
Fターム[4E028DA05]の内容
他に分類されない板、線、管の製造と清浄 (990) | スパイラル管 (39) | 溶接 (10)
Fターム[4E028DA05]に分類される特許
1 - 10 / 10
長手方向異径断面スパイラル鋼管、その製造方法及びその製造装置
【課題】閉断面として剛性が高く、しかも鋼管の長手方向で径の異なる自動車用構造部材に適した薄肉鋼管およびその製造技術を提供する。
【解決手段】板厚tが0.4〜5.0mmであり、片側または両側が幅変更されたハイテン鋼板をスパイラル造管し、外径Dが300mm以下でV=t/Dとして定義される薄肉比Vが0.3%〜2%である異径断面を有するスパイラル鋼管とする。このスパイラル鋼管に、拡管と縮管の一方または双方の成形を施して自動車構造用部材とすることもできる。電縫鋼管では成形できなかった薄肉比Vの薄肉小径の鋼管を製造することができる。
(もっと読む)
スパイラル鋼管の製造方法およびスパイラル鋼管

【課題】高い生産性が得られる内外面連続溶接を用いて効率よく製造でき、十分な靭性を有する溶接金属部を備えたスパイラル鋼管を提供する。
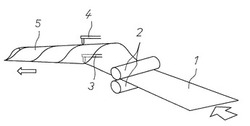
【解決手段】鋼帯1をスパイラル状に巻きながら鋼帯の幅方向端面同士を内外面のうち一方の面に対する溶接により先行溶接金属部4を形成した後、連続して他方の面に対する溶接により後続溶接金属部を形成し、所定の化学組成である溶接金属部を有する管状体5を形成する工程と、溶接金属部を1000℃以上1150℃以下に5秒以上20分以下の間加熱する加熱工程と、加熱工程の後、900℃から500℃の間の前記溶接金属部を平均冷却速度10℃/秒以上で冷却する工程と、溶接金属部を300℃以上600℃以下の温度で板厚25.4mm当たり5分以上90分以下の時間加熱保持して焼き戻し処理する工程とを備えるスパイラル鋼管の製造方法とする。
(もっと読む)
スパイラル造管法による小径管の製造方法
【課題】20mmφ前後の薄肉小径管であっても、簡便なスパイラル造管法によって製造し得る方法を提供する。
【解決手段】外面成形ロールとして複数の成形ロールを管外面側で管軸方向に多段配置してなる外面成形ロール群を、また内面成形ロールとして管内面側で管軸方向に配置した断面丸状棒体を用いるとともに、金属帯入側のピンチロールと入側外面成形ロール群との間に、通過する金属帯の両側端部にガイドロールを配するとともに通過する金属帯の両面に板押えを配し、前記ガイドロールを両側端に当接させつつ、しかも前記板押えで両面を押えつつ前記金属帯を通過させることにより造管した後、造管された当該スパイラル金属管を、溶接機の後段に配置したベルト式駆動スタンドにより押圧しつつ下流に強制的に搬送する。
(もっと読む)
鋼材のサブマージアーク溶接方法
【課題】UOE鋼管やスパイラル鋼管等の大径鋼管の造管溶接に用いて好適な鋼材のサブマージアーク溶接方法を提供する。
【解決手段】鋼材を内外面からサブマージアーク溶接するにあたり、内面溶接金属断面積S1と外面溶接金属断面積S2が(1)式、(2)式、(3)式を満足するように溶接条件を設定する。0.40≦(S1+S2)/t2≦0.80 (1)、S1/t2≦0.35(2)S2/t2≦0.45(3)但し、t:鋼材の板厚(mm)、S1:内面溶接金属断面積(mm2)で、外面溶接後に外面溶接金属と重なる部分を除く、S2:外面溶接金属断面積(mm2)。
(もっと読む)
鋼材の多電極サブマージアーク溶接方法
【課題】UOE鋼管やスパイラル鋼管等大径鋼管の造管溶接に用いて好適な鋼材の多電極サブマージアーク溶接方法を提供する。
【解決手段】3電極以上で両面1層溶接を行う鋼材のサブマージアーク溶接方法において、第1電極の電流密度が(1)式を、最後尾の電極の電流密度が(2)式を満足し、かつ第1電極の電流と最後尾の電極の電流が(3)式を満足する。DL≧220(1)、80≦DT≦120(2)、IT/IL≧0.50(3)ここで、DL:第1電極の電極の電流密度(A/mm2)、DT:最後尾の電極の電流密度(A/mm2)、IL:第1電極の電流(A)、IT:最後尾の電極の電流(A)であり、電流密度は溶接電流を溶接ワイヤの断面積で除した値とする。
(もっと読む)
スパイラル鋼管の製造方法および形状測定装置
【課題】スパイラル鋼管の製造工程において、鋼帯の成形・溶接後の鋼管の形状をオンラインで計測可能であるとともに、現状の設備を活用し極力簡単な設備改造で計測可能なスパイラル鋼管の製造方法および形状測定装置を提供する。
【解決手段】このスパイラル鋼管の形状測定装置は、鋼帯2を内面ローラー4および外面ローラー4を備える成形装置3を用いて管状に成形した後、鋼帯2の幅方向端面突合せ部をサブマージアーク溶接して鋼管7にするスパイラル鋼管の製造方法の溶接工程に用いられるスパイラル鋼管の形状測定装置であって、内面ローラー4を支持するマンドレル1の先端部に設けられて鋼管7の内面までの距離を非接触で測定する距離計17と、距離計17を鋼管7の周方向に回転させるモータ15と、距離計17の回転角を計測する回転角計測手段とを備えている。
(もっと読む)
溶接鋼管の製造方法
【要 約】
【課 題】 溶接鋼管のシームをサブマージアーク溶接で接合するにあたって、両面1層盛り溶接を行ない、靭性に優れたHAZを有する溶接鋼管を製造する方法を提供する。
【解決手段】 溶接鋼管のシームの外面側と内面側をサブマージアーク溶接にてそれぞれ1層ずつ溶接する溶接鋼管の製造方法において、内面側の溶接における溶接入熱HIIN(J/cm)と外面側の溶接における溶接入熱HIOUT(J/cm)の比が1.1≦HIOUT/HIIN≦1.5を満足し、かつHIIN(J/cm)と溶接鋼管の厚みt(mm)がHIIN≦231×t1.56を満足する。
(もっと読む)
スパイラルパイプの製造方法及び装置
【課題】 鋼帯幅が必ずしも一定でない鋼帯を素材としてスパイラル鋼管を製造するときに適切な溶接ギャップを確保して健全な溶接部を有するスパイラル鋼管を製造する手段を提供する。
【解決手段】 鋼帯をサイドトリミングした後スパイラル状に成形し、エッジ部を突合せて内面次いで外面を溶接するスパイラル鋼管の製造方法において、内面溶接点より少なくとも2D分(Dは製造されるスパイラル鋼管の外径)上流側の帯鋼幅の変動を連続的に測定するとともに、該帯鋼幅の変動に応じて内面溶接点において所定の溶接ギャップが得られるように案内する。
(もっと読む)
アルミニウム及びアルミニウム合金のスパイラル管及びその製造方法並びに摩擦攪拌接合方法及びその構造体
【課題】 アルミニウム及びアルミニウム合金の高品質・高能率製造のスパイラル管の提供及びその製造方法を確立し、並びに摩擦攪拌接合方法における被接合材裏面の未接合部分の発生を防止し、かつ、かかる裏面を外観視できる化粧面とする。
【解決手段】 帯材を円形のスパイラル状に成形する成形手段と、当該成形体(4)の突合箇所の内周面にピン(5)とピンの周囲に凹面(8)を有するショルダ−(6)からなる回転工具(7)を配備し、当該工具を回転させながらピンを後退角(θ)をもってショルダ−の部分が当該突合箇所に食い込むまで挿入し、当該成形体の突合箇所の外周面に裏当て材の役割を兼ね備えた回転ロ−ラ−(10)によって、ばりを生じさせながら裏ビ−ドを成形する摩擦攪拌接合手段と、の連続工程によって製造されたことを特徴とする。
(もっと読む)
スパイラル鋼管の外面ビード切削方法、切削装置及びスパイラル鋼管の製造方法
【課題】鋼管の本体部分に損傷を与えず、少ない切削負荷で外面ビードを効率良く、安定、且つ円滑に切削可能なスパイラル鋼管の外面ビード切削方法、切削装置及びスパイラル鋼管の製造装置を提供する。
【解決手段】スパイラル鋼管13の外面位置で、スパイラル鋼管の継目部溶接で形成した外面ビードに縦回転切削刃12を押し当て、外面ビードを厚み方向に切削する方法である。また、切削装置は、スパイラル鋼管の継目部溶接で形成した外面ビードがスパイラル鋼管の最上外面になる位置に、スパイラル鋼管13を挟み、立設した門型フレーム21と、門型フレームの横梁上に載置され、造管進行方向に移動自在な支持部材16と、支持部材に昇降自在に取り付けられ、スパイラル鋼管の外面ビードを厚み方向に切削する縦回転切削刃12と、縦回転切削刃の高さ位置を決める倣いロール17とを備えた。
(もっと読む)
1 - 10 / 10
[ Back to top ]