
Fターム[4E050CB05]の内容
金型の交換、取付け、製造 (1,478) | 金型交換の駆動 (62) | ロボットを用いるもの (14)
Fターム[4E050CB05]に分類される特許
1 - 14 / 14
薄板の加工のための機械式の加工装置、並びに該加工装置における工具交換のための方法

【課題】機械式の加工装置に改良を加えて、機能精度を高める。
【解決手段】検出装置34,48が設けられ、つかみ部に対応配置された縁部を有しており、縁部を用いて、工具交換の前に、吸引フレームの位置及び/又は工具受容部15,30の位置が検出され、位置検出に基づき、吸引フレームの位置決め運動が制御され、該制御により吸引フレームが工具交換位置に配置されるようになっている。
(もっと読む)
自動金型交換装置付きパンチプレスの金型交換制御装置

【課題】手動による障害復旧後のデータベース更新の正確性の向上と、過去の障害状況をいつでも検証することを可能にする。
【解決手段】金型交換動作を機能ごとに最小単位である基本動作パターンに分解して定義し、この基本動作パターンの集合である金型交換動作パターンとして金型交換を行う。このとき、金型交換動作パターンでは、基本動作パターンの実行順を状態遷移番号としてリアルタイムで監視している。金型交換動作中に障害が発生した場合には、障害の発生状態を記憶すると共に状態遷移番号や機械状態等から最適な復旧動作を自動的に判断して復旧を行う。復旧したら、加工を再開する。なお、障害の発生時点や状態等は障害発生履歴に記憶されてるので、後に検証することができる。
(もっと読む)
特に自由な形に曲げるための、製造設備
本発明は、自由な形に曲げるための、製造設備1に関する。製造設備1は、工具収容部19、20内に交換可能に保持されている複数の曲げ工具4を有する曲げプレス3と、把持フィンガー31、32を備えた把持トング30を有する、マニピュレータ28と、曲げ工具4を操作するために、互いに離隔したストッパ領域49、50を有する、曲げ工具4内に配置された切欠き35、36とを有している。把持フィンガー31、32の端部38、39において、把持フィンガー31、32の、それぞれ互いに背を向ける側に、さらなる接触面40が形成されている。把持フィンガー31、32の端部38、39が、曲げ工具4を締付け保持するために、切欠き35、36内へ挿入されている。把持フィンガー31、32の接触面40が、形成すべき工作物2を保持するためのクランプ力に関して逆方向に、ストッパ領域49、50に圧接されている。 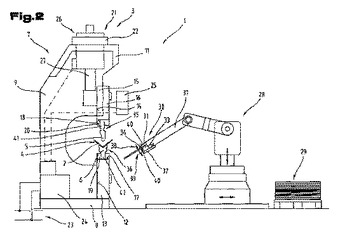 (もっと読む)
(もっと読む)
金型交換装置及び金型交換方法
【課題】パンチ金型Pの取付不良が生じた場合に、パンチ金型Pのリトライ動作を実行して、パンチ金型の取付不良を自動的に改善する。
【解決手段】
収納されているパンチ金型Pをタレット5Uへ装着する金型交換装置9である。そして、アーム13に備えた把時手段11に把時されたパンチ金型Pを前記タレット5Uへ装着する最中に把持手段11への負荷状態を監視する監視部25aと、監視部25aの監視中に異常負荷を検知した場合に、パンチ金型Pの挿入動作を繰り返し実行する動作制御部25bとを備える。
(もっと読む)
ダイ取付機構及びダイ取付方法
【課題】ダイDの取付不良が生じた場合に、ダイDのリトライ動作を実行して、ダイDの取付不良を自動的に改善すること。
【解決手段】
上部プッシャ59及び下部プッシャ49の下降を開始してから所定時間を経過しても、上部検出センサ61及び下部検出センサ63からの検出信号が入力されない場合に、サブ下部検出センサ65からの検出信号が入力されるまで、下部プッシャ49による押圧力を増圧し、上部プッシャ59及び下部プッシャ49を一旦上昇させ、上部検出センサ61及び下部検出センサ63からの検出信号が入力されるまで、上部プッシャ59及び下部プッシャ49を再び下降させること。
(もっと読む)
ロールヘミング装置
【課題】搬送手段により搬送されたワークにおけるフランジを備える加工箇所に対して、簡便な手段によって金型を適正に当接させ、且つヘミングローラの移動を簡便に行う。
【解決手段】ロールヘミング装置10は、生産ライン14において台車20により搬送された車両12におけるフランジ17を備えるホイールアーチ部16を基準位置Pに移動させる直交ロボット22と、移動金型24を待機位置Wから基準位置Pに移動させてフランジ17と反対側の面に移動金型24を当接させる金型移動機構25と、加工用ロボット27によって転動しながら、移動金型24とともにフランジ17を挟持して折り曲げるヘミングローラ30とを有する。金型移動機構25は、直交ロボット22に設けられ、移動金型24を直線状に進退させて、待機位置と基準位置Pとの間を往復動作させる。
(もっと読む)
金型交換方法
【課題】金型を交換するときに加工機、例えば、タレットパンチプレスの稼働停止時間の短縮を図ることにより、タレットパンチプレスの稼働効率を向上させることのできる金型交換方法を提供する。
【解決手段】金型交換装置35を用いることにより、ストレージ37の上、下部収容タレット71A,71B、73A,73Bから装着金型PSを取り出してバッファ機能を有する上、下部タレット11,15に装着し、上、下部タレット11,15に装着されている交換金型PCを取り出して上、下部収容タレット71A,71B、73A,73Bに収容する金型交換方法であって、上、下部タレット11,15に金型が装着されていない空きステーションSEを少なくとも1つ設け、金型交換装置35を動作させて上、下部タレット11,15の空きステーションSEに装着金型を装着した後、上、下部タレット11,15から交換金型PCを取り出す。
(もっと読む)
板金加工システム及びその方法
【課題】タレットパンチプレスにおいて、金型交換を効率良く行う。
【解決手段】板金加工システム1は、タレットパンチプレス3と、使用する金型を格納する金型ラック55と、タレットパンチプレス3と金型ラック55との間において交換する金型を複数仮置きするバッファタレット33と、タレットパンチプレス3とバッファタレット33との間で金型交換を行うツールチェンジャ35Aと、バッファタレット33と金型ラック55との間で金型交換を行うトラバーサ35Bと、金型交換の制御を行う制御手段89とを備える。そして、ツールチェンジャ35Aはタレットパンチプレス3において加工プログラムを逐次実行するときの金型交換指令に基づき金型交換を実行しするとともに、トラバーサ35Bは加工プログラムより事前に作成された金型交換情報に基づき金型交換可能なバッファステーションに対して順次金型交換を実行する。
(もっと読む)
工具ホルダ交換型パンチプレス
【課題】 工具ホルダだけでなく、工具ホルダに対する工具の交換も自動化できて、多数の工具を用いることが必要な多品種少量生産にも、効率良く生産が行え、また工具ホルダに対する交換工具の誤りが回避できる工具ホルダ交換型パンチプレスを提供する。
【解決手段】 パンチプレス1は、工具8を保持する複数の工具ホルダ7が装着可能であって、装備している工具ホルダ7が交換可能である。このパンチプレス1の外で工具ホルダ7を保管する機外工具ホルダマガジン6を設ける。このパンチプレス1と機外工具ホルダマガジン6との間で移動して工具ホルダ7を自動交換する工具ホルダチェンジャー3を設ける。工具8を複数保管する工具マガジン4を設ける。この工具マガジン4と機外工具ホルダマガジン6との間で工具8を自動交換する工具チェンジャー15を設ける。
(もっと読む)
穴明けプレスユニットの段替装置
【課題】被プレス加工材の大きさや穴明け加工位置が変更されても穴明け加工の位置出しが容易で、而も省スペースにおいても使用可能にする。
【解決手段】パンチ21が設置されるフレーム上部22a、及びダイ23が設置されるフレーム下部22bが対向配置されたフレーム22を有する穴明けプレスユニット2と、パンチ21に連結される駆動用ピストン形シリンダ4を固定したシリンダ取付用ブラケット7と、駆動用ピストン形シリンダ4を固定したシリンダ取付用ブラケット7をロボットアーム5aに連結するロボットアーム取付用ブラケット8と、ロボットアーム取付用ブラケット8に移動可能に装着された支持ピン31をフレーム上部22aに形成された穴32に嵌合することで、穴明けプレスユニット2及びロボットアーム取付用ブラケット8を連結する支持ピン移動機構3とからなる。
(もっと読む)
金型取付装置
【課題】金型の取付作業において作業者の負担を減らすと共に作業効率を向上させる。
【解決手段】金型取付装置100は、金型を積載する金型積載部110と、金型積載部110と連結されたアーム121と、アーム122と、アーム121およびアーム122を昇降するアーム昇降部140と、アーム121および122の移動を制限するアームストッパ131および135と、アーム昇降部140の昇降方向および昇降速度を制御する金型取付装置制御部200と、アーム昇降部140の昇降方向の入力を受け付ける操作部300とを備える。アーム121および122はそれぞれ接続部材123および125における所定点を支点として回動する。また、アームストッパ131および135によりアーム121および122の動きが制限されているか否かでアーム昇降部140における昇降速度は変わる。
(もっと読む)
ヘミング加工方法及びヘミング加工装置
【課題】ヘミング加工装置をワーク全体の大きさに拘わらずに汎用的に適用する。
【解決手段】ヘミングを行う方向に沿うように第1溝52及び第2溝54を備えた移動金型18をロボット22で移動し、生産ライン14上の車両12におけるホイールアーチ部16に対して位置決め設定する。移動金型18は、クランプ機構58により車両12に取着させて位置決め固定される。第1溝52にガイドローラ32を係合させながら転動させ、ガイドローラ32に連動して移動するヘミングローラ30のテーパローラ38の錐面によってフランジ17を傾斜させる。次に、第2溝54にガイドローラ32を係合させながら転動させ、ヘミングローラ30の円筒ローラ40の円筒面によってフランジ17を屈曲させる。ヘミング加工後に移動金型18を車両12から離間させる。
(もっと読む)
金型収納装置
【課題】 金型収納装置よりの金型の出し入れを効率的に行う。
【解決手段】 パンチプレス1に対して、着脱交換するためのパンチPとダイDを出し入れ自在に支持する金型収納部を上下複数段および左右複数列に備えた金型収納装置21を設け、この金型収納部の前側に左右移動自在且つ上下動自在の金型出し入れ装置を設ける。この金型出し入れ装置に、パンチP、ダイDを保持自在のパンチ出し入れアーム、およびダイ出し入れアームを設ける。また、金型収容部の近傍に外段取り装置を設け、外段取り装置に収納された金型と金型収納部に収納された金型とを、金型出し入れ装置で出し入れが行われるべく構成する。
(もっと読む)
金型交換装置
【課題】 自動鍛造プレス等の金型を交換するための金型交換装置で、作業者のカンやコツに頼らず、より簡単かつ安全に金型を保持して交換できるようにすること。
【解決手段】 金型保持部を備えたアームを、水平面内で回転自在な関節部を介して連結した複数のアーム部材で構成し、該アームの基部を機枠に水平面内で回転自在に取り付けるとともに、前記関節部の回転角度を検出する回転角度検出手段と、該回転角度検出手段の出力に基づいて前記金型保持部の平面位置を算出する保持部位置算出手段と、該保持部位置算出手段によって算出された金型保持部の実際の位置が金型着脱可能範囲内にあるか否かを判定する判定手段とを設けた。
(もっと読む)
1 - 14 / 14
[ Back to top ]