
Fターム[4E050CB06]の内容
金型の交換、取付け、製造 (1,478) | 金型交換の駆動 (62) | その他 (10)
Fターム[4E050CB06]に分類される特許
1 - 10 / 10
プレス加工システム
【課題】設備全体をコンパクトに構成できるプレス加工システムを提供すること。
【解決手段】ムービングボルスタMBに設置された金型Mを用いてワークにプレス加工を施すプレス機P1と、複数の金型を収納可能な金型格納庫13と、を有するプレス加工システムにおいて、プレス機P1で使用される金型M及びムービングボルスタMBを金型格納庫13の内部とプレス機P1との間を自由に移動させる機構を備えると共に、金型格納庫13の内部には、金型MとムービングボルスタMBとを分離させる金型分離装置60が設けられる。
(もっと読む)
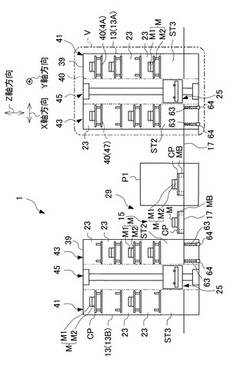
プレス加工システム

【課題】金型の交換時間を短縮できるプレス加工システムを提供すること。
【解決手段】板状部材をプレス加工して工業製品を生産する複数のプレス機P1〜P4を有するプレス本体と、複数のプレス機P1〜P4それぞれの内部に備えられた金型Mを移動させて金型格納庫13に収納するムービングボルスタMBと、を備えるプレス加工システム1において、金型格納庫13は、プレス本体の長手方向を中心にして左右両側に一対配置される。
(もっと読む)
チェンジャー付き加工機制御装置
【課題】 加工プログラムの実行中に、出し入れする工具ホルダの判断がリアルタイムで行えて、手動操作による工具ホルダの出し入れの割り込み容易であり、その割り込みによる稼働効率の低下を抑えることのできるチェンジャー付き加工機制御装置を提供する。
【解決手段】 自動工具交換コントローラ33は、加工プログラム34の実行箇所をポインタ53で認識する。これにより、リアルタイムで、搬入すべき工具ホルダ7と搬出すべき工具ホルダ7を判断する。その判断した搬入,搬出搬出すべき工具ホルダ7の情報をチェンジャー制御装置32へ送信する。
(もっと読む)
ムービングボルスタ装置の給電装置および給電方法
【課題】給電ケーブルを付帯させる必要がなく、しかも無線制御のように電源やアンテナを搭載することなしにボルスタに給電して、作動安定性を確保できる給電装置を提供する。
【解決手段】プレス機械M1,M2とボルスタ待機エリアE1,E2との間で、左右走行用レール1および前後走行用レール2を介してボルスタB1〜B3の入れ替えを可能とする。レール1,2に沿って左右走行用給電トロリ7および前後走行用給電トロリ8を進退移動可能に設けるとともに、各ボルスタB1〜B3には左右走行用集電子5および前後走行用集電子6を設ける。ボルスタB1〜B3がレール1または2に沿って走行移動する際には、給電トロリ7または8と集電子5または6とを介してボルスタB1〜B3側に給電する。
(もっと読む)
ベンダー装置
【課題】
重労働の作業を必要とすることなく、しかも、作業者を傷付けることなく、上歯を所定の位置にセットできるようにしたベンダー装置を提供する。
【解決手段】
下歯に設置可能に設けられて、上歯の加重を受け止めながら上歯を移送する移送具を備えた。
(もっと読む)
板材曲げ加工機
【課題】交換金型を複数備えて、それぞれの交換金型を選択して機敏に押え金型の下側に装着することが出来、多種の特殊な曲げ加工を自動運転により連続して行うことが出来る板材の曲げ加工機を提供することを目的とする。
【解決手段】相対的に開閉する押え金型と下金型との間に板材をクランプしつつ、側部から曲げ金型を板材に押し当てて曲げ加工する板材曲げ加工機であって、押え金型の下側にセットする交換金型を、装着してあるホルダと、ホルダを曲げ加工機本体にセット及び退避する装着装置と、ホルダを、装着装置に供給及び装着装置から引き取る金型ストッカ装置とを備えていることを特徴とする板材曲げ加工機とした。
(もっと読む)
工具ホルダチェンジャー制御プログラム作成装置
【課題】 一つのスケジュールの実行の前に複数の工具ホルダの搬出または搬入が必要な場合に、工具ホルダを運ぶ移動体の往復動作回数を低減でき、効率の良い搬入搬出が行える工具ホルダチェンジャー制御プログラム作成装置を提供する。
【解決手段】プログラム作成装置35は、仮搬入搬出情報作成手段36と、複数同時搬送化手段38とを有し、仮搬入搬出情報作成手段は、スケジュール別使用工具ホルダ情報、およびスケジュール実行順情報から、単独搬出指令および単独搬入指令を仮の実行順に並べた情報である仮搬入搬出順情報を作成する。複数同時搬送化手段は、仮搬入搬出順情報において一つのスケジュール に2個以上の単独搬出、または単独搬入指令がある場合など、所定の複数同時搬送可能条件を充足する場合に、これらの指令よりも前にある単独搬出指令または単独搬入指令に繰上げ結合して複数同時搬入指令、複数同時搬出指令、または複数同時交換指令とする。
(もっと読む)
チェンジャー付き加工設備制御システム
【課題】工具ホルダの交換が事前の加工中でも行えて、機械の停止する工具ホルダの交換時間の短縮を図ることができ、かつ工具ホルダチェンジャーと加工機との動作のタイミングをとることが容易な制御システムを提供。
【解決手段】複数の工具ホルダ7を交換可能に装備するパンチプレス1と、機外工具ホルダマガジン6と、この機外工具ホルダマガジン6とパンチプレス1との間で工具ホルダ7を自動交換する工具ホルダチェンジャー3とを備えた加工設備を制御する制御システムで、スケジュール作成装置34とを備え、工具ホルダチェンジャー3に交換させる工具ホルダ7の情報であるチェンジャー動作情報44を、転送要求F3により作成しチェンジャー制御装置32へ送るチェンジャー動作情報作成し、送られたチェンジャー動作情報44に従って工具交換の制御を行う。
(もっと読む)
ダイ交換用装置
【課題】 ダイホルダを転がして向きを変える作業を必要とせずに、簡単な作業で迅速にダイを交換することのできるダイ交換用装置を提供する。
【解決手段】 ダイ1が着脱自在に装着されるダイ嵌合凹部3を上面に有しかつ前記ダイ嵌合凹部3の底面に貫通孔4を有するダイホルダ2に対しダイ1を交換する治具である。ダイホルダ2を載せるテーブル天板25に、ダイホルダ2の前記貫通孔4に整合するように挿通孔30を設ける。この貫通孔30を通りダイホルダ2からダイ1を押し上げるストライカ部材31と、レバー34でストライカ部材31を昇降させる操作機構39とを設ける。ダイホルダ2は、テーブル天板25上に位置決めピン38等の位置決め手段28で位置決めする。
(もっと読む)
スピニング機の金型交換装置及び該装置を備えたスピニング機
【課題】立形スピニング機の金型交換作業の時間短縮と安全性を確保する金型交換装置を提供すること。
【解決手段】立形スピニング機の本体の一部にスピニング機主軸と平行な方向に移動と回転可能な駆動部材を設け、該駆動部材に2段又は1段のスイングアームとスイングアームの端部に金型受台を取着して、金型をスピニング機の主軸上に搬入/搬出する。前記駆動部材として、ピストン軸に嵌合して回転及び摺動可能な油圧/空圧シリンダーを用いるか、ボールネジとそれに係合するナット筺を用いる。
(もっと読む)
1 - 10 / 10
[ Back to top ]