
Fターム[4E067EB05]の内容
Fターム[4E067EB05]に分類される特許
1 - 11 / 11
回転切削工具
【課題】刃部が高硬度焼結体部材から構成された切削工具であり、刃先が小径で首下長が長い回転切削工具においても接合強度が高く、耐折損性に優れた回転切削工具を提供する。
【解決手段】工具先端の刃部1とこれに連なる軸部2の後端が後軸部3と同一軸線上に拡散接合された接合層4を有し、該後軸部3は首部5、テーパー部6及びシャンク部7を有し、該刃部1は高硬度焼結体部材製であり、該軸部2の超硬合金材と該後軸部3の超硬合金材を有し、該接合層4は、少なくともNi、Co、W及びCを含有し、該接合層4の中心部における組成は質量%で、30≦Ni≦85%、10≦Co≦60%、1≦W≦15%、残部がC及び不可避不純物であり、該接合層の該中心部においてCo、W及びCが固溶していることを特徴とする回転切削工具である。
(もっと読む)
オイルホール付きタップ、およびオイルホール閉塞方法

【課題】オイルホールの先端開口部が閉塞部材によって確実に閉塞されることにより、高い流体圧力で安定した流体供給性能が得られるとともに、タップ本体の先端近くに吐出穴を設けることができるようにする。
【解決手段】タップ本体12を回転させつつアルミニウム板40に押圧することにより、アルミニウム板40を局部的に溶融させてタップ本体12の先端面34に一体的に固着させ、そのアルミニウム固着物をそのまま閉塞部材14として使用するため、簡単で且つ安価に閉塞部材14を設けることができる。このような閉塞部材14は、溶着等により強固に固着され、且つオイルホール30の先端開口部を密閉できるため、高い圧力で潤滑油を供給することにより安定した潤滑性能が得られる。また、タップ本体12の先端近くの食付き部18bに吐出穴32を設けることが可能で、通り穴にめねじを加工する場合でも食付き部18bを適切に潤滑することができる。
(もっと読む)
ボルトの製造方法及びボルト
【課題】非溶融プロセスである摩擦攪拌技術を用い、従来に比べて強度、耐食性及び耐照射性に優れたボルトを製造することのできるボルト製造方法及びボルトを提供する。
【解決手段】ボルト形状の型1の中に粉末金属2を充填し、攪拌ツール3を用いて前記ボルト形状の型1の中の前記粉末金属2の摩擦攪拌を行い、摩擦攪拌によって発生した摩擦熱と前記粉末金属の流動により、前記粉末金属をボルト形状に固相成型する。容器11内に粉末金属12を充填し、攪拌ツール13を用いて前記容器11内の前記粉末金属12の摩擦攪拌を行い、摩擦攪拌によって発生した摩擦熱と前記粉末金属12の流動により生成した固相成型材料に上部から圧力を負荷し、下部に設置したボルト形状の型15へ圧縮された前記固相成型材料を移動させてボルト形状に成型しても良い。
(もっと読む)
接合体
【課題】切削中にロウ材が液相を生成する温度を越える高温となっても接合層の接合強度が低下することがなく、研削代の大きなcBN焼結体やダイヤモンド焼結体を準備する必要がない切削工具として好適な接合体を提供する。
【解決手段】サーメット焼結体を第1の被接合材1とし、cBN焼結体またはダイヤモンド焼結体を第2の被接合材3とする接合体であって、第1の被接合材および第2の被接合材は、両者の間に設置された800℃を超え1000℃未満の温度で液相を生成する接合材2を介して接合されており、前記接合は0.1MPa〜200MPaの圧力で加圧しながら通電加熱することによって行われている接合体。
(もっと読む)
接合体
【課題】切削中にロウ材が液相を生成する温度を越える高温となっても接合層の接合強度が低下することがなく、研削代の大きなcBN焼結体やダイヤモンド焼結体を準備する必要がない切削工具として好適な接合体を提供する。
【解決手段】超硬合金焼結体を第1の被接合材1とし、cBN焼結体またはダイヤモンド焼結体を第2の被接合材3とする接合体であって、第1の被接合材および第2の被接合材は、両者の間に設置された800℃を超え1000℃未満の温度で液相を生成する接合材2を介して接合されており、前記接合は0.1MPa〜200MPaの圧力で加圧しながら通電加熱することによって行われている。
(もっと読む)
回転切削工具
【課題】耐折損性に優れた回転切削工具を提供することを目的とする。特に、小径ロングネック用であっても優れた性能を発揮する回転切削工具を提供することを目的とする。
【解決手段】
工具先端の刃部とこれに連なる軸部の後端が後軸部と同一軸線上に拡散接合された接合層を有する回転切削工具において、該後軸部は首部、テーパー部、シャンク部を有し、該刃部は高硬度焼結体部材であり、該軸部の超硬合金材と該後軸部の超硬合金材を有し、該接合層は、Coを主体とし、W、C、Cuを含むA領域と、Cuを主体とし、Co、Cを含むB領域から成り、該接合層の軸方向断面の断面積をST(μm2)とし、該軸方向断面における該A領域の総面積をSA(μm2)としたとき、0.60≦SA/ST≦0.90であることを特徴とする回転切削工具である。
(もっと読む)
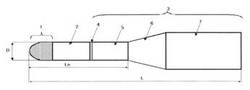
小径エンドミル
【課題】刃部が超高硬度焼結材から構成され接合部を有しながらも、接合部の折損や欠損がなく長寿命で安定した小径エンドミルを得ることである。
【解決手段】工具先端の刃部1とこれに連なる軸部2の他端が軸部3の端部と同一軸線上に拡散接合された接合部4を有する小径エンドミルにおいて、該軸部3は首部5、テーパー部7、シャンク部6を有し、該刃部1は実質的に立方晶窒化硼素焼結材であり、該軸部2と該軸部3は超硬合金材であり、該接合部4における該軸部2の他端と該首部5の端部とは同一外径を有し、該工具先端から該接合部4までの長さ(mm)をA、該工具先端から該テーパー部7の該首部5側の端部8までの長さ(mm)をBとしたとき、0.50≦A/B≦0.80であることを特徴とする小径エンドミル。
(もっと読む)
接合体
【課題】切削中に、ロウ材が液相を生成する温度を越える高温となっても、接合層の接合強度が低下することのない、高速切削やCVDコーティング処理等に適した切削工具として好適な接合体を提供する。
【解決手段】相互に異なる材料からなる複数の被接合材1,3が、1000℃未満では液相を生成しない接合層により接合る。この場合通電加圧によって、被接合材よりも優先的に発熱すると共に、変形を伴う接合材2を用いて、前記複数の被接合材が通電加圧接合により接合される。さらに前記接合材が、内部に空間を有しており、前記複数の被接合材の少なくとも一方よりも、大きな電気抵抗を有していることが好ましい。
(もっと読む)
塗布工具用先端部材とそれを具備する塗布工具
【課題】本発明の課題は、圧着、接着、溶接やロウ付けのような接合部での強度低下や接合欠陥が生じる方法ではなく、接合部で強度低下や接合欠陥が発生せず、たわみ等の変形がない2m以上の長尺の超硬合金製塗布工具用先端部材とそれを具備する塗布装置用塗布工具を得ることである。
【解決手段】1回以上の焼結処理(HIPを含む)を施した2個以上の超硬合金焼結体部材を、拡散接合して塗布工具用先端部材を製造する。長尺の超硬合金製塗布工具用先端部材を得るため、2個以上の超硬合金焼結体部材を拡散接合して一体となるように形成しているので、2個以上の超硬合金焼結体部材を圧着、接着、溶接やロウ付けで一体としたものと比較すると、接合部での強度低下や接合欠陥が発生せず、たわみ等の変形がない長尺の超硬合金製塗布工具用先端部材とそれを具備する塗布装置用塗布工具を得ることができる。
(もっと読む)
工具
【課題】ハンドル部と係合部とが各々最適な異種の金属材料で形成されたものであって、安定した強度を有する工具を提供する。また、工具の用途に応じた最適な設計が可能な工具を提供する。
【解決手段】把持される部分であるハンドル部1と、ハンドル部1と一体とされた、ボルト・ナットなどの締結体に対して係合する係合部2とを備えた工具であって、ハンドル部1と係合部2とは異種の金属材料からなるものであり、ハンドル部1と係合部2との間の接合部3が、摩擦圧接法により形成されたことを特徴とする工具を提供する。
(もっと読む)
炭化タングステン基超硬合金接合体の製造方法
【課題】機械的強度を低下させることなく、接合面に生ずる引張、及び圧縮応力を軽減することが可能な炭化タングステン基超硬合金接合体の製造方法を提供する。
【解決手段】炭化タングステン基超硬合金から構成された第一の板状部材2と、オーステナイト相の冷却によってマルテンサイト変態、ベイナイト変態、及びパーライト変態の三つの相変態のうちの少なくとも一つの相変態を起こし得る金属体から構成された第二の板状部材3とを、第二の板状部材3がオーステナイト変態を起こす温度以上に加熱した状態で積層して接合し、次に、上述した三つの相変態のうちの少なくとも一つの相変態を開始する温度まで降温することにより、その接合面4に生ずる引張、及び圧縮応力が1500MPa以下となるように相変態を起こさせて炭化タングステン基超硬合金接合体1を得る炭化タングステン基超硬合金接合体の製造方法。
(もっと読む)
1 - 11 / 11
[ Back to top ]