
Fターム[4E024EE10]の内容
Fターム[4E024EE10]に分類される特許
1 - 9 / 9
コールドピルガー圧延管を製造する方法及び装置
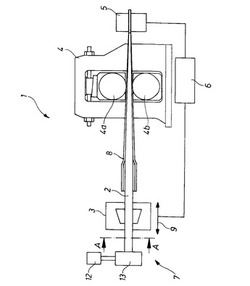
【課題】コールドピルガー圧延時に、変形加工工程中に得られた測定データに基づいて、少なくとも1つの変形加工工具の位置調節を可能にする、自動化可能な製造方法及びこのために好適な装置を提供する。
【解決手段】少なくとも1つのマンドレル受け3に少なくとも1つの位置調節装置7が作用結合されており、この位置調節装置7が、測定装置5に接続されているようにした。
(もっと読む)
結晶粒径予測方法、結晶粒径予測装置、及び結晶粒径予測プログラム

【課題】フェライト相以外の相を含む結晶組織を有する鋼帯のα粒径を高精度に予測すること。
【解決手段】温度履歴算出部112が、ランナウト冷却設備において冷却される際の各セグメントの温度履歴を算出し、変態履歴算出部113が、温度履歴算出部112によって算出された各セグメントの温度履歴に基づいて、ランナウト冷却設備において冷却される際の各セグメントの変態履歴を算出し、α粒径算出部114が、変態履歴算出部113によって算出された各セグメントの変態履歴に基づいて、各セグメントの変態完了後のα粒径を算出する。そして、α粒径算出部114は、変態が開始されてから変態率が所定値以上になるまでの時間を変数として含むα粒径予測モデル式を用いて変態完了後のα粒径を算出する。
(もっと読む)
制御モデルのパラメータ最適化方法
【課題】既設モデルのパラメータ補正が可能であって、かつ、誤差の標準偏差が大きい場合に各パラメータを各々最適に補正可能なパラメータ最適化方法を提供すること。
【解決手段】複数のモデルパラメータで規定された制御モデルに基づく製造プロセスから操業実績データを収集する工程と、該操業実績データをモデルパラメータ最適化演算装置に導き最適化モデルパラメータを演算する工程と、その演算結果に基づき制御モデルを更新する工程を有し、該モデルパラメータ最適化演算装置で、モデル誤差データとモデルパラメータ感度係数データを演算し、これらの演算データと操業実績データから複数の線形回帰式を構築した上で、操業実績データを用いて最も適切な回帰係数を新たなモデルパラメータ値として選択する。
(もっと読む)
圧延材の先端部の温度予測方法
【課題】熱間圧延される圧延材の先端部の巻取り温度を正確に予測する。
【解決手段】本発明の圧延材5の先端部の温度予測方法は、熱間圧延を行った後に冷却しさらに巻き取ることで圧延材5を製造する際に用いられるものであって、圧延材5の先端部において、巻取り温度の目標値と実績値との差である温度偏差ΔTを求め、求めた温度偏差ΔTから、圧延材5の先端部での平坦度の影響を除去した温度偏差ΔT’を求め、求められた温度偏差ΔT’を基に、熱伝達率の平坦度非依存項αBを推定すると共に、この熱伝達率の平坦度非依存項αBの学習を行い、学習後の熱伝達率αBに基づいて、圧延材の先端部の巻取り温度を予測する。
(もっと読む)
箔圧延機におけるロールクーラントの制御方法及び制御装置
【課題】種々の圧延条件下においても、安定した圧延材の形状制御を行ない、板形状を目標形状に制御し得るロールクーラント制御方法を提供すること。
【解決手段】箔圧延機1のワークロール2a,2bにて箔圧延される圧延材3の圧延後の板形状を、形状検出器4にて板幅方向の所定の単位幅(ゾーン)毎に検出し、その検出形状が目標形状より伸び方向の場合に、当該伸び検出ゾーンに対応するクーラント噴射装置5a,5bのノズル6からワークロール2a,2bに対してクーラントを噴射せしめる第一の制御パラメータと、検出形状が目標形状より張り方向の場合に、当該張り検出ゾーンに対応する前記ノズル6からクーラントを噴射せしめる第二の制御パラメータとを予め設定し、圧延条件に応じて形状検出器4の検出形状に基づいて、第一及び第二の制御パラメータのうちの何れか一方を選択して、クーラントの噴射を制御する。
(もっと読む)
熱延鋼板の製造方法及び製造装置
【課題】r値の面内異方性が小さいことから深絞り加工用途にも十分に供することができる熱延鋼板を確実に製造する。
【解決手段】圧延スタンドF1〜F7と、冷却装置4a〜4eと、スタンド間温度計2cとを有する仕上圧延機3を用いて、熱間圧延を開始する前に予め定めた、冷却装置4a〜4eの冷却条件と圧延速度とに基づいて被圧延材1に仕上圧延を行うことにより熱延鋼板を製造する。仕上圧延を開始した後に、スタンド間温度計2cによる被圧延材1の温度の測定値が、被圧延材1の鋼のAr3変態点以上の目標温度域を下回る場合に、最終の圧延スタンドF7を通過する際の被圧延材1の温度が目標値を満足するとともに、圧延スタンド間F4/5における被圧延材1の温度がAr3変態点以上の目標温度域を満足するように、冷却条件及び圧延速度の一方又は双方を変更する。
(もっと読む)
圧延加工装置及び圧延加工方法
【課題】無端状金属リングの圧延加工において、圧延ローラと加圧ローラとを同調させるように制御することによって、ローラと金属リングとの間の滑りを抑制し、高品質な金属ベルトを得る。
【解決手段】圧延加工装置10に、無端状金属リング9が周回されるテンションローラ11・12と、間に介在させた前記金属リング9を圧延する圧延ローラ20及び受圧ローラ(テンションローラ11)と、前記受圧ローラを圧延ローラ側に加圧するとともに回転させる加圧ローラ30と、前記圧延ローラ20を回転駆動する主軸回転駆動手段22と、前記加圧ローラ30を回転駆動する副軸回転駆動手段32と、前記金属リング9の板厚測定手段40と、前記副軸回転駆動手段32を制御する制御手段25とを備え、前記制御手段25は、加圧ローラ30の回転数制御と、加圧ローラ30の回転トルク制御とを、切り替えて実行する。
(もっと読む)
スラブ設計方法及びスラブ設計装置
【課題】厚鋼板のように小ロット、多品種のものを生産する場合においても、製品在庫またはスクラップの発生を減らし、歩留りの向上を図ることが可能なスラブ設計方法及びスラブ設計装置を提供する。
【解決手段】厚鋼板の製造過程における、オーダ情報及びスラブ情報に基づいてスラブにオーダを引き当てるスラブの設計方法及びスラブの設計装置であって、それぞれ特定スラブに対するオーダ引き当て後の当該スラブの余材部に対して、さらにスラブとして採取可能な寸法が製造可能か否かの判定を行う判定ステップ及び判定手段と、この判定ステップ及び判定手段でスラブとして採取可能な寸法が製造可能と判定された場合には、前記オーダ引き当て後のスラブの余材部に対して採取可能なサイズのスラブを製造するためのオーダを引き当てるスラブオーダ引き当てステップ及びスラブオーダ引き当て手段とを有する。
(もっと読む)
圧延プラントの制御装置、表示用データ蓄積方法および表示用データ配信方法
【課題】 コイルなどの圧延材の、先頭から指定された距離の圧延時のデータを容易に表示できるようにする。
【解決手段】 時系列に採取して蓄えた実績データと実績データを採取した部位のコイル先頭からの距離データ、コイル識別データの3種類が対にして蓄積される時系列データベース103と、コイル識別データに対応したコイル番号が格納されるコイル番号特定テーブル104と、コイル番号、実績データ名、コイル先頭からの距離を入力として、時系列データベース103及びコイル番号特定テーブル104を参照して、コイル先頭から指定された距離の部位における実績データを演算出力する実績情報検索手段105と、コイル番号と実績データを入力として、時系列データベース103及びコイル番号特定テーブル104を参照してコイル先頭からの距離を横軸にして、各実績データをチャート表示する通過長変換手段107と、を含んで制御装置を構成する。
(もっと読む)
1 - 9 / 9
[ Back to top ]