
Fターム[4E063LA01]の内容
Fターム[4E063LA01]の下位に属するFターム
プログラム制御 (22)
パラメータ関係式
Fターム[4E063LA01]に分類される特許
1 - 14 / 14
曲げ部材の製造装置
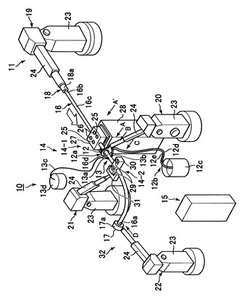
【課題】安全かつ効率的に稼働しながら、曲げ部材を量産することができる曲げ部材の製造装置を提供する。
【解決手段】長手方向へ送られる鋼管16の外周面から離間して配置される誘導加熱コイル12aと、誘導加熱コイル12aを冷却するコイル冷却機構とを備える金属材加熱機構12と、金属材加熱機構12により加熱された高温部の外面に冷却水13bを吹き付けることによって、鋼管16の軸方向へ向けて移動する高温部16dを形成する金属材冷却機構13と、第1の支持機構14−1および第2の支持機構14−2からなり、高温部16dを境としてその両側に位置する二つの部分を支持するとともに、第2の支持機構14−2により支持される部分の位置を二次元または三次元で変更することにより、高温部16dに曲げモーメントを与える金属材支持機構14と、一の鋼管の曲げ加工時に、全停止、送り完了後停止、および、警報出力のうちのいずれか一の動作を選択し、選択した動作を実行する信号を出力する制御機構15を備える製造装置10である。
(もっと読む)
自動装填システムを備える管曲げ加工装置および管曲げ加工装置の曲げ加工ヘッドに管を自動的に装填する方法

【課題】管曲げ加工装置の曲げ加工ヘッドに、非円形断面の管をも自動的に装填するのを許容する管曲げ加工装置を提供する。
【解決手段】装置10は、横断する鉛直面内の少なくとも2自由度で移動可能な曲げ加工ヘッド14と、横断する鉛直面内で曲げ加工ヘッドを移動させると共に、曲げ加工ヘッドのダイ24で、曲げられる管Tを受けるのに適応した空いた空間を画定する開位置と、ダイに管を締め付ける閉位置との間で、曲げ加工ヘッドの工具26を移動させるように配置されている第1の駆動部と、横断する鉛直面に直交する回転軸X2の周りに回転可能な管運搬構造36と、管運搬構造を回転軸の周りに回転させるように配置されている第2の駆動部36と、ダイと工具との間の空いた空間に所望の方向で管が受けられる位置に曲げ加工ヘッドと管運搬構造とを移動させるように、第1および第2の駆動部を制御するように配置されている電子制御装置とを備えている。
(もっと読む)
曲げ加工システム及びその方法
【課題】新しい曲げ製品に対し行われる試し曲げ加工等により変化する残加工枚数を修正しながらスケジュール運転を行う。
【解決手段】材料を収納した自動倉庫からブランク材を取り出し、曲げ加工機19により加工を行う曲げ加工システム1である。そして、所定量の加工を自動運転で実行するためのスケジュールデータに基づき、スケジュール運転を制御するスケジュール運転制御手段と、スケジュールデータに基づくスケジュール運転の実行中に、試し曲げ等の特定の曲げ加工処理を実行する試験加工モードに移行する移行制御手段とを備える。そしてスケジュール運転制御手段は試し曲げ等の特定の曲げ加工の結果に応じて変化する後続のスケジュールを管理する。
(もっと読む)
ロボットによる曲げ加工装置及びその方法
【課題】実際の金型位置とプログラム上の金型位置とのズレを検出し、ズレが生じていたときには、ロボットの動作プログラムを補正することにより、また、ロボットがワークを位置決めする際に、そのワーク位置を確認することにより、いずれの場合も所望の製品ができるようにして、精度が良い高度な曲げ加工を可能にしたロボットによる曲げ加工装置及びその方法を提供する。
【解決手段】予め製品情報に基づいて曲げ順、金型レイアウト、ワーク位置を決定しておき、実際の金型位置と、予め決定された金型レイアウトを比較し、両者間にズレがある場合は、ロボット動作プログラムを補正し、実際のワーク位置と、予め決定されたワーク位置を比較し、両者間にズレがある場合は、ロボット位置を修正し、修正した位置にあるロボットに把持されたワークに曲げ加工を施す。
(もっと読む)
鉄筋曲げ装置
【課題】先行して屈曲させる箇所における鉄筋曲げ方向と、後続して屈曲させる箇所における鉄筋曲げ方向とが互いに逆方向の場合でも、作業能率の向上を図り易くする。
【解決手段】クランプ機Bにクランプされている鉄筋aを鉄筋曲げ機Aに対して相対的に駆動昇降可能な昇降機構を設けてあるとともに、支点ローラ4と力点ローラ5とを、鉄筋を屈曲可能な突出位置と、鉄筋が支点ローラと力点ローラとの間から抜け出ている引退位置とに亘って駆動移動可能な出退機構を設けてあり、第1制御部は、クランプ機にクランプされている鉄筋の複数箇所を屈曲させる工程において、鉄筋を下向きに屈曲させる下向き曲げモードで鉄筋曲げ機を作動させる状態と、鉄筋を上向きに屈曲させる上向き曲げモードで鉄筋曲げ機を作動させる状態とに切り換え可能に、昇降機構と出退機構の作動を制御可能に設けてある。
(もっと読む)
数値制御装置
処理された設計ファイル(1000)から、機械加工タスクに関連する複数の位置要素を有する部材ブランク(800)を定義するシートメタルデータファイル(1010)と、前記複数の位置要素を定義する前記シートメタルデータファイル(1010)から、機械加工タスクに関連するツール関連の演算と制御データとを得る機械コントローラと、シートメタル部材(200)を形成するために前記機械コントローラによって制御される機械(1015)と、適切な手段およびコンピュータ読出し可能な命令とを備えることを特徴とする、数値制御装置。  (もっと読む)
(もっと読む)
金型干渉チェック方法及び装置
【課題】プレスブレーキにおいて製品と金型との干渉をチェックする方法及び装置を提供する。
【解決手段】製品の立体図形データを格納した第1のメモリと、上記製品の折曲げ加工に必要な金型の断面形状データを格納した第2のメモリと、表示装置と、表示装置コントローラとを備え、上記表示装置に表示された製品の立体形状の切断位置を示す切断線によって指定された断面位置の端面形状データ及び曲げ位置該当金型の断面形状データを前記第1,第2のメモリから表示装置コントローラに取り込み、製品の指定された断面位置の端面形状と金型の断面形状と前記切断線とを合せて前記表示装置に表示することを特徴とする金型干渉チェック方法及び装置。
(もっと読む)
ダイ金型,折曲げ加工方法及び装置
【課題】ワークの折曲げ加工時に、曲げ荷重に不連続点が生じるダイ金型及びこのダイ金型を用いた折曲げ加工方法、装置を提供する。
【解決手段】ワークの折曲げ加工を行うためのダイ金型であって、V字形状の曲げ溝3の傾斜面5と上面7との交差部である肩部に、第1の曲面9と第2の曲面11とを不連続に接続した不連続接続部13を備えている。ワークWの折曲げ加工は、パンチ17の位置制御を行なってワークWを目標角度に折曲げ加工するとき、ダイ金型1の曲げ溝3に予め設定した既知の不連続点A及びこの不連続点Aに対応した既知の不連続点対応角度(Aθ)を基にして、ワークWの折曲げ加工を行う際の実際のストローク位置ST(A)と理論ストローク位置ST(A)との差を演算して、ワークWの目標角度αに対する実ストローク位置ST(α)を演算してパンチ17の位置制御を行うものである。
(もっと読む)
バックゲージ動作及びセンサに基づく曲げ加工制御の方法及び装置
【課題】ワークピースの曲げ装置のダイ空間への搬送中に、そのワークピースを一致させ、ロボットが、曲げ装置環境内において、ワークピースをある位置から別の位置に移動させるとき、ロボットのセンサに基づく制御を実行する。
【解決手段】バックゲージ機構には、ダイ直角、そして平行な方向の力を検知するための力センサを有するフィンガ・ゲージ機構が設置される。さらに、グリッパが保持中のワークピースの移動により作成される剪断力、通常力のどちらか一方、或いは両方を検知するため、ロボット・グリッパ・センサが提供される。
(もっと読む)
板金曲げ計画の作成・実行用知能システム
【課題】共同生成計画作成システムを有する知能板金曲げシステムを提供する。
【解決手段】計画作成モジュールが、曲げ計画を作成するために、数種のエキスパート・モジュールと相互に作用しあう。計画作成モジュールは、状態・空間サーチ・アルゴリズムを利用する。ロボット・グリッパ、レポ・グリッパを選択し、最適配置を判定するため、コンピュータ化された方法が提供される。曲げ装置に使用される工具だてを選択し、工具だてステージのレイアウトを判定する。運動制御オフセット値を学習し、余分なセンサ・ベースの制御操作の必要性を排除する方法が提供される。計画作成システムは、設計,コスト計算,スケジュール作成,及び/又は製造、アセンブリを実行する設計、アセンブリ・システム等の機能を支援するのに利用される。
(もっと読む)
板材折曲げ加工方法及び板材折曲げ加工機
【課題】 角度センサを使用してワークの折曲げ角度を検出しながらのワークの折曲げ加工中に、前記角度センサが使用不能な曲げ加工が混在している場合であっても正確に折曲げ加工できる方法及び装置を提供する。
【解決手段】 板材折曲げ加工機による折曲げ加工方法であって、パンチ3,ダイ5の金型情報、ワークの材料情報及びワークを折曲げる加工情報により前記ダイに対する前記パンチの相対的なストローク位置を演算し、この演算結果に基いてワークの1回目の折曲げ加工を行うとき、角度センサ15によりワークの折曲げ角度を検出すると共にストローク位置センサ11によりパンチの相対的なストローク位置を検出してストローク位置と折曲げ角度との関連データを作成し、角度センサが使用不能な箇所の折曲げ加工を行うとき、前記演算結果と前記関連データとの差を求め、この差に基いて前記演算結果のストローク位置を補正し、この補正されたストローク位置により前記パンチの相対的なストローク位置を制御してワークの折曲げ加工を行うものである。
(もっと読む)
折り曲げ加工装置
【課題】 型を変更した場合でも、短い時間で設定変更を行うことができる折り曲げ加工装置を提供する。
【解決手段】 間隔寸法検出手段25を、基準位置データ記憶手段31と判定手段33とから構成する。基準位置データ記憶手段31は、移動条件を設定する際に位置検出手段27の出力に基づいて予め定められた、上型と下型との間の間隔の寸法が予め定めた寸法以下になるときの往復移動部の位置に関する基準位置データを記憶する。また判定手段33は、実際の加工動作時に位置検出手段27の出力と基準位置データ記憶手段31に記憶した基準位置データとに基づいて上型と下型との間の間隔の寸法が、予め定めた寸法以下になったことを判定して検出信号を出力する。
(もっと読む)
折り曲げ加工装置
【課題】 型を変更した場合でも、短い時間で設定変更を行うことができる折り曲げ加工装置を提供する。
【解決手段】 間隔寸法検出装置25は、使用を予定する複数種類の上型と下型との組み合わせに対応した被検出部27と検出部29とからなる複数の検出手段31を備えている。上型及び/または下型が変更されたときに、変更された型に対応した適切な検出手段31の出力を制御に利用できるように複数の検出手段31から適切な検出手段31を選択する検出手段選択手段33を制御装置14に備えている。
(もっと読む)
曲げ加工の監視方法及びそのシステム
【課題】 素材を画像入力装置で監視することで加工ラインの曲げ加工機等に発生し得るトラブルを事前に検知し防ぐ。
【解決手段】 素材Wが搬送され曲げ加工機17により折り曲げ加工を自動で行う曲げ加工の監視システム1である。この曲げ加工の監視システム1の制御部21は、製造中に前記素材を画像入力装置で撮像し、画像データに基づき前記素材の状態を監視する監視手段を備えている。さらに、前記監視手段は、前記素材の搬送中に画像入力装置で撮像した画像データに基づき前記素材の状態を監視する第1監視手段と、前記素材の折り曲げ加工中に画像入力装置で撮像した画像データに基づき前記素材の状態を監視する第2監視手段とを有している。そして、前記監視手段と連携して製品の製造を適正に実行する。
(もっと読む)
1 - 14 / 14
[ Back to top ]