
Fターム[4E063KA05]の内容
板、棒、管等の曲げ (4,439) | 曲げ条件、予備処理等 (243) | 温度 (95) | 冷却を伴うもの (30)
Fターム[4E063KA05]に分類される特許
21 - 30 / 30
鋼管曲げ加工装置及び鋼管曲げ加工方法
【課題】ワイヤロープの曲げ直径を十分に大きくすることができ、ワイヤロープの疲労寿命の向上ができる、更に加工後の管の減肉率や曲げ半径の制御が容易な鋼管曲げ加工装置及び鋼管曲げ加工方法を提供することを目的とする。
【解決手段】鋼管1の外周面の一部を環状に加熱する加熱手段12と、前記加熱部に圧縮力を付加する圧縮力付加手段7、9と、前記加熱手段により加熱される加熱部近傍を環状に冷却する冷却手段17と、前記圧縮力の方向を前記加熱部の軸方向と平行に保つとともに、前記圧縮力付与手段の力点の位置を前記鋼管の加熱部の軸を挟んでその両側に保つための圧縮力案内部材4と、曲げられた鋼管が所定の曲げ半径を保つように前記鋼管を拘束する拘束部材6と、前記曲げられた鋼管と前記加熱手段と前記冷却手段とを、未だ曲げられていない鋼管の軸方向へ相対移動させる駆動手段とからなることを特徴とする鋼管曲げ加工装置。
(もっと読む)
3次元物体を成形する方法及び装置

【課題】この発明は、3次元物体を成形するための方法及び装置(1、31)、特に3次元ビーム材(5)を成形するための方法及び装置(1、31)に関する。
【解決手段】ビーム材を成形するための効率的な方法であって、既存の大量生産技術に取り入れることができる方法を用いることによって、複雑な形態を有する3次元ビーム材(5)を成形することが望ましい。3次元ビーム材(5)を成形するための装置(1、31)は、支持手段及び動作手段を有する。支持手段の長手方向の軸まわりに配される複数の支持要素(2、32、41、51、61)は、ビーム材(5)の一部を支持するための開口部(4、35、43、53、63)を部分的に規定する。互いに隣り合う開口部(4、35、43、53、63)を相対的に位置決めすることよって、ビーム材(5)の全体としての形状を規定し、動作手段が各開口部(4、35、43、53、63)の位置を規定することができる。
(もっと読む)
板状ワークの加工方法及び加工装置
【課題】板状ワークの加工性を向上させるとともに焼入れすることができ、且つ、ブランキング性が損なわれることを抑制することができる板状ワークの加工方法及び加工装置を提供する。
【解決手段】成形型10、20を用いた板状ワークW1の加工では、板状ワークに電極41を接触させて通電し、通電により加熱される内部領域と該内部領域の外側に位置する周縁部領域とを形成するとともに前記内部領域のみを焼入れ温度まで加熱し、前記内部領域が焼入れ温度に加熱された後に、前記成形型により前記板状ワークを所定の形状に加工するとともに前記内部領域を焼入れし、前記板状ワークが加工された後に、前記周縁部領域を少なくとも一部含んで前記板状ワークをブランキングする。
(もっと読む)
金属材の熱間曲げ加工装置の制御方法及び制御装置、並びにこれらを用いた熱間曲げ加工製品の製造方法、熱間曲げ加工製品
【課題】目標形状等の目標品質が得られるように精度良く曲げ加工することができると共に、熟練者に頼らなくても作業能率を高めることができる金属材の熱間曲げ加工装置の制御方法等を提供する。
【解決手段】金属材1をその長手方向に間欠的に又は連続的に送り出す送出手段3と、送り出された金属材を案内支持する支持手段2と、金属材を局部的に加熱する加熱手段5と、加熱された金属材の部位を冷却する冷却手段6と、金属材の長手方向に沿って回転可能なロールにより金属材を挟持して前記加熱された金属材の部位に曲げモーメントを付与する挟持手段4とが配置された熱間曲げ加工装置の制御方法であって、熱間曲げ加工後の金属材が目標品質となるように予め決定された制御パターンに基づいて、送出手段及び挟持手段を制御すると共に、支持手段、加熱手段及び冷却手段の内、少なくとも1以上の手段を制御する。
(もっと読む)
異形管の曲げ加工方法およびその曲げ加工装置、並びにそれらを用いた曲げ加工製品
【課題】異形管を3次元的に連続曲げする場合であっても、形状凍結性に優れ、効率的に曲げ加工することができる異形管の曲げ加工方法および装置を提供する。
【解決手段】異形管を、支持手段で保持し上流側から押し出しながら、前記支持手段の下流側で曲げ加工を行う異形管の曲げ加工方法であって、支持手段では異形管の形状に応じて支持位置を制御し、下流側に設けられた可動ローラダイスで異形管をクランプし、当該可動ローラダイスの位置または/および移動速度を制御しつつ、可動ローラダイスの入り側であり異形管の外周に配置した加熱手段および冷却手段を用いて、異形管を局部的に加熱し、前記加熱部に曲げモーメントを付与した後、急冷する異形管の曲げ加工方法、およびその方法を適用できる曲げ加工装置である。
(もっと読む)
熱間プレスによる閉断面形状品の製造方法
【課題】金属板材に対する形状付与と焼入れとを同時に行う熱間プレス成形の長所を生かしながら、横断面がほぼ又は完全に閉じた中空な閉断面形状をなす成形品を製造可能とする、熱間プレスによる閉断面形状品の製造方法を提供すること。
【解決手段】第1成形部M1及び第2成形部M2を有する金属板材Mを準備し、これを焼入れ可能な温度に加熱する。先ず、低温の第1のプレス型機構を用いて焼入れ可能な温度状態にある第1成形部M1にプレス成形を施すことにより、第1成形部M1に対し開放断面形状を付与された一次成形品を得ると共に同時焼入れを行う。次に、低温の第2のプレス型機構を用いて焼入れ可能な温度状態にある第2成形部M2にプレス曲げ成形を施すことにより、一次成形品の開放断面形状を、曲げ成形された第2成形部M2によって横断面が閉じた中空な閉断面形状に変化させた二次成形品を得ると共に同時焼入れを行う。
(もっと読む)
金属材の曲げ加工方法、曲げ加工装置および曲げ加工設備列、並びにそれらを用いた曲げ加工製品
【課題】金属材を2次元的、または3次元的に連続曲げを行う場合であっても、効率的に曲げ加工することができる金属材の曲げ加工方法および装置を提供する。
【解決手段】支持手段で回転可能に保持された被加工材を上流側から逐次または連続的に押し出しながら、前記支持手段の下流側で曲げ加工を行う金属材の押通し曲げ加工方法において、前記支持手段の下流側に設けられた可動ローラダイスで前記金属材をクランプし、当該可動ローラダイスの位置または/および移動速度を制御しつつ、前記可動ローラダイスの入り側であり前記金属材の外周に配置した加熱手段および冷却手段を用いて、前記金属材を局部的に塑性変形が可能な温度域でかつ焼入が可能な温度域に加熱し、前記加熱部に曲げモーメントを付与した後、急冷することを特徴とする金属材の曲げ加工方法である。並びにその方法を適用できる曲げ加工装置および曲げ加工設備列である。
(もっと読む)
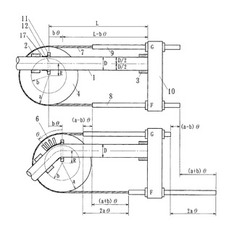
金属管の熱間曲げ加工方法及び装置
【課題】 曲げ加工に伴う応力アンバランスが不整変形につながらないようにして、曲げ半径比に係る従来の制約を払拭することのできる金属管の熱間曲げ加工方法及び装置を提供すること。
【解決手段】 曲げ加工される金属管1の先端側は中心軸12を中心に旋回する曲げアーム14の前方クランプ装置15で把持され、金属管1の後端側は加熱冷却装置16の後方に配置された推進装置18の後方クランプ装置21で把持され、加熱冷却装置16で加熱、冷却される金属管1を推進装置18で前進させて曲げアーム14の旋回で曲げ加工する作業を、両クランプ装置15,21で金属管1を弾性的縮径が生じる締め代を以て締め付けて行い、この締め付けにより、曲げモーメントの印加に伴って管中心の軌跡と直交する面内に生じる扁平化応力が軽減された状態で金属管1の曲げ加工を行う。
(もっと読む)
金属条材の曲げ加工方法
【課題】 H形鋼等の異形断面の金属条材を、フランジの倒れや反りを抑制して熱間曲げ加工を行う方法を提供する。
【解決手段】 H形断面の金属条材1を熱間曲げ加工するに際し、曲げ変形を生じている部分の断面においてフランジ1a、1bの先端部1ae、1beをウェブ1cにつらなる中心部1ac、1bcよりも高温とし、塑性変形しやすくすることで、ウェブ1cで拘束された中心部1ac、1bcに容易に追従して変形させ、フランジ先端部の倒れや反りを防止する。また曲げ変形後の冷却時において断面内の部位によってスケジュールに差を設け、断面形状を変形させることで、曲げ変形時に生じた断面変形を矯正する。
(もっと読む)
車体補強用部材
【課題】自動車衝突時において、従来の真直管や湾曲した管に比べ、吸収エネルギーを増加させることが可能になり、優れたな耐衝撃性を有する車体補強用部材を提供する。
【解決手段】耐衝撃用として自動車の車体に装着される金属管製の補強用部材であって、前記補強用部材の長手方向の少なくとも1箇所に前記車体の外面方向に対向する凸形状の曲がり部を有し、前記曲がり部の片側または両側の隣接部に真直部を有すること、前記曲がり部の片側または両側の隣接部に前記車体の外面方向に対向する凹形状の逆曲がり部を有すること、または前記曲がり部の両側の隣接部に真直部および前記車体の外面方向に対向する凹形状の逆曲がり部を有することを特徴とする車体補強用部材である。
(もっと読む)
21 - 30 / 30
[ Back to top ]