
Fターム[4E029TA02]の内容
Fターム[4E029TA02]に分類される特許
21 - 35 / 35
切削性に優れたアルミニウム合金およびアルミニウム合金材
【課題】優れた切削性を有するとともに、切削工具の摩耗やチッピング等の損傷を抑制し、さらに良好なアルマイト処理性を有するアルミニウム合金を提供する。
【解決手段】この発明の第1のアルミニウム合金は、Mg:0.3〜6質量%、Si:0.3〜10質量%、Zn:0.05〜1質量%およびSr:0.001〜0.3質量%を含み、残部がAlおよび不純物からなる。また、第2のアルミニウム合金は、さらに選択的添加元素としてCu、Fe、Mn、Cr、Zr、Ti、Na、Caのうちから1種以上を含有する。
(もっと読む)
金属素材の鍛造方法及び鍛造装置

【課題】所定温度に加熱した金属素材を、金型を介して押出加工する鍛造方法及び鍛造装置において、疲労強度と冷間加工性に富む鍛造品を製造可能な金属素材の鍛造方法を提供する。
【解決手段】所定温度まで加熱した金属素材2を、金型3を介して押出加工する鍛造方法において、前記金属素材2が変形する直前直後の一定領域に夫々設けた加熱手段H1または冷却手段C2によって、前記金属素材2を加熱及び/または冷却し、その加熱手段H1による加熱温度及び/または冷却手段C2による冷却温度を、前記金属素材2が前記一定領域内を通過する押出前速度及び押出後速度に基づいて制御すると共に、押出加工時の押出比(=押出加工後の前記金属素材の断面積/押出加工前の前記金属素材の断面積)を0.9倍以下とする金属素材の鍛造方法。
(もっと読む)
管状製品の押出方法およびその装置

【課題】ビレットにマンドレルを挿通する際、ダイスと押出ステムで狭持したビレットの軸心の位置ずれを防止する。
【解決手段】押出軸上のエンドプラテン22に取り付けたダイス34と、このダイス34に対向する押出ステム30との間で狭持したビレット26をコンテナ20内に挿通したのち、押出ステム30を押出し方向に移動させてビレット26を押出す管状製品の押出方法である。押出ステム30をダイス側に移動してビレット26を押出ステム30とダイス34との間で設定された狭持圧力で狭持して、挟持したビレット26に押出ステム30の内部からマンドレル38を挿通して生じる狭持圧力の反力に対し、押出ステム30を後退させて反力を解消し狭持圧力を維持するようにする。
(もっと読む)
押出加工方法及び同装置
【課題】押出材の全長に亘って表面性状欠陥のない均質な押出材を製造する。
【解決手段】コンテナに装填される直前の時点で当該ビレットの特に前端部の温度を測定し、この温度の実測値を予め設定された押出し適正温度範囲と比較して、当該適正温度範囲内に実測温度が適合する場合のみ、当該ビレットをコンテナに装填して押出を開始する。
(もっと読む)
マイクロチャネル管を押出しする装置および方法
銅などの非アルミニウム金属または非アルミニウム合金からマイクロチャネル管(402)を押出しする装置および方法が提供される。マイクロチャネル管は、2つの長方形の形状のビレット(404、406)を同時に押出しすることによって形成され、マイクロチャネル管の上部分とマイクロチャネル管の下部分とを平行に生成する。上部分および下部分は次いで、押出しプロセス中に結合され(例えば、ダイアセンブリ内において)、マイクロチャネル管(402)を生成する。  (もっと読む)
(もっと読む)
粉末ろう付用アルミニウム合金材およびその製造方法
【課題】粉末ろう付が行われるアルミニウム合金材において、ろう付による強度低下、耐孔食性の劣化を防止する。
【解決手段】粉末ろう付用アルミニウム合金材の表面層結晶粒を、平均粒径50〜700μmで結晶粒縦断面における粒径の面方向/深さ方向のアスペクト比が1.5〜10となるものとする。アルミニウム合金ビレットを押出圧力0.45〜10MPa、押出速度20m/min以上、押出断面積50〜150mm2の押出条件で押出を行って粉末ろう付用アルミニウム合金材を得る。扁平な形状を有する結晶粒が表面層に得られ、ろう付に際し、粒界を通したSiの深さ方向への侵食が抑制され、ろう付による強度低下、耐孔食性の劣化が防止される。
(もっと読む)
ナトリウム−硫黄電池用陽極容器
【課題】長期高温負荷を受けても高耐力を保持することが可能なナトリウム−硫黄電池用陽極容器を提供する。
【解決手段】ナトリウム−硫黄電池用陽極容器に用いられるアルミニウム管の合金組成において、マンガンを1.0〜1.5質量%、銅を0.3〜0.7質量%、及び珪素を0.3〜0.6質量%含有し、残部がアルミニウム及び不純物から構成され、不純物としての鉄が0.7質量%以下、亜鉛が0.25質量%以下、及び、その他元素については個々0.05質量%以下であり、且つその他の元素の合計が0.15質量%以下に抑制されアルミニウム管の合金組織が、繊維状の組織であるナトリウム−硫黄電池用陽極容器。
(もっと読む)
制御パラメータ決定方法及び装置
【課題】 FF+PID制御を行いオーバーフローすることなく迅速に目標値に達成するための制御パラメータを求めることのできる制御パラメータ決定装置を提供すること
【解決手段】 初期操作量ゲイン学習部3は、操作量を複数の区分に分割し、実際の制御中に取得した操作量以下の区分の存在時間を求め、閾値以上の存在時間の区分の中で最も大きい区分の操作量の下限値を求める。FFゲイン学習部4は、目標値に達した際の操作量と、制御終了時の操作量に基づいてFFゲインを求める。そして、初期操作量ゲインは、上記求めた下限値に最大操作量を掛けたものを目標値で割って得られた値と、FFゲインを比較し、大きい値を初期操作量ゲインに決定する。これにより、FF+PID制御するコントローラにおける初期操作量ゲインとFFゲインを設定する。
(もっと読む)
6020アルミニウム合金のプレスクエンチング方法
【解決手段】6020アルミニウム合金をプレスクエンチングする方法であって、Si:約0.5〜約0.6%、Mg:約0.7〜0.8%、Cu:約0.55〜約0.65%、Fe:約0.35〜約0.45%、Mn:約0.01〜約0.04%、Sn:約1.05〜約1.15%、Cr:約0.04〜約0.06%を含む6020アルミニウム合金のインゴット又はビレットを準備するステップ、ビレットを、均質化処理するステップ、ビレットを冷却するステップ、ビレットを再加熱するステップ、ビレットを押出成形するステップ、押出成形品をクエンチングするステップ、押出成形品を人工時効処理するステップを含んでいる。合金は、生産性にすぐれ、強度及び機械加工性が改善され、鉛を含有する6262T−6合金の直接代替品として用いられることができる。 (もっと読む)
表面性状に優れたアルミニウム合金押出材とその製造方法、および熱交換器用多孔管ならびに該多孔管を組み込んだ熱交換器の製造方法
【目的】薄肉化された多孔管を高い限界押出速度で押出加工することが可能で、押し出されたチューブの表面に堆積物が付着する問題もなく、とくにアルミニウム合金製自動車用熱交換器の構成部材として好適に使用できる表面性状に優れたアルミニウム合金押出材を提供する。
【構成】Mn:0.8〜1.6%、Si:0.4〜0.8%を含有し、Mnの含有量とSiの含有量の比(Mn%/Si%)を0.7〜2.4とし、残部Alと不可避的不純物らなる組成を有し、マトリックス中に分散している粒径(円相当直径)0.1〜0.9μmの金属間化合物の数が2×105個/mm2以上であることを特徴とする。
(もっと読む)
超硬工具を製作するための方法及び装置
本発明は、異なる硬度を有する少なくとも2種類の材料を有するロッド状の超硬工具を製作するための方法に関する。第2の材料より低い硬度を有する第1の材料が、この第1の材料より高い硬度を有する第2の材料のためのロッド状の支持体を形成している。第1の材料が、第1の押出工具(P1)内のノズル領域内に塑性質量流として押し込まれる。第2の材料が、第2の押出工具(P2)内で同様に塑性質量流として第1の質量流内に押し込まれる。本発明は、この方法を実施するための装置にも関する。 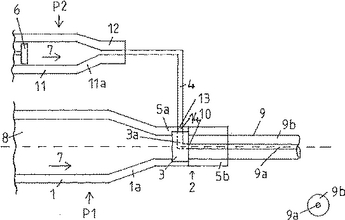 (もっと読む)
(もっと読む)
アルミニウム−亜鉛−マグネシウム−銅の合金の押し出し品
改善された強度及び破壊靭性を有するアルミニウム合金の押し出し品の製品であって、アルミニウムが主材料の合金は、1.95から2.5重量%のCu、1.9から2.5重量%のMg、8.2から10重量%のZn、0.05から0.25重量%のZr、最大0.15重量%のSi、最大0.15重量%のFe、最大0.1重量%のMn、残りのアルミニウム、並びに偶発的な元素及び不純物で構成される。  (もっと読む)
(もっと読む)
アルミ押出形材の押出成形方法
【課題】 比較的簡易にしてアルミ押出形材の肉厚変化を可及的有効に抑制するとともに多数ビレットの押出成形にも肉厚変化の抑制を継続し得るようにしたアルミ押出形材の押出成形方法を提供する。
【解決手段】 多数のビレット押出成形を繰返すロット内押出成形を行なうラム速を,押出機のラム速をシーケンス制御することによって,当初1cm/sec乃至1.3cm/sec程度の高速のラム速とし,次いで0.8cm/sec程度の並速のラム速及び0.7cm/sec乃至0.5cm/secの低速のラム速とすることによって,当初の高速でアルミ押出形材の肉厚を薄めに誘導し,その後の並速及び低速でアルミ押出形材を厚めに誘導するようにすることによってロット内の肉厚変化を抑制する。
(もっと読む)
押出法による軽金属素材からなる線材を製造するための方法
【課題】静水圧押出装置を用いる押出によって軽金属素材、特にマグネシウム素材、からなる線材を製造するための方法が開示される。
【解決手段】所望の線材(16)を形成することを目的として、素材体(15)が加圧され、所望の線材(16)の形状を有するダイス(14)を通過させる。微細化剤が、その軽金属素材に付加され、上記押出過程において使用される素材体(15)を形成する。
(もっと読む)
化学および熱用途のための金属ハニカム基体
押出金属ハニカムは、軟化した金属塊供給原料を、この軟化した金属塊供給原料を支持ダイ・ベースプレートに通してハニカム・ダイ吐出部分に供給するための供給孔アレイを有してなるハニカム押出ダイに通して直接押し出すことによって製造される。吐出部分は、押出金属ハニカム構造の壁を形成する交差した吐出スロットのアレイを有してなる。このプロセスは、図4のグラフに示したように、特定の押出物流量、押出物の組成、および供給孔の壁の特定の組成から生じる壁抵抗条件に関する適切な圧力勾配を用いることによって最適化できる。  (もっと読む)
(もっと読む)
21 - 35 / 35
[ Back to top ]