
Fターム[4E070BC05]の内容
Fターム[4E070BC05]に分類される特許
1 - 13 / 13
ワイヤ曲げ装置

【課題】簡易な構造で、ワイヤ送りユニットと成形ツール等との相対位置を自由に変更することができ、高い精度で曲げ加工を実施することが可能なワイヤ曲げ装置を提供する。
【解決手段】成形ツール24を用いてワイヤ50を加工するワイヤ加工空間52へ、ワイヤ50を送り出すワイヤ送りユニット51と、複数の成形ツール24を支持し、回転することが可能な複数のツール選択機構2と、複数のツール選択機構2を支持し、互いに直交する二軸方向に移動することが可能な一又は複数の可動機構とを備える。ツール選択機構2は、第一の可動部4a、4b及び第二の可動部3a、3bと連結してある支持部9a、9b上に設けてあり、ツール選択機構2が、送り出されるワイヤ50の軸芯を中心軸として円弧を描いて移動するよう制御する。
(もっと読む)
ばね成形機及びその制御用プログラム

【課題】従来より良品率を向上させることが可能なばね成形機及びその制御用プログラムの提供を目的とする。
【解決手段】本発明のばね成形機10は、フィードバック制御の補正ゲインを乗じる対象を、連続した一定複数個平均の偏差ΔLとしたので、各コイルばね91毎の実測コイル長のばらつきや突発的な異常値によるフィードバック制御への影響が抑えられる。これにより、従来より確実に補正ゲインとして適した値(Kc)を選定することができると共に、その選定後の補正ゲイン(Kc)でコイルばね91を量産したときも、突発的な異常による不良品多数発生等の従来の問題点が解消され、良品率が向上する。
(もっと読む)
コイルばね製造装置及びコイルばね製造方法
【課題】第1と第2の成形ツールを簡素な演算処理で位置制御することが可能であると共に、マニュアル操作にて第1と第2の成形ツールの位置の調整を容易に行うことが可能なコイルばね製造装置及びコイルばね製造方法を提供する。
【解決手段】本発明に係るコイルばね製造装置は、第1と第2の成形ツール21,22を駆動する第1と第2のスライド駆動軸を第3スライド駆動軸によって上下動可能としている。そして、第1と第2の衝合点21P,22Pから延びた第1と第2の衝合基準線V1,V2の交点を原点10Pとし、その原点10Pから第1衝合点21Pまでの第1衝合距離L1と、第2衝合点22Pまでの第2衝合距離L2と、線材供給始点12Pまでの距離に線材90の半径を加算した供給始点距離L3とが互いに同一になるように位置制御を行っている。
(もっと読む)
線材加工具およびコイルバネ製造装置
【課題】比較的低コストで、線材との摺接面における耐摩耗性が比較的高い線材加工具を提供する。
【解決手段】線材と摺接して該線材を変形させる線材加工具であって、土台部15A,16Aと、前記線材と摺接される摺接面を備える摺接部15B,16Bとを備え、前記摺接部15B,16Bは、前記土台部15A,16Aに比べて高い耐摩耗性を有し、かつ、前記土台部15A,16Aは、前記摺接部15B,16Bに比べて高い曲げ強度を有することを特徴とする。
(もっと読む)
スプリングの製造方法および製造装置
本発明は、スプリングワイヤに螺旋形状を与えるようにスプリングワイヤ(1)が折り曲げラグ(5、6)を用いて曲げられる不等ピッチスプリング(9)を製造するための方法に関し、隙間は、スプリングワイヤの供給と同期させた回転を有する回転ディスク(2)の傾斜側面を、成形されつつある各ターンの間に配置することによって各ターンの間に成形され、ディスク(2)は、ディスクの周囲に沿って変化する傾斜輪郭を有し、スプリングワイヤは、各スプリングの成形の終わりに切断(3)される。 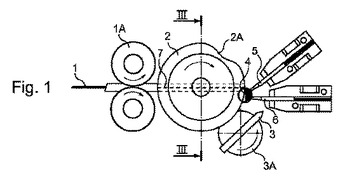 (もっと読む)
(もっと読む)
ばね製造機
【課題】クイルと、線材を加工する加工ツールとを、クイルの軸芯をZ軸とするXYZ直交座標系の、X軸方向、Y軸方向又はZ軸方向に移動させて、クイルと、加工ツールとの相対位置を調整すると共に、線材送りユニットから送出された線材を、クイルの軸芯周りに回転させたときに、線材を案内するクイルの案内通路にて線材が摺動し、線材が捻れることを防ぐことができるばね製造機を提供する。
【解決手段】クイル5にZ軸方向に移動するZ移動体を設け、X軸方向に移動するX移動体、及びY軸方向に移動するY移動体を移動板12に設けることにより、該移動板12に設ける移動体を削減して、前記クイル5をZ軸方向に短縮し、前記クイル5の案内通路と、線材との接触面積を減少させる構成とした。
(もっと読む)
コイルばね製造機及びコイルばね製造方法
【課題】従来の、コイルばね成形方向とは逆方向へ螺旋状に湾曲するように送られてきた線材を、ピッチツールがコイルばね成形方向に押し出して平坦部を成形するとき、線材先端近傍に残されたコイルばね成形方向とは逆方向の螺旋状の曲がりにより次の平坦部との間に三日月状の隙間が生じ、ばね座面が平坦にならない等の問題の解決。
【解決手段】線材ガイド13から成形領域Rへ送り出される線材90を成形工具35a,35bに衝合させてコイルばねを成形するコイルばね製造機において、第1のサーボモータによりコイルばね成形方向へ往復駆動されるとともに第2のサーボモータによりコイルばね成形方向に平行な軸まわりに回転駆動される押圧ツール14を基台前面に備え、成形工具成形工具35bの線材90との衝合点からの線材の送り出し方向前方で線材を押圧可能にかつ線材に沿って回動可能に押圧ツール14を位置制御する制御部を設けた。
(もっと読む)
曲げダイス装置
【課題】線材を安定した状態で曲げられるとともに、一巻前の線材がエッジに干渉しないようにすることが可能な曲げダイス装置を提供すること。
【解決手段】曲げダイス装置5は、断面V字形状をなす受け溝51を備えている。そして、この受け溝51を形成する曲げダイス装置5の外面によって線材2が芯金に押し当てられるとともに、これにより線材2がバネ形状に曲げられるようになっている。受け溝51を形成する2つの斜面52,53のなす角度は、90度に設定されるとともに、受け溝51を形成する2つのエッジ54,55のうち、線材2の送り先側に位置するエッジ55を形成する2つの斜面53,56のなす角度は、90度よりも小さなものとされている。
(もっと読む)
ばね製造機
【課題】一つのツール取付け治具に複数のツールを取付け、複数のツールから必要なツールを選択することにより、複数のツール取付け治具を設けるタレット及びタレットの駆動源を削減し、またツール取付け治具の数を少なくすることができるばね製造機を提供する。
【解決手段】テーブルT2正面にX軸方向に沿ったレール31、31を設け、レール31、31上を摺動する複数の摺動子を備える作動装置収容体T3をY軸上に配置し、作動装置収容体T3にスピンドル41、右巻用曲げダイス52a、及び左巻用曲げダイス52bをX軸方向に沿って取付けることにより、作動装置収容体T3を前記X軸方向へ移動させ、ばねの製造に必要なツールを選択する構成とした。
(もっと読む)
コイル成形機及び用紙処理装置
【課題】螺旋コイルのピッチを一定ピッチに規制できるようにすると共に、コイル径が変わってもピッチが変わらない螺旋コイルを再現性良く成形できるようにする。
【解決手段】本体部21と、線材挿入口274、コイル排出口296及び複数種類のコイル径設定用の円弧状部を有して本体部21に対して回動自在に取り付けられたコイル成形部28と、このコイル成形部28の円弧状部の1つに所定の太さの線材1をその線材挿入口274から当接するように送り出す線材送り機構22と、コイル成形部28のコイル取出口付近に設けられ、選択された円弧状部によって成形され、かつ、線材送り機構22によって送り出される螺旋コイル11のピッチを調整するピッチ調整機構29とを備えるものである。
(もっと読む)
線材成形機
【課題】従来のものより剛性を高めることが可能な線材成形機の提供を目的とする。
【解決手段】本発明の線材成形機10は、ベースプレート11Aとベースプレート11Aから起立した起立壁11B,11Bと、起立壁11B,11Bを挟んでベースプレート11Aに上方から対向した天井壁11Cとを一体に固定してなるベースフレーム11に、線材送給装置12と切断ツール駆動機構50と成形ツール駆動機構20とが保持され、しかも、成形ツール駆動機構20は、ベースプレート11Aと天井壁11Cとに上下の両端部が保持されたから、線材送給装置12と成形ツール駆動機構20との間に剛性が従来より高められる。これにより、線材90の径が太くなってもコイルばねを安定して成形することができる。
(もっと読む)
ばね製造装置
【課題】ばね形成体の自由長を正確に測定し得るばね製造装置を提供する。
【解決手段】線材供給部材と、ピッチ荷重付与部材と、成形部材と、ばね検長機構と、切断部材とを備える。前記ばね検長機構は、ばね形成体の軸線方向に関し移動可能且つ軸線回りに関し移動不能とされた被検出部材であって、少なくとも該ばね形成体が基準巻き数に達した状態においては、該ばね形成体の自由端部と係合する被検出体の軸線方向位置を検出するように構成されている。
(もっと読む)
扁平リング部材の製造方法
【課題】 コスト的に有利な扁平リング部材の製造方法を提供すること。
【解決手段】 凹曲面23を有する受け部材21と、凹曲面23と対向配置したハンマ22との間に、片側が肉厚で反対側が肉薄となるようテーパー状不等厚に形成された帯状鋼材W1を、その肉厚側が凹曲面23に沿うように連続供給し、帯状鋼材W1の肉薄側をハンマ22で連続的に打撃して帯状鋼材W1を等厚扁平化させながらコイリング成形する。コイリングされた帯状鋼材W1をほぼ一巻分ごとに切断すると、有端状の扁平リング部材が切り出される。
(もっと読む)
1 - 13 / 13
[ Back to top ]