
Fターム[4E028CB08]の内容
他に分類されない板、線、管の製造と清浄 (990) | UO管 (134) | その他のもの (28)
Fターム[4E028CB08]に分類される特許
1 - 20 / 28
溶接鋼管の製造方法及び溶接鋼管
【課題】優れた耐座屈性を有する溶接鋼管の製造方法を提供する。
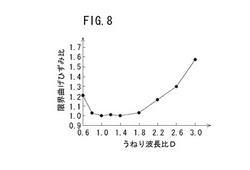
【解決手段】本実施の形態による溶接鋼管の製造方法は、溶接素管を準備する工程と、記拡管ヘッドを用いて、式(1)で定義されるうねり波長比Dが0.8以下又は1.8以上となるように、溶接素管の全長を拡管して溶接鋼管にする工程とを備える。
D=p/λ (1)
ここで、pは溶接鋼管の軸方向のうねり波長であり、λは以下の式(2)で定義されるティモシェンコの座屈波長である。
λ=3.44×(r×t)1/2 (2)
ここで、rは溶接鋼管の内半径であり、tは溶接鋼管の肉厚である。
(もっと読む)
耐圧潰性および溶接熱影響部靱性に優れた高強度ラインパイプ及びその製造方法

【課題】本発明では、耐圧潰性および溶接熱影響部靱性を低下させることなく、高生産性、低コストで製造できる高強度ラインパイプおよびその製造方法を提供することを目的とする。
【解決手段】質量%で、厚鋼板からなる母材を管状に成形し、その突合せ部を2層以上の溶接によって接合し、拡管した溶接鋼管であって、
質量%で、C: 0.03〜0.08%、Si: 0.01〜0.20%Mn: 1.5超、2.5%以下、P: 0.015%以下、Al: 0.001〜0.05%、Nb: 0.005〜0.050%、Ti: 0.005〜0.030%、N: 0.0020〜0.0080%を含有し、さらに、Cu、Ni、Cr、Mo、V、の中から選ばれる1種以上を含有し、所定のCeqを満たし、母材表層部、母材管厚中心部の金属組織、および硬度を規定したことを特徴とする耐圧潰性および溶接熱影響部靱性に優れた高強度ラインパイプ。
(もっと読む)
高延性超高強度溶接鋼管用鋼板および鋼管ならびにその製造方法
【課題】十分な延性を有するX150グレード相当の超高強度溶接管用鋼板および鋼管ならびにその製造方法を提供する。
【解決手段】鋼組成が、質量%で、C:0.09〜0.11%、Si:0.05〜0.20%、Mn:1.0〜1.5%、Al:0.01〜0.08%、Cu:2.0〜4.0%、Nb:0.05〜0.07%、Ti:0.015〜0.025%を含有し、さらに、Cr:0.05〜0.6%、Mo:0.05〜0.6%、V:0.01〜0.1%、B:0.0005〜0.003%の中から選ばれる一種以上を含有し、残部Fe及び不可避的不純物からなり、金属組織がベイナイトであり、さらに圧延方向の引張強度(MPa)と一様伸び(%)との積が8500以上であることを特徴とする高延性超高強度溶接鋼管用鋼板。
(もっと読む)
ケージロール拘束方法
【課題】より肉厚の大きい鋼管において、溶接剥れをおこさずに仮溶接を行うことを可能にすることにある。
【解決手段】鋼管原管の外周面を取り巻くように各々所定拘束角度に配置された複数個のケージロールで前記鋼管原管を拘束しつつ荷重を加えて、前記鋼管原管の連続仮付け溶接が行われる突合せ部のギャップをなくすUOE鋼管のケージロール拘束方法において、ケージロール拘束から解放された際の鋼管仮付け溶接部に生ずる負荷が最小となるように前記複数個のケージロールの荷重および拘束角度を定めたことを特徴とするUOE鋼管のケージロール拘束方法である。
(もっと読む)
UO鋼管溶接部ビード位置検出装置及び検出方法
【課題】UO鋼管の溶接部ビード位置を、安価で、精度よく検出することが可能なUO鋼管溶接部ビード位置検出装置を提供する。
【解決手段】UO鋼管1の軸線直下に配置されたタッチローラ6を当該UO鋼管1の外周面に当接した状態で、ターニングロール3によってUO鋼管1を周方向に回転させると、UO鋼管1の溶接部ビード2がタッチローラ6を乗り越える前後で2個1対のレーザ式変位計9の出力が変化するため、それらのレーザ式変位計9の出力変化から溶接部ビード2の入側と出側の位置を求め、その中間を溶接部ビード2の位置として算出することができる。その際、2個のレーザ式変位計9の出力を加算することにより、回転中のUO鋼管1の水平方向への振動に伴う各レーザ式変位計9の出力変動を相殺することができるので、小さな溶接部ビード2も正確に検出することが可能となる。
(もっと読む)
UOE鋼管の拡管時湾曲防止方法
【課題】UOE鋼管の拡管時に横曲がりが発生することを、より効果的に防止する。
【解決手段】先端に拡管ヘッド4を有するブーム3をUOE鋼管1の一端から挿入し、拡管ヘッド4を軸直方向に拡径させてUOE鋼管1の拡管を行う際に、UOE鋼管1の軸線が拡管ヘッド4から一端側にかけて所定方向に湾曲することを防止するために、UOE鋼管1における拡管ヘッド4よりも一端側で且つ前記所定方向とは反対側の内周面1aと、この内周面1aに対向するブーム3の外周面3aとの間に、双方の相対距離を維持するためのインサイドブロック11を介挿すると共に、UOE鋼管1におけるインサイドブロック11よりも一端側で且つ前記所定方向とは反対側の外周面1bを、アウトサイドローラ12によって支持する。
(もっと読む)
UO鋼管の識別方法
【課題】鋼板からUO鋼管に到る製造工程における各UO鋼管の識別を、簡便な手段で精度良く行なう方法を提供する。
【解決手段】UO鋼管の製造工程にて鋼板の長手方向の先端面の両エッジ部と後端面の両エッジ部にタブ板2を1個ずつ、鋼板の下面と側面にタブ板の下面と側面をそれぞれ一致させて接合し、タブ板2の厚さを鋼板1の厚さより小さくすることによって鋼板の上面とタブ板2の上面とに段差を設け、その段差を設けたタブ板の上面にUO鋼管を識別する符号を表示する。
(もっと読む)
鉄塔用鋼管の製造方法
【課題】鋼板をプレス曲げ加工することによって、径厚比20以下かつ引張強度780MPa以上の鋼管を製造する際に、機械的特性の変化が小さい鉄塔用鋼管の製造方法を提供する。
を提供する。
【解決手段】質量%で、C:0.05〜0.20%、Si:0.03〜0.40%、Mn:0.5〜2.0%、P:0.02%以下、S:0.005%以下、Al:0.03〜0.10%、N:0.005%以下を含み、残部がFeおよび不純物からなるスラブを1100℃以上に加熱し、熱間圧延し、100℃以下まで冷却した後、再度加熱し焼入れし、続いて500℃以上650℃以下の温度で焼戻しして、厚鋼板を作製し、当該厚鋼板を500℃以上かつ[厚鋼板作製時の焼戻し温度−30℃]以下の温度で再加熱後、プレス曲げ加工を実施し、溶接することを特徴とする、径厚比20以下、引張強度780MPa以上の鉄塔用鋼管の製造方法。Feの一部に代えて、Cu、Cr、Mo、V、Nb、Ni、B、Tiのうち1種又は2種以上を含有してもよい。
(もっと読む)
圧潰強度に優れた高靱性溶接鋼管およびその製造方法
【課題】真円度および変形性能を低下させることなく、高生産性、低コストで製造でき、優れた脆性き裂伝播停止性能を有する圧潰強度に優れた溶接鋼管およびその製造方法を提供する。
【解決手段】特定量のC、Si、Mn、P、S、Al、Nb、Ti、Nを含有し、さらに、Cu、Ni、Cr、Mo、Vの中から選ばれる1種または2種以上を含有する厚鋼板を管状に曲げ成形し、突合せ部を溶接して鋼管とした後、さらに拡管してなる鋼管であって、当該鋼管の金属組織はフェライト相とベイナイト相との体積分率の合計が80%以上、この二相の平均硬度差が50以上150以下、残部に含まれる島状マルテンサイト相の体積分率が2%以下、X線回析により得られる管厚中心位置での圧延面の(100)面の集積度が1.5以上であることを特徴とする圧潰強度に優れた高靱性溶接鋼管。
(もっと読む)
耐内圧破壊特性に優れた高強度鋼管及びその製造方法
【課題】高い内圧を受ける使用形態において溶接部からの破壊発生が抑制され、バースト破壊や不安定延性破壊が防止できる高強度鋼管を提供する。
【解決手段】UOE製管プロセスにより製造された母材引張強度が600MPa以上の鋼管であって、シーム溶接金属の引張強度(TSw)と母材引張強度(TSb)の比[TSw/TSb]が0.95以上であり、母材の管周方向降伏比が92%以下、母材表層部の硬さ(HVs)と母材中心部の平均硬さ(HVm)の差[HVs−HVm]がHV30以下である。母材の降伏比を低下させ、母材の表層部と内部の硬さの差を小さくすることで、溶接熱影響部への歪集中が抑制され、内圧による溶接部からの破壊発生が防止される。
(もっと読む)
変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板および鋼管の製造方法
【課題】母材の強度、低温靱性および変形能が優れ、かつ現地溶接が容易な引張強さ900MPa以上(API規格X120以上)の超高強度ラインパイプ用鋼板および鋼管の製造方法を提供する。
【解決手段】C、Si、Mn、Mo、Nb、Al、Tiを含む鋼を溶製後、熱間圧延を施し、(γ/α変態開始点-50)(℃)以上γ/α変態開始温度(℃)以下まで水冷した後、再加熱し、その後水冷する。この効果により強度、低温靭性ならびにひずみ時効前後の変形能を良好にすることが可能となり、ラインパイプに対する安全性が大幅に向上する。
(もっと読む)
鋼管製造設備及び鋼管製造方法
【課題】鋼板をC成形、U成形、O成形を行うことにより鋼管を製造する工程において、O成形後のピーキングを確実に抑制する。
【解決手段】C成形において鋼板5の縁部5e、5fを変形させる縁部変形機構52A,52Bと、縁部変形機構52A,52Bを制御する制御部53とを備えた。制御部53は、鋼板5一枚ごとの強度情報を取得し、鋼板5一枚ごとの強度情報に基づいて、各鋼板5に対応する縁部成形条件をそれぞれ求める構成とした。縁部変形機構52A,52Bは、各鋼板5に対応する縁部成形条件に従って、各鋼板5の縁部5e、5fをそれぞれ変形させるようにした。かかる構成により、各鋼板5の強度が互いに異なっていても、ピーキングの発生を確実に防止できる。
(もっと読む)
変形能に優れたラインパイプ用UOE鋼管
【課題】不連続永久凍土地帯などに敷設される高強度ラインパイプ用鋼管に好適な、変形能に優れたラインパイプ用UOE鋼管の提供する。
【解決手段】管軸方向の引張強度が620MPa以上であり、管軸方向の歪み1%から一様伸びまでの加工硬化係数nと、公称管径D、公称肉厚t、管外径変動率αが(式1)の関係を満たすことを特徴とする変形能に優れたラインパイプ用UOE鋼管。α=ΔG/D×100、ΔGは管端から0.7Dまでの間の同一母線上の管外径の最大値と最小値の差、a=0.0255、b=−0.1476、c=0.2607、d=−0.0217、e=0.0007、f=−0.0085である。 (もっと読む)
(もっと読む)
耐低温割れ性に優れた溶接金属を有する高強度溶接鋼管およびその製造方法
【課題】耐低温割れ性と低温靭性に優れた溶接金属を持つ、引張強度が800MPa以上の高強度鋼管を提供する。
【解決手段】内面と外面から両側1層ずつサブマージアーク溶接を行なって製造する溶接鋼管の母材および溶接金属の引張強さがともに800MPa以上であり、溶接金属がC:0.04〜0.09質量%,Si:0.32〜0.50質量%,Mn:1.4〜2.0質量%,Cu:0.5質量%未満,Ni:0.9質量%超え4.2質量%以下,Mo:0.4〜1.5質量%,Cr:0.5質量%未満,V:0.2質量%未満を含有し、残部がFeおよび不可避的不純物からなるとともに、溶接金属の成分から式CS=5.1+1.4[Mo]−[Ni]−0.6[Mn]−36.3[C]で算出されるCS値が内面側と外面側ともに0以上を満足する高強度溶接鋼管である。
(もっと読む)
UOE鋼管製造用のUプレスポンチ及びUプレス装置
【課題】 UOE鋼管製造用のUプレス工程において、鋼管素材のスプリングバック量に応じてポンチ幅やポンチ面の曲率を調整することができるUプレス工程に用いる新たなUプレスポンチ及びそれを利用したUプレス装置を提案する。
【解決手段】 UOE鋼管製造用Uプレスポンチを、上部プレス体(23)と下部プレス体(24)とを板状支柱(25)によって一体としてなるポンチ本体(22)と、前記板状支柱(25)から側方から分岐した(24)の間に収められ、ポンチサイズ調整体(30)の回動によりポンチ幅及びポンチ先端の曲率を変更可能としたものとする。
(もっと読む)
UOE鋼管の拡管方法及び拡管装置
【課題】 鋼管の長手方向中央部から拡管を開始し、最後に管端部を拡管するに当たり、拡管後の鋼管の側面に鋼管長手方向に直角方向の押し疵マークが生ずるという問題を解決し、拡管後の冷管矯正工数の削減及び製品歩留りの向上を図る。
【解決手段】 拡管パスによって形成される拡管部の管端側に下記(1)式及び(2)式の条件を満たすテーパ部を形成することを特徴とするUOE鋼管の拡管方法。
記
A≧D×0.009・・・(1)
B≦5.5%・・・(2)
ここに、D:被拡管材の内径、A:テーパ部の段差、B:テーパ量
(もっと読む)
UOE鋼管の製造方法
【課題】UOE鋼管の製造における、分離型ボルスターを用いたOプレスのエアープレス圧延法を提供する。
【解決手段】分離型ボルスターを備えたOプレスで、U字型鋼板をエアプレス法でOプレスするUOE鋼管の製造方法であって、Oプレスする際、分離型ボルスターの段差制御と傾斜制御を行い、前記傾斜制御で用いる原点は、予め、分離型ボルスターで下ダイスを空加圧して設定加圧力が得られた時点に主フレームに固定したエンコーダを0リセットして得られるものとする。
(もっと読む)
低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管及びその製造方法
【課題】肉厚が25mm以上であっても、優れたHAZの低温靱性を確保することが可能な、低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管及びその製造方法を提供する。
【解決手段】管状に成形された母材鋼板をシーム溶接した鋼管で、母材鋼板が、C:0.010〜0.050%、Si:0.01〜0.50%、Mn:0.50〜2.00%、Al:0.020%以下、Ti:0.003〜0.030%、Mo:0.10〜1.50%を含有し、炭素当量Ceqが0.30〜0.53、割れ感受性指数Pcmが0.10〜0.20で、(式3)を満足し、母材鋼板の金属組織が面積率で20%以下のポリゴナルフェライトと面積率で80%以上のベイナイトからなり、有効結晶粒径が20μm以下、溶接熱影響部の有効結晶粒径が150μm以下である低温靱性に優れた高強度厚肉ラインパイプ用溶接鋼管。10C+100Al+5Mo+5Ni<3.3 ・・・ (式3)
(もっと読む)
高強度溶接鋼管の製造方法
【課題】 UOE方式による溶接鋼管の製造において、バックリングを防止するとともに、トウ割れ、拡管割れ等溶接部からの割れ発生がなく、かつ、溶接部の仮付け不良のない高強度溶接鋼管の製造方法を提供する。
【解決手段】溶接鋼管の製造における鋼板端部の曲げ成形において、上ダイの作用面の曲率半径をR1(mm)、上ダイの曲率中心からの鋼板端部までの水平方向の距離をu(mm)、鋼板の引張強さをs(MPa)、製造する溶接鋼管の外径をD(mm)としたとき、0.15≦R1/D≦0.25、かつ、135≦u≦160であって、A≦w≦BあるいはA×C≦w≦B/Dで定まる上ダイの押し付け力w(N/mm)で、鋼板端部を曲げ成形する。但し、A、Bは、上記sによって定まる値であり、C、Dは、上記sとuによって定まる値。
(もっと読む)
耐歪時効性に優れた高強度ラインパイプ用鋼管及び高強度ラインパイプ用鋼板並びにそれらの製造方法
【課題】拡管された鋼管の、長手方向の降伏強度の耐食塗装時の加熱による上昇を抑制し、耐歪時効性に優れた高強度ラインパイプ用鋼管、素材である鋼板を提供する。
【解決手段】母材の成分組成が、質量%で、Mo:0%超0.15%未満、Mn:1.7〜2.5%を含有し、Mo/Mn:0超0.08以下を満足し、C、Si、P、S、Al、Ti、N、Bを含有し、更に、Ni、Cu、Crの1種又は2種以上を含有し、残部が鉄及び不可避的不純物からなり、P値が2.5〜4.0の範囲内であり、金属組織がベイナイトとマルテンサイトからなることを特徴とする耐歪時効性に優れたラインパイプ用高強度鋼管。P値=2.7C+0.4Si+Mn+0.8Cr+0.45(Ni+Cu)+2Mo。更に、Nb、V、Ca、REM、Mgの1種又は2種以上を含有しても良い。
(もっと読む)
1 - 20 / 28
[ Back to top ]