
Fターム[4E067DA03]の内容
Fターム[4E067DA03]に分類される特許
1 - 12 / 12
組立式Eブロック及びスイングアームユニット
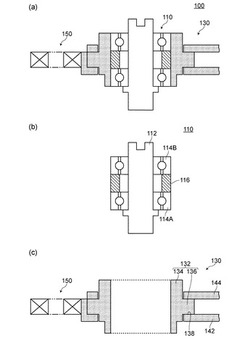
【課題】スイングアームの揺動変位に伴う位置決め精度及び揺動速度を高くすることが可能なスイングアームユニットであって、高い生産性、かつ、高い材料利用効率をもって製造することが可能なスイングアームユニットを提供する。また、そのようなスイングアームユニットを構成可能な組立式Eブロックを提供する。
【解決手段】アルミニウム合金からなる複数のアーム板142,144と、AlSi系合金からなるとともに、軸受ユニット110への装着部134及び当該装着部134から外周側に突出し複数のアーム板142,144との接合面を有する突出部136を有するスペーサ132とを備え、複数のアーム板142,144とスペーサ132とが拡散接合により一体化された構造を有することを特徴とする組立式Eブロック130。
(もっと読む)
超音波接合方法

【課題】接合部材の穴あきや接合部位の亀裂を有意に防止する超音波接合方法を提供することを目的とする。
【解決手段】本発明は、第1被接合部材の接合部位と第2被接合部材の接合部位とをホーンとアンビルとの間に挟み込み、前記ホーンを加振させることによって接合部位同士を超音波接合する超音波接合方法であって、超音波接合に先立って、前記ホーンが接触する側の前記第1被接合部材の接合部位および前記ホーンの先端を、エッチング溶液が収容されてなるエッチング槽に浸漬し、前記ホーンを加振させて前記エッチング溶液を超音波振動させることによって、前記第1被接合部材の接合部位を超音波エッチングして新生面を露出させる工程を含む、超音波接合方法である。
(もっと読む)
接合方法、接合体および光学素子
【課題】2つの基板同士を高い寸法精度で強固に接合可能であるとともに、接合後に、接合界面に生じた残留応力を低減しつつ接合体を所定の形状に矯正し得る接合方法、およびかかる接合方法により2つの基板同士を高い寸法精度で強固に接合してなる接合体および光学素子を提供すること。
【解決手段】本発明の接合方法は、第1の基板2および紫外線に対して透過性を有する第2の基板4を用意し、第1の基板2の表面上に、プラズマ重合法により接合膜3を成膜する工程(第1の工程)と、接合膜3にエネルギーを付与する工程(第2の工程)と、接合膜3を介して第1の基板2と第2の基板4とを接合し、接合体5を得る工程(第3の工程)と、接合体5に対して、第2の基板4側から紫外線を照射する工程(第4の工程)と、2つの定盤7で接合体5を表裏から押圧した状態で保持することにより、接合体5の形状を平板状に矯正する工程(第5の工程)とを有する。
(もっと読む)
2つの部材の接合方法、および接合体
【課題】経時的に安定な2つの部材の接合体を得る技術を提供する。
【解決手段】第1の部材の接合面上にSiO2薄膜を適宜の薄膜形成手法にて10nm以上10μm以下の厚みに成長させたうえで、該SiO2薄膜を酸溶液またはアルカリ溶液中に浸漬させ、該酸溶液またはアルカリ溶液中で、SiO2薄膜の表面に第2の基材を貼り合わせて貼り合わせ体を形成する。その後、該貼り合わせ体を所定の温度および雰囲気圧力にて所定時間保持する。
(もっと読む)
チタン合金とアルミニウム材料の接合方法
【課題】高強度を有するチタン合金と純アルミニウムあるいはアルミニウム合金の固相接合体の製造方法を提供する。
【解決手段】α+β型チタン合金を用い、かつ接合前の組織として微細かつ等軸のα+β2相組織を生成させ、酸洗により表層に微細な凹凸を効果的に創出するために、チタン合金には耐食性に優れたβ安定型元素としてモリブデン、ニオブ及びタンタルのうち1種類以上含有し、総計で2〜10%含み、α相体積率が30〜70%とした合金を用い、接合温度として300℃以上でアルミニウム材料の液相点以下の温度に加熱後、付加荷重を実施接合温度においてアルミニウム材料のひずみ速度が10-3s-1でのアルミニウム材料の降伏応力の40〜80%に相当する荷重を付加することにより極僅少のクリープ変形が生じ、アルミニウム材料をチタン合金表面の凹凸中へ変形注入し、接合体を無付加状態で熱処理を施すこと。
(もっと読む)
陽極接合装置
【課題】大型の試料であっても高品質で効率的に接触面の接合を行う。
【解決手段】本発明の陽極接合は、ハロゲンヒ−タによる加熱機構を持ち、試料交換チャンバに試料をセットし、サンプル温度が設定温度の±10%以内に到達したことを測定器で確認し、自動でゲートを開け、搬送機構で接合チャンバに試料を保持部にセットし、荷重、温度、電圧を負荷し、接合し、搬送機構で試料交換チャンバにセットし、が窒素、不活性Gasの冷却ブロ−により、酸化が生じないレベルに試料を冷却し、大気開放する。これにより、試料の温度上昇、電圧印加、試料の冷却、チャンバの大気開放の時間に影響されず接合を実施することができるため、全体の接合時間が短く、生産性を向上させることができる。
(もっと読む)
金属部材の処理方法
【課題】金属部材の表面に自然発生した酸化膜を塩酸等で除去することで金属部材同士の電気的導通を確実にし,しかも金属部材が形成されている基板の腐食を防止することのできる金属部材の処理方法の提供。
【解決手段】基板G1上に形成された電極P1と基板G2上に形成されたP2とを圧接する前に,電極P1,P2を所定濃度(例えば7質量%の濃度)の塩酸で表面処理して酸化膜を除去する。その後,純水で表面処理して塩酸を洗い流し,次いで,所定濃度の塩酸よりも低濃度(例えば0.0004質量%)の塩酸で表面処理する。処理装置1は,円形の搬送室2の周囲にロードロック室3,4,塩酸処理室5,純水処理室6及び接合室7が配置され,これらのロードロック室3,4及び処理室5,6,7が,ゲートバルブ8を介して搬送室2に接続されたマルチチャンバ型の構成を有している。
(もっと読む)
両面をプラズマ処理し、片面だけを湿式処理することによって面同士を互いに接着する方法
第1の面が第2の面に接着される(110)。第1の面及び第2の面がプラズマ処理される(102)。第1の面だけが湿式処理される(104)。第1の面及び第2の面が互いに接合され、第1の面を第2の面に接着する(110)。 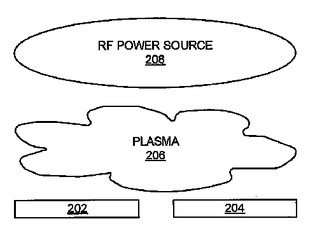 (もっと読む)
(もっと読む)
金属製品の製造方法、シリンダヘッドの製造方法及びシリンダヘッド
【課題】ウオータジャケットを含むシリンダヘッドをアルミニウム合金鋳物によって製造する際の残留応力を抑制することである。
【解決手段】シリンダヘッド鋳物体10を鋳造後切断することで、各切断面20,22にウオータジャケット部分が開口された部品12,14を得る。得られた各部品12,14をそれぞれ溶体化処理装置26において溶体化処理温度で保持した後、焼入れ水槽28で焼入れし溶体化処理を行う。溶体化処理後の各部品12,14の切断面の酸化膜を除去し、低融点金属薄膜30を挟んで組付け、時効接合処理装置34において、所定の時効処理条件の下で時効処理と、低融点金属薄膜30のアルミニウム合金内への溶融拡散による接合処理とを行う。
(もっと読む)
金属面接合方法
【課題】 従来、金属材料同士を金属結合させるためには、高温高圧によるプレスや、プラズマなど高エネルギーによる接合面の浄化のために特殊設備を装置する必要があるため、量産設備による加工が困難なものとなっていた。
【解決手段】 金属材料の接合面を、塩酸を主成分としてさらにリン酸を含む金属表面処理液で化学表面処理し、真空中或いは不活性ガス雰囲気下で、概150℃乃至概350℃の温度と概2メガパスカル乃至概10メガパスカルの圧力でプレスして接合させることを特徴とする金属面接合方法を提供する。
(もっと読む)
金属接合方法
【課題】 鉛入りはんだを用いることなく、比較的低温且つ低圧な条件で、しかも簡便に金属同士を接合できるようにする。
【解決手段】 少なくとも一方が銅からなる金属同士を接合するに際し、銅の接合面を酸化膜除去液に接触させて該接合面の酸化膜を除去し、銅の接合面に酸化膜除去液を付着させたまま、接合する金属の接合面を互いに接触させ、加熱・加圧して接合する。酸化膜除去液としては、例えば、蟻酸、ホルムアルデヒド、酢酸、プロピオン酸、グリオキシル酸、シュウ酸、クエン酸、コハク酸、酒石酸、フマル酸、マレイン酸、マロン酸、及びサリチル酸のいずれか1種類以上を含む水溶液が用いられる。
(もっと読む)
アルミニウム系部材の接合方法
【課題】アルミニウム系材料からなる被接合部材の接合面に必要十分な量の亜鉛被覆層を確実に形成し、該亜鉛被覆層を介して該アルミニウム系部材同士を接合する方法を提供する。
【解決手段】各アルミニウム系部材1a,1bの接合面に電解メッキ処理による亜鉛被覆層2を設け、両アルミニウム系部材1a,1bを亜鉛被覆層2,2を介して重ね合せ、アルミニウムと亜鉛との固相線温度以上の温度、好ましくは亜鉛の融点以上の温度に加熱する。両アルミニウム系部材1a,1bを重ね合せて加熱する際に、両アルミニウム系部材1a,1bに押し付け荷重を付与する。各アルミニウム系部材1a,1bの接合面に、酸化膜除去処理を施した後、前記電解メッキ処理により亜鉛被覆層2を設ける。両アルミニウム系部材1a,1bを亜鉛被覆層2,2を介して重ね合せる際に、亜鉛被覆層2,2間にスズを介在させる。
(もっと読む)
1 - 12 / 12
[ Back to top ]