
Fターム[4E063GA03]の内容
Fターム[4E063GA03]の下位に属するFターム
位置決めゲージ (27)
Fターム[4E063GA03]に分類される特許
1 - 20 / 28
加工機の板材供給装置
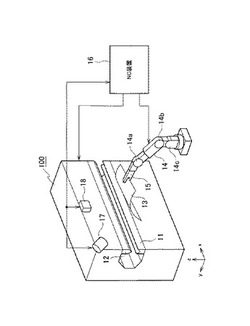
【課題】マニピュレータで搬送されるワークの垂れ量を高精度に検出することが可能な加工機の板材供給装置を提供する。
【解決手段】
プレスブレーキ100の上方にカメラ17、及び赤外線照射器18を設け、ロボットハンド15にて把持されるワーク13に赤外線を照射した状態で、該ワーク13を撮影する。そして、撮影した画像に基づいて、ワーク13先端部の垂れ量Dを求め、更に、ワーク13先端部の、水平方向に対する傾斜角度θを求める。そして、マニピュレータ14の角度を調整してワーク13先端部の角度が略水平となるように調整し、更に、ロボットハンド15の位置を昇降させて、ワーク13を所望の加工位置に搬送する。このような制御を行うことにより、ロボットハンド15でワーク13を把持した際に、該ワーク13の先端部に撓みが発生した場合でも、確実にワーク13を搬送することが可能となる。
(もっと読む)
曲げ素材、折曲げ加工方法、図形作成装置及びプレスブレーキ

【課題】所望ピッチ毎、又は所望の角度毎に折曲げ加工を行うための曲げ素材、その折曲げ加工方法及び曲げ素材の図形作成装置を提供する。
【解決手段】プレスブレーキ1に備えたパンチ11、ダイ5に対して所望ピッチ毎に位置決めを行うと共に所望ピッチ毎に折曲げ線の折曲げ加工を行って曲げ曲面を備えた製品に折曲げ加工するための曲げ素材であって、製品を展開した形状の素材本体61Aの所望ピッチ毎の折曲げ線65の折曲げ加工を行って前記曲げ曲面を形成するときに、前記プレスブレーキ1に前後動自在に備えたゲージ部材29L,29Rに対して水平を保持する前記素材本体61Aの水平保持辺に補助突当片69A,69Bを備え、この補助突当片69A,69Bに、所望の折曲げ線を前記パンチ、ダイによる折曲げ加工位置に位置決めするときに前記ゲージ部材29L,29Rに当接位置決めするための当接位置決め辺71A,71Bを備え、この当接位置決め辺71A,71Bと前記所望の折曲げ線65とを平行に形成してある。
(もっと読む)
ベンディングロール装置
【課題】板状ワークを、上下ロールとの間にスリップを生じさせることなく、所望の円錐面に曲げ成形できるベンディングロール装置を提供することである。
【解決手段】板状ワークWの凹円弧状の内側幅端を所定のロール軸方向位置に位置決め手段のローラ6dで位置決めし、ローラ6dとロール軸方向で対向させて、凸円弧状の外側幅端を押圧する押圧手段のローラ7dを設けることにより、板状ワークWのローラ6dからの逃げを防止して、板状ワークWを所望の円錐面に曲げ成形できるようにした。
(もっと読む)
曲げ加工装置及び曲げ加工方法
【課題】長尺体の自重による撓みや曲がりを抑制できるとともに、曲げ加工の自由度が高く、かつ設備コストを低減できる曲げ加工装置を提供する。
【解決手段】パイプベンダ(曲げ加工装置)1は、保持部10と、回転板21と、曲げ部40と、駆動部31と、を備える。保持部10は、パイプ8に対して着脱可能に構成される。回転板21には、保持部10を取り付けることができる。曲げ部40は、回転板21の一側に配置される。駆動部31は、パイプ8を曲げ部40に対して移動させることができる。曲げ部40は、回転板21に保持部10を介して取り付けられた状態のパイプ8を曲げることができる。パイプベンダ1は、回転板21に保持部10が取り付けられる向きを変更することにより、パイプ8の長手方向一側の部分を曲げ部40で曲げることができる第1状態と、長手方向他側の部分を曲げ部40で曲げることができる第2状態と、に切り替えることができる。
(もっと読む)
円筒軸及び円筒軸の製造方法
【課題】形状の安定した円筒軸の製造方法を提供する。
【解決手段】円筒軸形成部材を円筒状にプレス曲げ加工して、円筒軸形成部材の一対の端部61a,61bが近接又は当接するように形成された円筒軸16において、円筒軸形成部材は、曲げ方向に沿う短辺のそれぞれに曲げの中間位置の基準となる基準部位67を有する。
(もっと読む)
曲げ加工システム及びその方法
【課題】曲げ加工機3においてワークWの把持手段5に対するずれを補正する機能を有し製品の加工不良を低減させる。
【解決手段】ワークWを把持する把持手段とワークWに曲げ加工を行う曲げ加工機3とを備えた曲げ加工システム1である。そして、把持手段5がワークWを把持してから、所定の加工を終了するまで、把持手段5とワークWとの位置関係にずれが存在する場合に、当該ずれの存在を検出する検出手段17と、検出手段17での検出結果に応じて、ずれを補正する補正手段35とを備える。さらに、検出手段17は、曲げ加工機に備えられたバックゲージであり、把持手段5がワークWを把持し当該バックゲージに突き当てることにより、ずれの生成を検出する。
(もっと読む)
鉄筋の曲げ加工装置
【課題】加工前の鉄筋に曲りや捩れがあっても、捩れが少ない平面状に容易に曲げ加工することができる鉄筋の曲げ加工装置を提供する。
【解決手段】間隔調整自在な一対の曲げユニット10,10と、曲げユニットの間に配設するクランパ20とを備えてなり、曲げユニットは、それぞれ支点ロール11,11と、支点ロールのまわりを旋回する旋回テーブル13,13と、旋回テーブル上の力点ロール12,12とを有し、各旋回テーブルは、曲げ加工時において、共通の斜め上向きのガイド面を形成し、クランパは、支点ロールによって両端部を支持されてガイド面上に静止する鉄筋をクランプし、曲げユニットは、ガイド面に沿って鉄筋を曲げ加工することを特徴とする。
(もっと読む)
ベンダー
【課題】ベンダー部全体を移動させないので、小型化、省エネを達成でき、段替えが容易であるベンダーを提供する。
【解決手段】ベンダーはベンダー部1とカッター部2とを備える。ベンダー部1は、静止したベンダー部本体101と、ベンダー部本体101に設けられると共に、軸方向に移動可能なストッパー104を有するストッパー機構102と、ベンダー部本体101に設けられると共に、ストッパー104に位置決めされた伝熱管3を曲げる曲げ機構103とを含む。一方、カッター部2は、静止したカッター部本体201と、ストッパー104に位置決めされた伝熱管3を切断するカッター204を有するカッター機構202と、カッター部本体201に設けられると共に、伝熱管3の切断箇所を調節するためにカッター機構202を軸方向に進退可能に案内するガイド部203とを含む。
(もっと読む)
エッジ曲げプレス機
【課題】薄板の2つのエッジ上で閉じた反力の系が得られ、力の系が外部への効果に関して対称で零である結果となるようなエッジ曲げプレス機を提供する。
【解決手段】上部プラテン、下部プラテン及び操作アクチュエータを備えるエッジ曲げプレス機に関する。操作アクチュエータは、上部プラテンと下部プラテンとの互いに近づく及び/又は離れる相対運動を起すように設計される。また、プレス機は、上部プラテンに結合されている上部ダイホルダアセンブリ及び下部プラテンに結合されている下部ダイホルダアセンブリ備える。各ダイホルダアセンブリは、右側ダイホルダ及び左側ダイホルダを備え、したがって、上部右側ダイホルダ、下部右側ダイホルダ、上部左側ダイホルダ及び下部左側ダイホルダがある。また、プレス機は、右側ダイホルダ及び左側ダイホルダが互いに近づく及び/又は離れる相対運動を起すように設計された調節アクチュエータを備える。
(もっと読む)
平板のロール曲げ方法及び平板のロール曲げ装置
【課題】平板の前半部と後半部の曲げ形状が連続的かつ対称な曲げ半径をもつ形状に加工できる平板のロール曲げ方法を得る。
【解決手段】素材である平板をトップロールとピンチロールの間に挿入、平板の展開長の中間位置から一定の曲げモーメントを負荷し、平板をピンチしながら、ロールを回転させることにより巻ききった後、平板を反転し、再度トップロールとピンチロールの間に挿入、平板の展開長の中間位置から一定の曲げモーメントを負荷し、平板をピンチしながら、ロールを回転させることにより巻ききる。
(もっと読む)
板金加工方法
【課題】レーザー切断加工により切断加工した切断製品を折り曲げ加工する際、母材と干渉することなく安定した状態で精度の高い折り曲げ加工を行うことが出来、更に連続的に移送して連続的に板金加工を行うことが出来る板金加工方法を提供する。
【解決手段】この発明の実施形態では、先ず金属板等の母材1からレーザー加工機(図示せず)により切断製品Wの外形を切断する際、少なくとも一箇所(この実施形態では3ヵ所)の支持接合部4a,4b,4bを残して外形を切断し、そして、この外形を切断する際に、次工程(半完成曲げ工程)で折り曲げ加工する切断製品Wの加工外形部が変形して前記母材1と干渉しない切断間隙hを設けて切断する。即ち、この切断間隙hは、予め母材1から切断した切断製品Wを次工程のプレスマシン2(曲げ加工機)により折り曲げて加工する際に切断製品Wの変形量を測定しておき、この変形量に対応した寸法で切断間隙hを形成するものである。
(もっと読む)
スチール・ルール抜型の自動曲機
【課題】90度ほどの大きい折り曲げをした場合でも、ホールドしている送りローラー間の帯刃材のスリップを計算し、設定された寸法どおり曲げられた帯刃材を得ることが出来る自動曲機を提供する。
【解決手段】送りモータの電源を切り、エンコーダーで引っ張られる量を計測し、次に送る量からその引っ張られた量を送る。
(もっと読む)
板材ワークの搬送装置
【課題】簡単な構造でありながら板材ワークの外段取り原点位置決め精度が高く、生産性の高い板材ワークの搬送装置の提供を目的とする。
【解決手段】加工機本体に板材ワークを搬入及び搬出する板材ワーク搬送装置であって、加工機本体前面にフロントテーブルを備えるとともにフロントテーブルの左側又は右側にセットテーブルを備え、板材ワークをセットテーブルにて原点位置決めを行った後にフロントテーブルに搬送するX軸レール及び一対のクランプゲージユニットR・Lを有し、フロントテーブルから加工機本体に板材ワークを位置決めするマニピュレータを有し、X軸レールは、セットテーブルからフロントテーブルを横断して設けられていて、一対のクランプゲージユニットR・Lはそれぞれ独立してX軸レール上に設けられるとともに同期制御可能になっていて、マニピュレータは、X軸レールとは直交方向のY軸方向に走行制御されているとともにマニピュレータのクランプ部がX軸レールより加工機本体側に位置していることを特徴とする。
(もっと読む)
複合折り目線をシート材料に形成するための方法及び装置
【課題】シート材料(37)に複合折り目線を形成するための方法及び装置を提供する。
【解決手段】装置は、シート材料を受け入れて支持するための工具ベース(32)と、シート材料を加工ベースに対して位置決めするためのロケーター(40)と、工具ベースに取り付けられた曲げアクチュエータ(33)とを含む。曲げアクチュエータは、初期引っ込め位置と展開延長位置との間で移動自在のアクチュエータ部材を有し、このアクチュエータ部材が初期引っ込め位置から移動してシート材料の非固定部分と接触するとき、この非固定部分に力を加え、シート材料を第1折り目線を中心として曲げる。曲げアクチュエータは、更に、アクチュエータ部材がシート材料を第1折り目線を中心として曲げ続けるとき、非固定部分の外部分に当接するように位置決めされた接触部材(60)を含む。接触部材は、アクチュエータ部材が展開延長位置に向かって移動し続けているとき、第2折り目線に沿ったシート材料の曲げを行う。
(もっと読む)
曲げ加工装置
【課題】実際のワーク位置決め姿勢状態が、所定のワーク位置決め姿勢状態と異なる場合には、アラームを出力して作業者にその旨を警告することにより、加工不良を事前に阻止する曲げ加工装置を提供する。
【解決手段】製品情報に基づいて、曲げ順、金型を決定する曲げ順・金型決定手段20Cと、該決定された曲げ順、金型に基づいて、各曲げ順ごとのワーク位置決め姿勢状態図αを作成するワーク位置決め姿勢状態図作成手段20Dと、実際のワーク位置決め時における姿勢状態を画像として検出処理する画像検出処理手段20Eと、該検出処理したワーク位置決め姿勢状態と、前記作成されたワーク位置決め姿勢状態図αとを比較する比較手段20Fと、比較した結果、両者が一致しない場合には、アラームALを発生するアラーム発生手段20Gを有する。
(もっと読む)
ロボットによる曲げ加工システム及び曲げ加工方法
【課題】 ロボットで把持されたワークの片伸び値を測定する測定装置が小型であって構成が簡単であり、測定時間を短縮することにより、測定効率を向上させ、曲げ角度が90°のみならず鋭角や鈍角のワークを測定対象とすることにより、測定対象の範囲を拡大し、且つワークの片伸び値を測定する測定装置を用いてワークを位置決めし、ロボットが機械本体と干渉することなく曲げ加工を行うロボットによる曲げ加工システム及び曲げ加工方法を提供する。
【解決手段】 ワークWを把持するロボット13のグリッパ14と、該グリッパ14に取り付けられ、ワークWの片伸び値αを測定する測定装置1を有する。
(もっと読む)
板金曲げ計画の作成・実行用知能システム
【課題】知能的曲げ板金の設計、計画、製造システムを提供する。
【解決手段】計画作成モジュールが、曲げ計画を作成するために、数種のエキスパート・モジュールと相互に作用しあう。計画作成モジュールは、状態・空間サーチ・アルゴリズムを利用する。ロボット・グリッパ、レポ・グリッパを選択し、曲げ装置により形成されるワークを保持するグリッパの最適配置を判定するため、コンピュータ化された方法が提供される。コンピュータ化された方法は、曲げ装置に使用される工具だてを選択し、工具だてステージのレイアウトを判定するために提供される。計画作成システムは、設計,コスト計算,スケジュール作成,及び/又は製造、アセンブリを実行する設計、アセンブリ・システム等の機能を支援するのに利用される。
(もっと読む)
永久磁石を用いたワーク吸着装置
【課題】 ロボットによる曲げ加工システムにおいて、複雑な電気回路を設けることなく、群管理が可能であって、設置スペースが少なくて済み、段取り時間を短縮し、ワークを確実に解放できる永久磁石を用いたワーク吸着装置を提供する。
【解決手段】 シリンダ5の下端部を、ワークWに当接自在な当接ストッパとし、該ワークWを吸着する永久磁石9を、シリンダ5内のピストン7下端部に設けた。上記シリンダ5が、ロボット3のハンド本体4に多数取り付けられ、各シリンダ5の下端部には、弾性体で形成された当接ストッパ6が設けられていると共に、各シリンダ5の上端部には、エア配管21が結合され、該エア配管21は、既存のバキュームパッド用エア回路31に接続されている。
(もっと読む)
曲げ加工装置における金型及び加工方法
【課題】 簡単な構成を有し、ワーク先端部の突端を前後方向につぶさず、余分な加圧力を発生させず、また、余分なスラスト荷重を発生させず、更に、除圧時の衝撃を少なくし、且つ加工時間を短くする曲げ加工装置における金型及び加工方法を提供する。
【解決手段】 パンチPとダイDとの間に形成された加工領域Kの奥に、ワーク押し当て部1を設けると共に、該ワーク押し当て部1に、弾性体2を設けた。この場合、弾性体2は、ワーク押し当て部1に埋設されていると共に、該弾性体2の後方側に逃げ部7が設けられ、又は、弾性体2は、ワーク押し当て部1に突出して設けられている。
(もっと読む)
曲げ加工におけるワーク位置決め装置及びその方法
【課題】 ワークの突当面がどのような形状であっても、該ワークの位置決めを正確に行うことにより、位置決め精度を向上させると共に、簡単な構成を有する曲げ加工におけるワーク位置決め装置及びその方法を提供する。
【解決手段】 曲げ加工におけるワーク位置決め装置1は、ワークWを金型P、Dの前後方向(Y軸方向)に位置決めするバックゲージ突当10、11上に設けられ、該前後方向に基準線としての可視光線Lを投光する可視光線投光手段2と、ワークWが金型P、Dの左右方向(X軸方向)に位置決めされたときに、前記基準線としての可視光線Lが通過するように、該ワークW上に予め設定された基準位置Kを有する。
(もっと読む)
1 - 20 / 28
[ Back to top ]