i+1)を再計算して、得られた圧延荷重PS(i)を基に実際の圧延荷重PCを設定して鋼帯を調質圧延する。
(もっと読む)
調質圧延方法
【課題】特に所望とする金属ストリップの表面粗度(Ra)を有する鋼板を効率的に製造することの可能な湿式調質圧延方法を提供する。
【解決手段】調質圧延後の金属ストリップの表面粗度(S)、調質圧延前の該金属ストリップの表面粗度(S0)、板厚(H)およびワークロール粗度(Sw)で定義される転写効率(α(ε,σy))について、調質圧延時の伸び率(ε)と調質圧延前の該金属ストリップの0.2%耐力(σy)による回帰式を実験によって事前に求め、調質圧延する金属ストリップの表面粗度(S0)、板厚(H)、0.2%耐力(σy)と目標とする伸び率(εaim)と目標とする圧延後の該金属ストリップの表面粗度(Saim)から該調質圧延機に組み込む初期ワークロールの表面粗度(Sw0)を前記転写効率に基づいて求め、その表面粗度に近いワークロールを選定して該調質圧延機に組み込み調質圧延を行う。
(もっと読む)
高張力鋼の冷間タンデム圧延方法
【課題】この発明は4基以上の圧延スタンドからなる冷間タンデム圧延機で、第1スタンド入側における0.2%耐力が350MPa以上の金属ストリップを冷間圧延する冷間タンデム圧延機において、スリップを防止しかつ高圧下を可能とする圧延方法を提供する。
【解決手段】4基以上の圧延スタンドからなる冷間タンデム圧延機において、第1スタンド入側における0.2%耐力が350MPa以上の金属ストリップを冷間圧延する際、スリップが生じる圧延スタンドにおいて上下のワークロール周速度を5%以上10%以下で冷間圧延すること、また、上記冷間タンデム圧延方法において複数の圧延スタンドで異周速冷間圧延する際、高速側ワークロールをスタンド間で交互に設定し、好ましくは、最終スタンドの冷間圧延は同周速で行い、その際の摩擦係数を0.1以上でかつ圧下率5%以上とすることを特徴とする。
(もっと読む)
圧延プロセスの制御方法及びコンピュータプログラム
この発明は、少なくとも一つのロールを用いて、金属ストリップを平坦に圧延する圧延プロセスの制御方法に関する。従来技術により、所謂中立点の相対的な位置が圧延プロセスの最新の安定性に関する尺度となることが知られている。しかし、中立点の位置を計算するための従来の方法は、金属の実際の特性を全く不正確にしか表しておらず、そのため圧延プロセスの安定性に関する情報に対して限定的にしか適していない。この発明では、金属ストリップの実際の挙動を考慮して、金属ストリップを圧延する圧延プロセスをより良好に制御可能とするために、特に、平均的な降伏応力ke と中立点での静圧pN H とを取り入れた、中立点の相対的な位置を計算するための新しい方法を提案する。  (もっと読む)
(もっと読む)
圧延機の制御装置及び圧延機の制御方法
【課題】
最終スタンドにダルロールを使用した冷間連続圧延機においては、最終スタンド入側張力制御と最終スタンド−1速度を制御操作端とする出側板厚制御が干渉し、出側板厚制御の応答が遅いという問題があった。
【解決手段】
(最終スタンド−1)スタンドの速度と(最終スタンド−2)スタンドの速度を制御操作端とする2種類の出側板厚制御を制御板厚目標値を変更することにより干渉させ、最終スタンド入側張力制御を行うことにより最終スタンド入側張力制御と(最終スタンド−1)スタンドの速度を制御操作端とする出側板厚制御が干渉しないようにする。
また、出側板厚制御の制御出力から出側板厚変化を予測し、それを用いて出側板厚制御で使用する出側板厚測定値を補正する事により、出側板厚制御自体の応答を改善する。
(もっと読む)
熱延鋼板の調質圧延方法
【課題】本発明は、スケール剥離を従来より生じ難く、且つ密着性に優れた熱延鋼板とする熱延鋼板の調質圧延方法を提供することを目的としている。
【解決手段】鋼鋳片を熱間圧延して熱延鋼板とした後、コイル状に巻き取り、冷却してから再度巻き戻して調質圧延する方法を改良した。それは、前記鋼鋳片のSi含有量を0.10質量%以下とし、前記熱間圧延時の最終仕上げ圧延温度を900℃以下とし、さらにコイル状に巻き取る際の温度を640℃以下とした上で、前記調質圧延ラインにおいて、ワークロール交換後の累積ロール通板量が1000トンになるまでの間に、前記熱延鋼板を調質圧延するものである。
(もっと読む)
調質圧延機における伸び率制御方法
【要 約】
【課 題】 特に表面粗さが大きく異なるワークロールで調質圧延を行う鋼帯同士が接続された接続点が調質圧延機を通過した後、後行鋼帯の接続点から離れた位置で伸び率不良部が生じるのを効果的に防止することができる調質圧延機における伸び率制御方法を提供する。
【解決手段】 伸び率偏差に基づき圧下装置に加える圧下力補正量を決定する制御ゲインを、調質圧延機で使用するワークロールの表面粗さ、鋼帯の鋼種、板厚に応じて予め定めておき、鋼帯同士が接続された接合点が調質圧延機のワークロールを通過するに際し、制御ゲインの値を設定変更して後行鋼板の調質圧延を行う。
(もっと読む)
圧延荷重の予測方法とそれを用いた圧延制御方法
【課題】 タンデム式冷間圧延機の最終スタンドでのダルロール圧延のように従来の板圧延理論の適用範囲外で圧延が行なわれる場合でも、圧延荷重を精度よく予測する方法とダルロール圧延制御方法を提供することである。
【解決手段】 連続式冷間圧延機のダルロールを用いた最終スタンドの圧延荷重を、ロール扁平半径の理論式から、ロール扁平半径R'cを、予め種々の圧延条件に対して算出しておいた補正係数β、初期ロール半径R0、圧延条件から定まるパラメータCpを用いて求めた後、この補正したロール扁平半径R'cの式と圧延荷重式を連立させて最終スタンドの圧延荷重を算出して圧延荷重予測を行なうようにしたのである。それにより、従来の、板圧延理論の適用範囲外にある場合でも、圧延荷重を精度よく計算することが可能となり、ダルロールを用いた最終スタンドのミルセットアップ制御を正確に行なうことができる。
(もっと読む)
1 - 12 / 12
[ Back to top ]