
Fターム[4E063AA15]の内容
Fターム[4E063AA15]に分類される特許
1 - 10 / 10
板状部材の曲げ方法、及び、曲げ装置
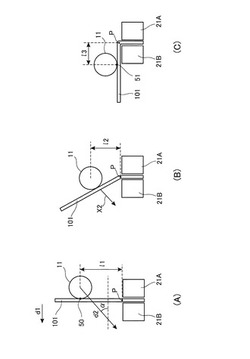
【課題】小型の装置で効率よく板状部材を曲げる曲げ方法、及び、曲げ装置を提供する。
【解決手段】板状部材101の曲げ位置Pから所定の距離l1離れた板状部材101の第1の場所53を押圧する位置に押圧部材10を配置する第1の工程と、押圧部材10で板状部材101を押すとともに、押圧部材10を、曲げ位置Pから第1の場所53までの距離よりも短い距離l3離れ、板状部材101の所望の曲げ方向d1上にある板状部材101の第2の場所54を押圧する位置に押圧部材10を移動する第2の工程と、を有し、押圧部材10の移動方向と、板状部材101の所望の曲げ方向d1の延長線と、で成す角度αが0度より大きい。
(もっと読む)
端子曲げ加工装置および半導体装置

【課題】表面を傷つけることなく、外部導出端子を90°折り曲げる。
【解決手段】半導体装置10に相対的に固定された側板100c1,100c2に対して押し下げ部材100dを下向きに移動させ、押し下げ部材100dの押し下げ面100d1aによって支持部材100b1の当接部100b1b3,100b1c3を押し下げ、姿勢を維持したまま、支持部材100b1および押し当て部材100a1を側板100c1,100c2のガイド溝100c1a,100c2aに平行に斜め下向きに移動させ、押し当て部材100a1の側面100a1bを、鉛直方向上向きに延びている外部導出端子10b1に当接させ、次いで、外部導出端子10b1が折れ曲がり始めると、押し当て部材100a1の橋絡面100a1cを外部導出端子10b1に当接させ、次いで、押し当て部材100a1の下面100a1aが外部導出端子10b1に当接する時に、外部導出端子10b1の折り曲げ角度が90°になる。
(もっと読む)
半導体装置の製造装置および半導体装置の製造方法
【課題】半導体装置がパンチガイドに付着したまま持ち上がることを原因とする、製造装置の稼働が中断すること、金型内に落下して破損してしまうこと、といった問題を防ぐことができる半導体装置の製造装置を提供する。
【解決手段】図1に示すように、リード110を備えている半導体装置を収容するダイ90と、リード110を、ダイ90の外側面との間に挟み込むパンチ10と、パンチ10をガイドするとともに、リード110のうち、パンチ10によって成形されない部分をダイ90との間に挟むパンチガイド40と、パンチガイド40を持ち上げる持上手段80と、ダイ90とパンチ10がリード110の根元を挟み、かつ固定した状態でパンチガイド40を持ち上げる持上手段80を制御する制御部130と、を備えている。
(もっと読む)
リード加工装置、リード加工方法及びリード加工金型
【課題】半導体装置のリードの加工精度を高める。
【解決手段】リード加工装置100は、第1金型ユニット(下金型ユニット10)と第1金型ユニットに対して移動可能な第2金型ユニット(上金型ユニット20)を有する。更に、第2金型ユニットへ荷重を伝達する荷重伝達部30と、第1金型ユニットに近づく方向の第2金型ユニットの移動を停止させるストッパ機構40を有する。ストッパ機構40は、第1金型ユニットに固定された第1ストロークストッパ41と、第2金型ユニットに固定されストッパ41に突き当たることで第2金型ユニットを移動停止させる第2ストロークストッパ42と、を含むストロークストッパ対43を複数有する。荷重伝達部30は、複数の荷重伝達箇所に荷重を分散して第2金型ユニットへプレス荷重を伝達し、荷重伝達箇所の各々はストロークストッパ対43と同軸上に配置されている。
(もっと読む)
プレス装置、及び、半導体装置の製造方法
【課題】プレス装置の摺動部の過熱を抑制する。
【解決手段】プレス装置100は、ボルスタ1と、ボルスタ1上に載置され、下型(例えば、ダイプレート7及びダイ8)が設けられる下型ホルダ2と、を備えている。プレス装置100は、更に、下型ホルダ2に立設されたガイドポスト3と、ガイドポスト3に沿って摺動するガイドブッシュ4と、ガイドブッシュ4に固定され、上型(例えば、パンチプレート9及びパンチ10)が設けられる上型ホルダ5と、を備えている。プレス装置100は、更に、ガイドポスト3とボルスタ1とに接触し、ガイドポスト3からボルスタ1への伝熱を促進する伝熱促進部6を備える。
(もっと読む)
曲げ加工装置
【課題】曲げ形状(例えば曲げ角度)が同じであるが曲げ位置が異なる複数種類のワークを曲げ加工する場合、他種類のワークへの生産切替えが、短時間で可能な、生産効率の良い曲げ加工装置を提供する。
【解決手段】曲げ加工装置100は、ワーク搬送装置1と、パンチ2とダイ4を1組とした金型10と、該金型10を移動自在にレール5aを介して支持する架台5と、前記金型10を移動させるための金型移動手段20と、を備え、前記金型10を金型移動手段20により移動させて所定位置にセットした後、前記ワーク搬送装置1により前記ワークW1、W2を前記金型10のパンチ2の真下まで搬送して前記ワークW1、W2をセットし、パンチ2をワークW1、W2に衝突させてワークW1、W2を曲げる加工をすることを特徴とする。
(もっと読む)
曲げ加工装置及び曲げ加工機
【課題】曲げ加工の際に、該素材2が引き込まれることを防止して、曲げ加工時に該素材2に損傷が生じることを防止する。
【解決手段】前記素材2に曲げ加工を施す曲げ加工装置1aは、回動軸5aで連結される第一及び第二の治具3a、4aを備える。このうちの第一の治具3aは、抑え部6と曲げ部7とを有し、第二の治具4aは、抑え部8を有する。前記素材2の曲げ中心Pは、回動中心Oに対し回動側に所定量オフセットして配置される。曲げ加工の際に、前記素材2が前記両治具3a、4aに対し変位しない。
(もっと読む)
板材の打抜き加工方法
【課題】圧延工程を経て製造された板材から打ち抜かれた板片に対して、圧延面内において互いに略垂直な方向に延びる2つの曲げ軸の各々に沿ってそれぞれ曲げ加工を施しても、優れた曲げ加工性を有する板片を容易に得ることができる、板材の打抜き加工方法を提供する。
【解決手段】圧延工程を経て製造された板材から打ち抜かれた箱型端子用板片110を、第1の曲げ軸112とこの第1の曲げ軸112に対して略垂直な方向に延びる第2の曲げ軸114に沿ってそれぞれ曲げ加工して部品を製造する際に、第1の曲げ軸112が箱型端子用板材110の圧延方向(LD)および板厚方向に垂直な方向(TD)から所定の角度、好ましくは10〜80°、さらに好ましくは30〜60°だけ傾斜した方向に延びるように箱型端子用板材110を打抜く。
(もっと読む)
製品の製造方法、スイッチの製造方法および段差曲げ装置
【課題】可動片と固定片とを有するスイッチのような一対の部品間の間隔が品種毎に異なる製品の生産性を向上してコストの低減を図る。
【解決手段】下ケース1に組み付けた可動片9の可動接点13の位置をセンサ25−1で計測する一方、固定片12が組み付けられる基準面24の位置をセンサ25−1で計測し、基準面24と可動接点13との距離D3を算出し、平らな固定片12の固定接点15の位置をセンサ25−2で計測する一方、前記基準面24に対する組み付け面24aの位置をセンサ25−2で計測し、組み付け面24aと固定接点15との第2の距離D6を算出し、前記第1,第2の距離D3,D6から接点間隔を算出し、この接点間隔が所要の接点間隔になるように、段差曲げ装置26によって、平らな固定片12を、段差曲げ加工する。
(もっと読む)
リード線のスポット溶接装置およびこれを用いた加工装置
【課題】 リード線を電極に確実にかつ効率的にスポット溶接することができるスポット溶接装置、およびリード線のスポット溶接と曲げ加工を可能にする加工装置を提供する。
【解決手段】 金属からなる被溶接品に、リード線をスポット溶接するリード線のスポット溶接装置であって、前記リード線を整列して供給するリード線の供給部20a、22aと、前記被溶接品をスポット溶接位置に、被溶接品の向きを揃えて供給する被溶接品の供給部30、34と、前記リード線の供給部から供給されるリード線を支持するリード線の支持機構40a、および該リード線の支持機構の移動位置を制御して前記リード線をスポット溶接位置に位置決めする位置決め機構42a、50a、56、および前記リード線を前記被溶接品に溶接する溶接機構を備える前記リード線の溶接部とを具備することを特徴とする。
(もっと読む)
1 - 10 / 10
[ Back to top ]