
Fターム[4E066AA03]の内容
電子ビームによる溶接、切断 (971) | 加工法 (84) | 表面改質 (60)
Fターム[4E066AA03]に分類される特許
1 - 20 / 60
電子ビーム合金化加工方法
【課題】被加工物の加工領域の大きさによらず、加工ムラの発生を抑制して安定した合金化加工を行い、均一な合金層を形成すると共に、加工時間を短縮することができる電子ビーム合金化加工方法を得ること。
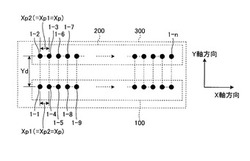
【解決手段】被加工物の表面に電子ビームの複数の照射点がX軸方向に所定間隔で一列に並ぶ第1照射点列100、および、複数の照射点が第1照射点列100からY軸方向に所定距離離れてX軸方向に所定間隔で一列に並ぶ第2照射点列200を1つの照射領域300として、第1照射点列100および第2照射点列200の一方端から他方端に向けて、所定の周期で各第1照射点列100と各第2照射点列200とに交互に電子ビームを照射する。
(もっと読む)
三相変圧器用鉄心

【課題】素材鋼板から積鉄心にしたときの鉄損特性の劣化が小さい方向性電磁鋼板を開発し、もって、BFが小さく鉄損が低い三相変圧器用鉄心を提供する。
【解決手段】Siを1.5〜5.0mass%含有し、二次再結晶粒の平均粒径が30mm以上であり、二次再結晶粒の理想方位{110}<001>からの圧延面法線方向(ND)周りのずれ角αの平均が3.70°以下、理想方位{110}<001>からの圧延直角方向(TD)周りのずれ角βの平均が2.50°以下であり、板厚が0.1〜0.2mmである磁区細分化処理が施されてなる方向性電磁鋼板を積層した三相変圧器用鉄心。
(もっと読む)
伝熱管の製造方法及び伝熱管
【課題】短時間で伝熱管表面にμm単位の微細な撥水性の凹凸形状を形成することによって伝熱管の熱伝達機能を向上させる。
【解決手段】伝熱管5の表面にパルス状の電子ビーム4を照射することにより撥水性の微細凹凸形状を形成する伝熱管の製造方法であって、前記パルス状の電子ビーム4の照射電流(mA)*照射速度(sec)を0.002〜0.008とする。
(もっと読む)
内燃機関用鋳鉄製シリンダブロックのライナ表面部の硬化処理方法
【課題】エンジン部品としての鋳鉄製シリンダブロックのライナ表面部の硬化処理方法を提供する。
【解決手段】内燃機関用鋳鉄製シリンダブロックのライナ表面部の硬化方法において、乾燥させたシリンダブロック25の内壁のライナ表面部26の塗膜の上に、黒鉛粉末をシンナー等の溶剤で希釈した吸収剤10を塗布被覆し、レーザあるいは電子ビームの照射時に、MC系炭化物を焼結し、金属粉末の鋳鉄母材への拡散を促進させることにより、前記シリンダブロック25の内壁のライナ表面部26に合金層22を形成する。
(もっと読む)
金属部材と成形樹脂部材との複合成形体および金属部材の表面加工方法
【課題】製造工程を煩雑にすることなく、金属と樹脂との異種材料間の充分な密着性と気密性を有する樹脂複合成形体を、安価に製造する方法を提供する。
【解決手段】金属部材の表面に、レーザー光や電子ビームなどの高密度エネルギーを照射することによって、金属表面が溶融飛散して形成するクレーター状の複雑に入り組んだ窪みを設ける。このクレーター状の窪みが、一部重複する領域を持つ照射条件を用いる事によって、金属表面が溶融飛散して形成する廂状の隆起部と、隆起部の先端に生ずる球状の金属飛沫、及び加工の際に生じる粒状のスパッタを固着させた粗面形状を形成する。これにより、樹脂成形された樹脂が粗面により形成した括れ空間に入り込み、樹脂が金属部材表面から剥がれる方向の体積変化に対しアンカー効果を発生させる。
(もっと読む)
方向性電磁鋼板の製造方法及び製造装置
【課題】方向性電磁鋼板の鉄損を十分に低減させるとともに、適正台数の電子銃を使用して高速で電子ビーム照射処理を実施することができる方向性電磁鋼板の製造方法及び製造装置について提供する。
【解決手段】本発明によれば、方向性電磁鋼板をその圧延方向へ進む移送ラインに沿って移送する間に、電子銃から電子ビームを前記圧延方向を横切る向きに照射する走査を、前記圧延方向へ間隔を置いて繰り返し行うに当たり、前記方向性電磁鋼板における前記電子ビーム径:0.25mm以下の下に、前記方向性電磁鋼板の幅をL(m)、前記方向性電磁鋼板の移送速度をV0(m/s)、前記方向性電磁鋼板上での前記電子ビームの走査速度をv(m)、前記電子ビーム走査線の圧延方向間隔をsとしたときに、N ≧ L×V0/((v2−V02)0.5×s)、v≧20 m/sの条件を満たすN台の電子銃を用いて、前記電子ビームの走査を行う。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】製品コイル内の鉄損が均一かつ極めて低い極薄方向性電磁鋼板の製造方法を提案する。
【解決手段】mass%で、C:0.04〜0.12%、Si:1.5〜5.0%、Mn:0.01〜1.0%、sol.Al:0.010〜0.040%、N:0.004〜0.02%、SおよびSeを合計で0.005〜0.05含有する鋼スラブを熱間圧延し、冷間圧延し、一次再結晶焼鈍し、仕上焼鈍する方向性電磁鋼板の製造方法において、前記鋼スラブにおけるsol.AlとNの含有量の比(sol.Al/N)と、二次再結晶焼鈍時の鋼板板厚d(mm)とが、4d+1.52≦sol.Al/N≦4d+2.32の式を満たし、かつ、前記仕上焼鈍の加熱過程で二次再結晶前の鋼板を775〜875℃の温度に40〜200時間保持した後、875〜1050℃の温度域を昇温速度10〜60℃/hrで加熱し、二次再結晶と純化処理を施す。
(もっと読む)
レーザスキャナを操作する方法及びレーザスキャナを備える加工システム
【課題】レーザスキャナを操作する方法であって、より短時間で且つ/又は高精度でレーザスキャナに対する開口等の特定の検出断面の位置を決定する。
【解決手段】レーザスキャナを用いて走査経路に沿ってレーザビーム17を走査し、検出断面に入射するレーザビーム17のレーザ光により生じる光強度を検出するステップと、検出された光強度に基づきレーザスキャナに対する検出断面の位置を決定するステップとを含み、走査経路は、検出断面を含む平面内に第1部分経路223及び第2部分経路225を含み、第1部分経路223及び第2部分経路225は、検出断面を含む平面内の検出断面の直径とレーザビーム17の直径とを足したものよりも短い距離であり、また検出断面を含む平面内のレーザビーム17の直径の0.3倍よりも大きいか又は検出断面の直径の0.3倍よりも大きい距離だけ相互に離れて、相互に隣接して延在する方法。
(もっと読む)
半導体プロセスチャンバ内において使用するための物品
【課題】チャンバ構成部品のような加工片の表面にテクスチャを設ける方法及びシステムを提供する。
【解決手段】本方法は、加工片をテクスチャ化チャンバへ供給するステップと、加工片の表面を横切って電磁エネルギのビームを走査させて該表面上に複数のフィーチャを形成させるステップとを含む。形成されたフィーチャは、一般的には凹み、突起、及びそれらの組合わせである。プロセスチャンバ内の汚染を減少させる方法も提供される。この方法は、1またはそれ以上のプロセスチャンバ構成部品の表面を横切って電磁エネルギのビームを走査させて該表面上に複数のフィーチャを形成させるステップと、1またはそれ以上のチャンバ構成部品をプロセスチャンバ内に位置決めするステップと、プロセスチャンバ内においてプロセスシーケンスを開始するステップとを含む。
(もっと読む)
電子ビームの照射方法
【課題】アイドルターゲットの局所的な高温化を有利に防止することができ、ひいてはアイドルターゲットの変形や、金属蒸気の発生も回避することができる電子ビームの照射方法を提供する。
【解決手段】金属ストリップに対し電子ビームを照射する方法において、電子ビームの出力が安定するまでの間、または電子ビームが金属ストリップの外側に照射される間に、別途用意したアイドルターゲットに電子ビームを照射するに際し、
上記アイドルターゲットのビーム照射面を傾斜させ、該アイドルターゲットのビーム照射面に対する電子ビームの照射角度を変更することによって、該アイドルターゲット表面におけるビーム照射径を調整する。
(もっと読む)
方向性電磁鋼板の鉄損改善方法
【課題】幅広な方向性電磁鋼板に対して電子ビームを照射する場合や、電子ビームの照射装置を小型化する場合などに、鋼板の幅方向に対して磁区細分化の効果を均一にする方法を提案する。
【解決手段】走行する方向性電磁鋼板の幅方向に、連続して電子ビームを照射するにあたり、該電子ビームの鋼板表面に対する入射角度に応じ、該電子ビームの収束電流を調整して、ビームスポットの面積を変更することにより、幅方向にわたる該ビームスポットのエネルギー密度を一定に制御する。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】積み変圧器を作製した場合にあって、特に、磁束密度B8が1.93T以上の方向性電磁鋼板を用いて変圧器を作製したときに、そのコーナー部分など、磁束が圧延方向からずれて曲がる部位があっても、より効果的に鉄損劣化を抑えることができる方向性電磁鋼板を得る。
【解決手段】一次再結晶焼鈍に先立ち、鋼板の表面に電子線を照射することにより、鋼板の表面を算術平均粗さRaで0.15μm以下の平滑面とする。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】電子ビーム照射を用いて、平坦化焼鈍後に磁区細分化処理を施す方向性電磁鋼板の製造方法において、トランスを作製した際に優れた鉄損特性を有する方向性電磁鋼板を得る方法を提供する。
【解決手段】Si:2.0〜4.5質量%を含む方向性電磁鋼板用スラブを素材として、平坦化焼鈍を施すに際し、焼鈍時の均熱温度、均熱温度からの冷却過程における冷却速度および鋼板の塑性伸び量の各条件を調整し、上記平坦化焼鈍処理の前後におけるフォルステライト質被膜の被膜張力の減少量を60%以下に抑制する。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】鉄心にギャップを設ける以外の方法で、偏磁が生じる用途で使われる場合にも、優れた磁気特性を有する方向性電磁鋼板を提案する。
【解決手段】電子ビーム照射により、板幅方向と30度以内をなす角度で線状に、照射列の圧延方向の列間隔を2〜10mmとして、以下の式(1)にて定義される単位面積あたりの照射エネルギー量E(mJ/mm2)を、磁束密度B8が1.90T以上でかつ磁束密度B0.5が1.60T以下を満足するように、20〜220 mJ/mm2の範囲で歪を導入する。
E(mJ/mm2)=電子ビーム加速電圧(kV)×ビーム電流値(mA)/ (ビーム走査速度(m/s)×ビーム径(mm)) …(1)
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】実機トランスに組上げた場合に、優れた騒音特性および鉄損特性を得ることが可能な方向性電磁鋼板を提供する。
【解決手段】二次再結晶粒の平均β角が2°以下、二次再結晶粒の粒内の平均β角変動幅が1°以上4°以下で、かつ圧延方向における表面張力が10MPa以上であり、磁束密度:1.7T、周波数:50Hzにおける磁歪λp-pの値が1.0×10-6以下で、さらに板厚tと鉄損W17/50とが、以下の式(1)を満足させる。
W17/50 ≦2.1×t + 0.3 ・・・(1)
t : 板厚(mm)
(もっと読む)
曲げ加工性に優れた高強度冷延鋼板の製造方法
【課題】冷延鋼板の強度をほとんど損なうことなく、延性、特に曲げ加工性を改善する技術を提供する。
【解決手段】鋼板の表面に、レーザー光または電子ビームを、単位時間当たりの入熱量:50W以上、単位長さ当たりの入熱量:10〜250J/mの条件で線状に照射して、上記鋼板の表層における、上記レーザー光または電子ビームの照射部近傍組織の回復および/または再結晶を行う。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】実機トランスに組上げた場合に、優れた鉄損特性、騒音特性を有する方向性電磁鋼板を提供する。
【解決手段】最終仕上げ焼鈍後または張力コーティング処理後に、電子ビーム照射による磁区細分化処理を行う場合に、電子ビームの出力に応じて、一点当たりの滞留時間tと点間隔Xとの関係を次の範囲に制御する。(1)ビーム出力が600W未満の場合には、0.05≦2(Da・t)1/2/X≦1.5(2)ビーム出力が600〜1200Wの場合には、0.03≦2(Da・t)1/2/X≦0.8(3)ビーム出力が1200W超の場合には、0.01≦2(Da・t)1/2/X≦0.2但し、Da:熱拡散率(22.7×10-6m2/s at 300K in Fe)、t:一点当たりの滞留時間(s)、X:点間隔(mm)
(もっと読む)
ガスクラスターイオンビームによる固体表面の加工方法
【課題】凹凸構造の角部分の形状変形を防いで固体表面の加工を行う。
【解決手段】上部にクラスター保護層が被覆形成された凸部とクラスター保護層が被覆形成されない凹部とでなる凹凸構造を固体表面に形成するクラスター保護層形成工程と、クラスター保護層形成工程において凹凸構造が形成された固体表面に対してガスクラスターイオンビームを照射する照射工程と、クラスター保護層を除去する除去工程とを有するガスクラスターイオンビームによる固体表面の加工方法とする。ガスクラスターイオンビームのドーズ量をn、クラスター保護層のエッチング効率を1クラスターあたりのエッチング体積Yとした場合に(但しa及びbは定数)、クラスター保護層の厚さTは、
を満たす。
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】電子ビームの照射により鋼板に歪を付与して鉄損を低下させた方向性電磁鋼板を積層して変圧器を作製した場合に、優れた低鉄損特性を得ることができる方向性電磁鋼板を提供する。
【解決手段】電子ビームの照射痕がサイン波状で、かつ該サイン波状の振幅Dと波長Lとの関係が以下の式(1)の関係を満たすことを特徴とする方向性電磁鋼板。
3π≧L/D≧π・・・(1)
(もっと読む)
電子ビーム照射方法
【課題】電子ビームの照射をリアルタイムで確実に検出することが可能な手法について提案する。
【解決手段】走行する金属ストリップに向けて電子ビームの照射を行うに当たり、該電子ビームの照射に伴って前記金属ストリップの表面に発生する、X線を検出することによって電子ビームの照射状態を把握する。
(もっと読む)
1 - 20 / 60
[ Back to top ]