
Fターム[4E029MA04]の内容
Fターム[4E029MA04]に分類される特許
1 - 11 / 11
押出プレスのシャー装置
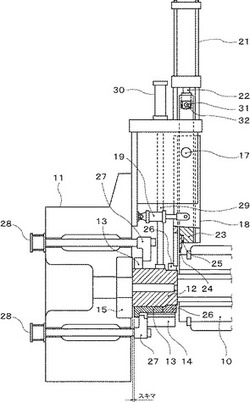
【課題】構造を簡略化して保全及び製造に係るコストを低減するとともに、シャー刃とダイス端面との隙間を自動調整してシャー精度を向上させることで良好な切断面を得る、ビレットの残部であるディスカードと押出製品部とを切り離す押出プレスのシャー装置を提供すること。
【解決手段】下方に向けてシャーシリンダを、エンドプラテンのコンテナ側に設けたフレームに取り付け、下端部にシャー刃を備えてシャースライドを案内するシャーガイドを、前記フレームに傾動自在に取り付け、前記シャーガイドをホースシューに押圧することで前記ダイスタックの前面と前記シャー刃の隙間を一定に保持し得る前記シャーガイドの傾動用シリンダを、前記フレームに取付けるとともに、前記シャーシリンダのピストンロッドを、前記シャースライドに傾動、且つ摺動自在に取り付けた。
(もっと読む)
リチウムシート製造のための方法及び装置

【課題】インゴットの直径によって制限されない幅の薄シート又はフィルムへと、リチウム/リチウム合金インゴットを押出す方法を提供する。
【解決手段】リチウム又はリチウム合金インゴットを薄シートへと形成する、電気化学セル用のリチウム又はリチウム合金アノードの押出加工による製造方法。本方法は、リチウム又はリチウム合金インゴットの直径を超える幅を有する薄シートを押出すよう適合され、2つ以上のリチウム又はリチウム合金インゴットでリチウム又はリチウム合金の薄シートへと押出すことが可能になる。本発明は、リチウム又はリチウム合金の押出加工を行いながら、ダイ孔の調整と微細なチューニングを可能とするのに適合したダイアッセンブリィもまた提供する。
(もっと読む)
押出加工用ダイス装置
【課題】均一な肉厚の押出部品を押出加工できるようにしたダイス装置を提供する。
【解決手段】ダイホルダの支持孔に設けた組立ダイスを突起部を有するオスダイスと、突起部を挿入する孔部を有するメスダイスから構成し、ダイホルダの背後に設けたバックプレート70に形成した冷媒導入路71をダイホルダに複数設けた組立ダイスに到達させるようにバックプレートの面方向に沿って拡張路72、73、74、77、78、75、76、79、80、81、82により拡張してなり、バックプレートに設けた拡張路を冷媒導入路側から組立ダイス側に至る部分まで次第に路幅を狭く、次第に深さを深くしてなることを特徴とする。
(もっと読む)
押出加工用ダイス装置及び押出部品の製造方法
【課題】均一な肉厚の製品を押出加工できるようにした押出加工用ダイス装置と押出部品の製造方法を提供する。
【解決手段】ダイホルダに複数形成された支持孔に挿入されてダイホルダに組み込まれた組立ダイスとを具備し、組立ダイスを通過させるように素材ビレットを押圧して組立ダイスの型孔を通過させて目的の形状の押出品とするためのダイス装置において、ダイホルダ5の支持孔9において素材ビレットに面する側の開口部42に支持孔の開口部面積を拡張する段部42bが形成されてなる。
(もっと読む)
螺旋状溝付き金属製細長部材、とりわけツイストドリルまたはスクリューの製造方法および製造装置
本発明は螺旋状溝付き金属製細長部材、とりわけツイストドリルまたはスクリューの製造方法およびその製造の実施に適した装置に関する。本発明の課題は従来の技術の欠点に対し、螺旋状溝付き金属製細長部材、とりわけツイストドリルまたはスクリューの別の製造方法を提供することである。これは大量生産に適した方法であるべきであり、また、経済性改良を特徴とすべきものである。この課題は本発明によれば、素材(1)が案内型(9)に導入された後、少なくとも2つの可動ジョー(4、5、6)を有するジョー工具(3)内で冷間成形される少なくとも1つの冷間成形段階IIIが設けられる。ジョーの内壁部は螺旋状溝(8)形成用のネガティブ型として形成された輪郭(7)をもつ部分を少なくとも1つ有する。案内型(9)内にある素材(1)の自由端に係合する軸方向に可動な挟持ダイス(13)により、素材(1)は閉鎖されたジョー工具(3)の中央開口部(17)を少なくとも部分的に貫通押圧される。その際、工具輪郭(7)と接触する間に塑性冷間変形により螺旋状溝(8)が製作される。 (もっと読む)
押出プレス
【課題】シャー装置によって製品とディスカードとを切り離しする際に、ダイスユニット及びダイカセットの後端面が浮き上がることなく、ディスカードを製品との境目から確実に切り離して、ダイスの切断面にディスカードが残存することのない押出プレスを提供する。
【解決手段】ダイスユニット20を前方より押出方向に押し込み自在とするダイスユニットの押込装置50と、ダイリング23とダイカセット25を上方より押出方向と交差方向に押圧自在とするダイスユニットの押圧装置60とにより固定装置40が構成され、ダイスユニットの固定装置は、シャー装置30とエンドプラテン4との間に配されるとともに、ダイスユニットの押圧装置にはダイスユニットの押込装置の固定金具61とダイリングの押圧金具52が設けられ、ダイスユニットの押圧装置が動作してダイリングとダイカセットを押圧して固定するときに、前記ダイスの押込装置が固定される。
(もっと読む)
押出用ダイスおよび押出材の製造方法
【課題】ダイス本体をケース内に固定するに際し、特別な装置や工程を必要としない押出用ダイスを提供する。
【解決手段】ケース(30)内にリング状の押さえプレート(20)を介してダイス本体(10)が組み付けられる押出用ダイス(1)であって、前記ダイス本体(10)、押さえプレート(20)およびケース(30)を仮組みし、押出圧力を受けて前記押さえプレート(20)を圧入することにより前記ダイス本体(10)に締め付け力が与えられ、該ダイス本体(10)がケース(30)内に固定される。
(もっと読む)
間接押出プレス用ダイスのハンドリング装置
【課題】コンテナシェルの収容部を備えたダイス又はシールリングの効率的な交換を行う。
【解決手段】コンテナ内壁面のコンテナシェルを掻き取るシールリング22を着脱自在に備えたフィックスダイス24をダイステム20に固定して押出成形を行った後、シールリング22をプレス機外に取り出して交換する間接押出プレス用ダイスのハンドリング装置10である。本装置は押出プレスの押出軸心Sと交差する方向に進退移動し、シールリング22をダイステム20から取外し機外に取り出す第1のスライド60Aと、第1のスライド60Aと並列に配置し、新たなシールリング14をダイステム20に装着する第2のスライド60Bとを押出プレス内外に移動自在に備え、使用済のシールリング22をフィックスダイスから取り外した後、新たなシールリングをフィックスダイス24に取り付けている。
(もっと読む)
マイクロチャネル管を押出しする装置および方法
銅などの非アルミニウム金属または非アルミニウム合金からマイクロチャネル管(402)を押出しする装置および方法が提供される。マイクロチャネル管は、2つの長方形の形状のビレット(404、406)を同時に押出しすることによって形成され、マイクロチャネル管の上部分とマイクロチャネル管の下部分とを平行に生成する。上部分および下部分は次いで、押出しプロセス中に結合され(例えば、ダイアセンブリ内において)、マイクロチャネル管(402)を生成する。  (もっと読む)
(もっと読む)
中空押出形材成形用ダイス
【課題】ダイとマンドレルのベアリング部の位置関係の寸法精度を高め、肉厚変動の抑制を図れるようにした中空押出形材成形用ダイスを提供すること。
【解決手段】成形される押出形材1の外側を形成するベアリング部11を有するダイ10と、ベアリング部11が形成する空間内に挿入され、押出形材の中空部を形成するベアリング部21を有するマンドレル22を突設するポートホールダイ20と、ダイとポートホールダイを保持するホルダー30a,30bとを具備する中空押出形材成形用ダイスにおいて、ダイとポートホールダイを、ホルダーに設けられた嵌合凹所31A,31B内に嵌挿すると共に、ダイとポートホールダイとを固定ボルト60によって固定する。
(もっと読む)
押出加工装置、押出加工方法及び押出形材
【課題】 ダイスの位置決め精度を維持しつつ、断熱材の交換作業が煩雑化するのを防止する。
【解決手段】 ダイリング32の外周面に対向するダイスライド30の内周面には、その周方向に間欠的に凹部48が設けられ、この凹部48には、ダイスライド30の内周面よりも突出しない状態で断熱材50が配置されている。周方向における凸部44の幅に対する周方向における凹部48の幅の比は、3以上である。ダイリング32にも同様に、間欠的に断熱材を配設する。ダイリング32において、断熱材は周方向の全体に亘って間欠的に配設してもよく、あるいは下側4分の3の範囲で間欠的に配設してもよい。
(もっと読む)
1 - 11 / 11
[ Back to top ]